ПРИЗНАКИ И ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА. САМОСТОЯТЕЛЬНЫЙ РЕМОНТ
Иногда с ручным гидравлическим прессом случаются неполадки, и ему срочно необходим ремонт. Самым правильным и надёжным решением будет обращение в Сервисный Центр, где специалисты быстро и качественно проведут необходимые процедуры по восстановлению вышедшего из строя инструмента. Но что делать, если необходимо срочно продолжить работу, а замены агрегату нет? Для этого, к каждому прессу SHTOK., например, в комплектацию добавлен ремкомплект с несколькими типами уплотнителей соединений.

Давайте рассмотрим несколько основных неисправностей на примере ПГ-120 SHTOK., которые можно устранить самостоятельно. Более редкие и сложные проблемы мы изучать не будем, так как подобный ремонт необходимо производить в условиях Сервисного Центра.
Итак, основных неисправностей может быть две:
- Пресс не нагнетает давление
- Течь масла из-под резьбовых соединений
Рассмотрим каждую по-отдельности.
Состояние гидравлического пресса, когда крайне медленно смыкаются матрицы или они не двигаются совсем, либо смыкание происходит, но недостаточно развиваемого усилия на них для завершения опрессовки, можно охарактеризовать, как «пресс не нагнетает давление».
Это может произойти по двум причинами:
- Полное или частичное отсутствие масла в масляной ёмкости
- Засорен перепускной клапан
В первую очередь, идём по самому простому пути и проверяем уровень масла в прессе, понимаем, что его недостаточно и производим долив до необходимого уровня.
Смотрим, как это делается:
В том случае, если, долив масла не помог, то причина может быть серьёзней – засор перепускного клапана. В процессе эксплуатации различные продукты износа гидравлического пресса как раз начинают скапливаться в районе данной детали агрегата, а также, что крайне редко случается, подобная проблема может обнаружиться и у совершенно нового инструмента из-за попавшей внутрь металлической стружки.
Представляем Вашему вниманию видео-инструкцию по устранению засора в гидравлическом клапане:
На всякий случай поясним один нюанс. В конце ролика опускаем магнит внутрь корпуса клапана и извлекаем шарик вместе с мусором.
Следующая возможная неисправность – это «течь масла из-под резьбовых соединений». Это происходит, в основном, из-за естественного износа резиновых уплотнений. Как уже ранее упоминалось, в комплект поставки гидравлических прессов SHTOK. входит набор с различными уплотнителями, которые можно использовать для самостоятельного ремонта.
Итак, видео-инструкция по замене уплотнительной манжеты на поршне.
Как вы видите, самостоятельно провести подобный ремонт несложно. Тем самым, вы устраните около 90% всех поломок. При остальных редких и сложных неисправностях, мы всё же настоятельно рекомендуем обращаться в Сервисный Центр!
Друзья, на этом мы завершаем серию публикаций об устройстве и обслуживании ручного гидравлического пресса. Если, по Вашему мнению, мы пропустили что-то интересное, либо у Вас есть вопросы, оставляйте свои комментарии на наших каналах в
Источник
Восстановление и упрочнение гидроплунжеров
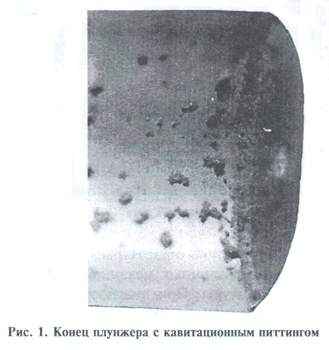
Гидроплунжеры насосов и прессов — изделия не только дорогостоящие, но и требующие значительных затрат при их замене во время ремонтов оборудования. При эксплуатации плунжеры подвергаются изнашиванию кавитацией, коррозией, абразивными частицами и просто истиранием (диспергированием). Кавитации подвержены плунжеры насосов высокого давления (
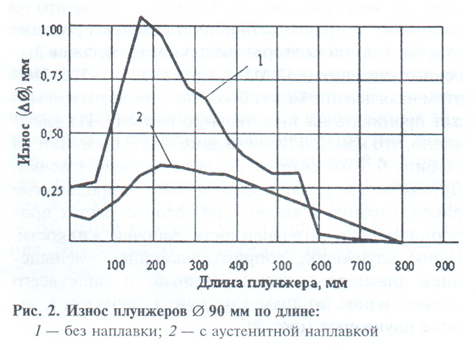
32 МПа) типа Г-301, Г-305. При этом изъязвление может быть поверхностным, а может проникать на значительную глубину. Из рис. 1 видно, что конец плунжера даже после проточки на глубину 0,5 мм сохранил кавитационные язвочки. Другим видом изнашивания являются продольные риски, глубина и количество которых растет пропорционально загрязненности рабочей жидкости. Износ плунжеров, сопровождающийся уменьшением диаметра по длине, разный, и чаще всего именно износ по диаметру служит сигналом к замене плунжеров (рис. 2).
Частота замены плунжеров зависит от условий их работы. Из приведенных сведений (табл. 1) о сроках службы различных плунжеров без упрочняющей обработки следует, что в не упрочненном состоянии плунжеры из углеродистых конструкционных сталей типа 30 и 45 имеют срок службы несколько месяцев, а в ряде случаев — меньше месяца.
1. Срок службы плунжеров* в колесобандажном цехе
Размеры плунжера, мм
Плунжер хода столов
Ø 70 х 1600
Ø 100 х 2370
Ø 140 х 2360
Плунжер насоса
Плунжер нажимных роликов
Ø 70 х 1225
Ø 200 х 1685
Ø 125 х 1550
Ø 260 х 1530
Ø 276 х 2383
Ø 380 х 3105
Плунжер подъема пресса
Главный плунжер пресса
Ø 1016 х 1845
Ø 1476 х 1800
Ø 1016 х 1810
*Плунжеры не подвергали упрочняющей обработке.
Для увеличения долговечности плунжеров предусматриваются различные виды упрочняющих обработок (табл. 2). Плунжеры небольших размеров подвергают упрочнению азотированием и цементацией. При этом твердость увеличивается с 20 до 60 HRCэ. Азотирование одновременно придает поверхности коррозионную стойкость, что нельзя сказать о цементации. Поэтому цементированные плунжеры могут быть рекомендованы для гидроагрегатов, в которых рабочей средой является не вода, а масло. То же самое можно сказать о поверхностной закалке ТВЧ. Но прирост твердости при ее применении несколько ниже — до 40 HRCэ. Предусматривается также накатка поверхности шариком или роликом, но в этом случае прирост твердости еще ниже — до 25 HRCэ. Некоторые плунжеры подвергают облицовке коррозионно-стойкой сталью с невысокой (20 HRCэ) или повышенной (35 HRCэ) твердостью.
2. Способы упрочнения плунжеров
Размеры плунжера, мм
Сталь; упрочняющая обработка; твердость
38Х2Ю; азотирование на глубину 0,4…0,6 мм; 59…64 HRCэ
20Х; цементирование на глубину 1 мм; 56…62 HRCэ
Сталь 50 (167…211 НВ); поверхностная закалка; 36…40 HRCэ
Сталь 50 (167…211 НВ); накатка; 30…35 HS
На рабочую поверхность приваривается гильза из стали 1Х18Н9Т (200 HV)
25ГС; наплавка сталью 1Х13; 35 HRCэ
Из перечисленных способов упрочнения наиболее перспективным представляется наплавка, которая помимо упрочнения позволяет восстанавливать и возвращать в работу изношенные плунжеры.
Наплавка аустенитной сталью
Аустенитные хромоникелевые стали типа 1Х18Н9Т отличаются высокой коррозионной стойкостью, поэтому они могут быть рекомендованы к наплавке гидроплунжеров. Но из-за невысокой твердости (
150 НВ) их сопротивление кавитационному и абразивному разрушению невелико.
Из приведенных данных о кавитационной стойкости коррозионно-стойких сталей с различной твердостью [1] следует, что рост твердости от 150 до 413 НВ при замене аустенитной стали 1Х18Н9Т на мартенситную сталь 2X13 приводит к снижению кавитационного износа образцов на испытательном стенде в 16 раз. Еще большую износостойкость показала нестабильно-аустенитная сталь 30Х10Г10. В исходном состоянии она, как и аустенитная сталь, имеет невысокую твердость, но при испытаниях под воздействием наклепа претерпевает мартенситное превращение с существенным увеличением твердости от 200 до 450 НВ. Благодаря этому обеспечивается ее высокая износостойкость в условиях кавитации. В реальных условиях эксплуатации гидроклапанов замена стали 1Х18Н9Т на сталь 30Х10Г10 увеличила стойкость в 4 раза [2].
Для наплавки плунжеров малого диаметра (Ø 65. 90 мм) была применена нестабильно-аустенитная сталь 08Х20Н9Г7Т. В отличие от стали 30Х10Г10 она обладает меньшей склонностью к кристаллизационным трещинам и серийно выпускается в виде тонкой (Ø 1,2. 2,0 мм) сварочной проволоки. Это имеет важное значение, так как наплавка плунжеров малого диаметра во избежание стекания сварочной ванны производится при небольшой силе тока (
150 А), при которой для стабильного горения дуги необходимо применять тонкие проволоки.
При наплавке плунжеров гидронасосов требуются также меры по предупреждению деформаций. Приемлемый их уровень был достигнут благодаря сопутствующему охлаждению плунжеров в процессе наплавки.
Небольшое искривление плунжера после наплавки все же остается. Чтобы иметь возможность устранить его проточкой, необходимо иметь наплавленный слой достаточной толщины. При этом двухслойная наплавка нежелательна не только из соображений экономичности, но и потому, что она увеличивает остаточный прогиб плунжеров.
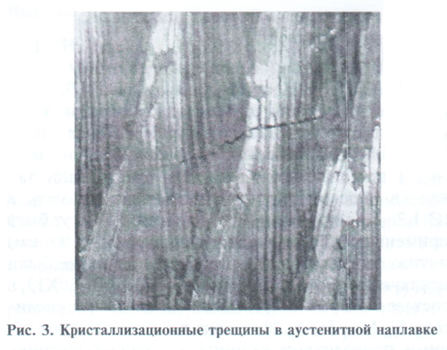
При восстановлении изношенных плунжеров перед наплавкой необходимо проточить газонасыщенную поверхность плунжера. В противном случае в наплавке появляются кристаллизационные трещины (рис. 3).
Однослойная наплавка проволокой Св-08Х20Н9Г7Т имеет твердость
250 HV. При обточке поверхность под воздействием резца наклёпывается, и поверхностная твердость увеличивается до 300 HV. Аустенитная сталь шлифуется плохо, поэтому для получения требуемой шероховатости поверхности плунжер после обточки обкатывают. Для этого обкатной ролик зажимают в резцедержателе и задают давление на деталь (
1000 Н), при котором уменьшение диаметра составляет
0,01 мм. В результате шероховатость поверхности снижается с Ra 5 до Ra 0,5, а поверхностная твердость возрастает до 350 HV (табл. 4).
3. Кавитационная стойкость сталей с различной твердостью
Потери в массе, мг
* В ходе испытаний твердость увеличивается до 450 НВ.
4. Характеристики поверхности плунжера с аустенитной наплавкой 08Х20Н9Г7Т после различных обработок
Поверхностная твердость HV5
Производственные испытания наплавленных плунжеров в колесобандажном цехе НТМК показали, что по сравнению с не упрочненными плунжерами из конструкционной стали типа 45 стойкость возросла с 1. 2 до 12 месяцев, т. е. не менее чем в 6 раз.
Наплавка плунжеров насосов сталями повышенной твердости
Для получения плунжеров с более высокой твердостью проведен анализ стандартных стальных сварочных и наплавочных проволок.
Порошковые проволоки не рассматривали, так как в России проволоки малых диаметров (Ø 1,2. 1,6 мм) не производят, и они не могут быть применены для наплавки тонких (Ø 65. 90 мм) плунжеров насосов. Из рассмотрения также были исключены проволоки типа Св-12Х13, Нп-30Х13, в составе которых отсутствуют элементы-раскислители Si, Mn, Ti, Аl. Наплавка в защитных газах такими проволоками склонна к порообразованию. Кроме того, из-за плохой растекаемости сварочной ванны наплавленные валики получаются узкими и высокими, что не способствует их качественному сплавлению друг с другом.
Удовлетворить требованиям (ГОСТ 2246—70) повышенной твердости (> 35 HRCэ) и коррозионной стойкости (Сr ≥ 12. 13 %) может проволока Св-08Х14ГНТ. Однако ее применение показало, что при низком содержании углерода (0,05. 0,07 % по массе), допускаемом стандартом, твердость наплавки резко снижается с 40 до 20 HRCэ, т. е. наплавленный металл из мартенситного класса переходит в ферритный. Таким образом, не нашлось составов, удовлетворяющих требованиям ГОСТ 10543—98 на наплавочную проволоку.  В связи с этим опробована наплавка плунжеров насосов нестабильно-аустенитной проволокой Св-10Х14Г14Н4Т. При этом твердость обточенной поверхности увеличилась до 40, а обкатанной — до 43 HRC3. Плунжеры с наплавкой Св-10Х14Г14Н4Т через восемь месяцев эксплуатации были оставлены в эксплуатации, тогда как азотированные плунжеры за это время обычно выходят из строя. Испытания плунжеров с наплавкой 10Х14Г14Н4Т продолжаются.
В связи с этим опробована наплавка плунжеров насосов нестабильно-аустенитной проволокой Св-10Х14Г14Н4Т. При этом твердость обточенной поверхности увеличилась до 40, а обкатанной — до 43 HRC3. Плунжеры с наплавкой Св-10Х14Г14Н4Т через восемь месяцев эксплуатации были оставлены в эксплуатации, тогда как азотированные плунжеры за это время обычно выходят из строя. Испытания плунжеров с наплавкой 10Х14Г14Н4Т продолжаются.
На другом заводе в начале 2002 г. ввели в эксплуатацию насосы УНБТ-950, рассчитанные на повышенное давление 36 МПа. Плунжеры Ø 140 мм, изготовленные из незакаленной (
20 HRC3) стали 20X13, начали выходить из строя чрезвычайно быстро — через
50 моточасов. Так как они достаточно тяжелые и работают в горизонтальном положении, то износ имел односторонний характер и достигал
5 мм. Наплавка опытной проволокой Св-12Х15Г2 (40 HRCэ) увеличила стойкость до 90 моточасов, но этого было недостаточно. Чтобы еще поднять твердость рабочего слоя, применили электродуговую металлизацию проволокой Нп-40Х13. Это повысило стойкость плунжеров до
200 моточасов. Затем плунжеры облегчили — изготовили их из трубы; «доместиковые» шевронные уплотнения заменили на сальниковую набивку МС-571, а материал направляющей втулки БрОЦС — на БрОФ10-0,5. Это увеличило стойкость плунжеров до 400 моточасов. Последующая практика показала, что металлизационное покрытие не обладает достаточной надежностью и часто отслаивается (рис. 4). Взамен его была применена наплавка опытной проволокой Нп-40Х16РТ (56. 60 HRCэ). Стойкость плунжеров при этом сохранилась, как у напыленных плунжеров (400 моточасов).
Наплавка многотонных плунжеров
Плунжеры прессов в отличие от плунжеров насосов имеют существенно большие массу (до 40 т) и габариты. При наплавке массивных тел основной трудностью является предотвращение холодных трещин. Для этого используется подогрев. По мере увеличения твердости наплавочного материала температура подогрева повышается. Учитывая это обстоятельство, становится понятно, почему к наплавке тяжелых плунжеров либо не прибегают, либо наплавляют их мягкой (200 НВ) и пластичной аустенитной сталью типа 1Х18Н9Т, не требующей высокой температуры подогрева.
Примеры наплавки тяжелых плунжеров твердыми проволоками
Пример 1. Плунжер Ø 1016 мм и массой 10 т (сталь 50) мультипликатора колесобандажного цеха из-за износа подвергался ежегодной проточке на ремонтный размер. В 1996 г. его наплавили проволокой Св-12Х15Г2, а через четыре года при осмотре было установлено, что рабочая поверхность не изношена, плунжер был оставлен в эксплуатации. Таким образом, наплавка увеличила стойкость плунжера не менее чем в 4 раза.
Пример 2. Плунжеры Ø 2000 мм и массой 40 т с аустенитной наплавкой (1Х18Н9Т) обычно через 10 лет эксплуатации изнашивались настолько, что их отправляли на повторную наплавку. Но этого не случилось с плунжером, наплавленным в 1994 г. проволокой Св-12Х15Г2 (40 HRCэ). После небольшой калибровочной проточки он оставлен в эксплуатации на второй срок. Отличное состояние поверхности плунжера в процессе эксплуатации послужило основанием для наплавки еще двух аналогичных плунжеров (рис. 5).

1. Наплавка гидроплунжеров насосов нестабильно-аустенитными сталями типа 08Х20Н9Г7Т и 10Х14Г14Н4Т до 6 раз увеличивает их стойкость по сравнению с не упрочненными плунжерами из сталей типа 45 и в
2 раза по сравнению с азотированными плунжерами из стали типа 38Х2Ю.
2. По сравнению со сталью 20X13 в незакаленном состоянии (20 HRCэ) наплавка проволокой Св-12Х15Г2 увеличивает стойкость плунжеров насосов в 2 раза (40 HRCэ), а наплавка Нп-40Х16РТ — в 4 раза (58 HRCэ).
3. Стойкость тяжелых плунжеров (10. 40 т) гидропрессов, наплавленных проволокой Св-12Х15Г2 (40 HRCэ), увеличивается более чем в 4 раза по сравнению с не наплавленными плунжерами (сталь 50) и в 2 раза по сравнению с наплавленными аустенитной сталью типа 1Х18Н9Т.
М. А. ЖГУНОВ
Журнал «Ремонт, восстановление, модернизация», №11, 2005.
Источник