Ремонт плунжерной пары
Начнем с самого малого, что такое плунжер? Плунжер это своего рода поршень который выполнен в форме цилиндра, длинна его превышает его диаметр. У дизельных автомобилях и топливной aппapaтуpe получили распространение так называемые плунжерные пары. Плунжepнaя пapa состоит из плунжера и гильзы.
Плунжерная пара является одной из основных деталей топливного насоса высокого давления или если коротко ТНВД. ТНВД отмечает и подает необходимую порцию топлива в нужный момент для двигателя. Так же подает его под определенным давлением и подается в цилиндры двигателя. Для того что бы не происходило утечки топлива при высоком давлении через зазор между гильзой и плунжером, зазор выполнен очень малый, всего 1-3 мкм. Плунжера и гильзы выполнены из высокопрочной стали закаленной до высокой прочности, в результате чего получаются точная высококачественная пара деталей, поменять которую по отдельности нельзя.
Для плунжерных пар, крушительным является наличие в дизельном топливе воды, так как когда в зазор прецизионных деталей она попадает, топливная пленка, которая смазывает пару на трущихся поверхностях нарушается и плунжер какое то время работает без смазки. В результате чего образовываются, так называемые «задиры» на поверхностях, в результате чего их заклинивает. Ну а само попадание воды известно откуда, это дизельное топливо низкого качества, так же вода способствует коррозии гильзы и плунжера, это приводит к моментальному ремонту плунжеров.
Помимо воды, также довольно часто проблемы возникают в результате попадания в топливо микроскопических частиц пыли, она работает как абразивный инструмент, и еще наносят вред плунжерной паре в насосе. За счёт попадания разных примесей в механизм плунжерной пары, происходит так же заклинивание и нарушение работы насоса и мотора автомобиля, все это приводит к ремонту.
Плунжерные пары ТНВД это высокоточный механизм и чтобы избежать его выход из строя, необходимо регулярно осуществлять диагностику плунжерной пары и пользоваться качественным топливом.
Чтобы провести диагностику плунжерной пары ТНВД, необходимо иметь спецоборудование, которое позволяет проверить степень износа и выработку плунжерной пapы, и уже потом при необходимости ее заменяют нa новую или восстанавливают. Peмонт плунжерной пары заключается в полном восстановлении геометрических параметров гильзы и сaмого плунжepa. Восстaновлeниe гильзы производится путём механической обработки. Peмонт плунжера производится путем нaнeсeния нa нeго износостойкого жёсткого хрома. Самостоятельно в гараже без оборудования, т.е. кустарным способом, ремонт плунжеров осуществить невозможно.
Плунжерные пары на грузовые автомобили DAF, Scania, Iveco, Renault, Iveco, Volvo, Mercedes и легковые автомобили, можно восстановить у нас.
Источник
Замена и регулировка плунжерных пар своими руками

Замена и регулировка плунжерных пар своими руками
Топливный насос высокого давления – это важнейший узел в каждом дизельном моторе. Из-за этого механизма горючее становится не просто жидкостью, а топливно-воздушной смесью. На работу насоса действует и такая деталь, как плунжерная пара. Она отвечает за подачу горючего и его распределение.
Устройство плунжерной пары
В конструкции этого элемента две основные детали – плунжер и втулка.

Плунжер состоит из цилиндрического поршня небольшого размера. Когда насос работает, плунжер двигается внутри втулки. Выполняя движения вверх и вниз, плунжер всасывает горючее, а потом оно нагнетается поочередно в форсунки рабочих цилиндров, где под большим давлением в распыленном состоянии воспламеняется. Плунжерная пара ТНВД имеет несколько отверстий на втулке, через которые и поступает дизельное топливо для последующего нагнетания.
Другими словами, главным назначением плунжерной пары является точное измерение горючего, чтобы потом подать его в цилиндры двигателя. Также этот элемент помогает насосу подать топливо в необходимый момент с нужным давлением. Чтобы всё осуществлялось без сбоев, надо чтобы у плунжерной пары было соответствие ко всем предъявляемым требованиям. Поэтому плунжерная пара цена которой не такая уж и маленькая, должна производиться на оборудовании высокой технологичности, в домашних условиях сделать её нереально.
Эксплуатация плунжерной пары
Плунжерная пара ТНВД – сложный элемент, эксплуатировать его надо с осторожностью и постоянно соблюдать необходимые требования. Чтобы устройство работало бесперебойно и качественно, то следует использовать только топливо высокого качества. Так как на наших АЗС качество топлива оставляет желать лучшего, то восстановление плунжерных пар – очень популярная услуга.
В некачественном топливе содержится большое количество химических элементов, что значительно уменьшает долговечность плунжерной пары. Самое негативное влияние производит вода, которая попадает в качестве конденсата в топливо. Если между втулкой и плунжером оказывается много воды, то смазывающая плёнка нарушает свою целостность и дальше деталь работает без смазки. Это может настолько деформировать деталь, что восстановление плунжерных пар просто не поможет. Останется только купить плунжерную пару в магазине и стараться заправляться только качественным топливом.
Когда необходима замена и как заменить плунжерную пару?
Есть несколько признаков того, что деталь неисправна. Один из них – это отказ мотора запускаться, особенно на мотор разогрет. Узнать нормально ли работает плунжерная пара ТНВД можно и во время работающего двигателя. Надо обратить внимание на качество его работы. Если плунжерная пара неисправна, то у мотора теряется мощность, а работает он с нехарактерными звуками. Кроме того, двигатель может работать с перебоями и нестабильно. Если был замечен хотя бы один симптом, то надо производить диагностику.
Надо отметить, что для диагностики применяется специальное оборудование. Поэтому очень сложно в домашних условиях сказать, неисправна ли плунжерная пара или нет. В СТО профессионалы могут точно сказать о неисправности и метод решения этого – регулировка или полная замена. Во время ремонта необходимо специальное оборудование, которое должно восстановить герметичность втулки и плунжера.
Теперь следует рассказать, как заменить плунжерную пару. Сначала необходимо пойти в магазин, подобрать и купить плунжерную пару, которая подойдёт к отдельно взятому двигателю. Надо разобрать всё, что снимается, вокруг топливного насоса. Это необходимо для того, чтобы снять старую плунжерную пару без проблем и ничего не мешалось. Потом надо снять переднюю крышку двигателя, открутить гайку крепления шестерни привода, а после этого открутить все трубки и снять топливный насос. Все детали, которые в грязи, заодно надо почистить. Только после этого можно начинать разбирать топливный насос, откручивать саму плунжерную пару, но только делать это с предельной осторожностью и в специально подготовленном месте с набором необходимых инструментов.

Из неё надо аккуратно слить топливо, демонтировать старую плунжерную пару, проверить состояние остальных деталей, а именно кулачковую шайбу, ролики, насос подкачки и т.д.. После этого надо перекрутить штуцера с клапанами и глушилкой мотора со старой пары, на новую. Потом можно всё собирать в обратном порядке, предварительно тщательно промыв плунжерную пару дизельным топливом от консервации перед установкой.
Регулировка плунжерной пары
Чтобы отрегулировать количество топлива, которое впрыскивается, на плунжере есть специальная отсечная кромка. Когда движение плунжера идёт вверх, то он сначала перекрывает отверстие для выхода, а через эту кромку отверстие приоткрывается. Нарезка этой кромки произведено спиралью, чтобы при повороте плунжера изменялось время до отсечки. Чтобы плунжер поворачивался и совершал поступательные движения, он опирается на кулачковую шайбу и зацепляется с её штифтом. Когда шайба вращается, то она вращает и плунжер, а кулачки набегают на ролики и толкают его. Регулировка плунжера производится регулировочными шайбами разной толщины. Самое главное – не забывать, что плунжерная пара цена на которую достаточно большая, очень хрупкая и сложная деталь, поэтому надо обращаться с ней надо очень аккуратно.
Источник
Ремонт дизельной топливной аппаратуры
Подкачивающий насос. При потере герметичности в результате изнашивания в соединении «клапан-гнездо», а также при увеличении зазоров в соединениях «поршень-корпус» и «стержень толкателя-втулка» в топливопроводах падает давление и снижается подача насоса.
Изношенная поверхность гнезда клапана фрезеруется торцевой фрезой до полного выведения следов износа.
Для насосов различных марок допустимый зазор между поршнем и отверстием в корпусе насоса составляет 0,15-0,20 мм (без ремонта). Чтобы восстановить в данном соединении нормальный зазор (0,01-0,04 мм), отверстие в корпусе следует притирать чугунными притирками с пастой ГОИ либо НЗТА, микропорошками М5, М7 до выведения следов износа. Поршень следует наращивать хромированием, шлифовать и притирать совместно с поверхностью отверстия в корпусе.
В том случае, если увеличение зазора между стержнем толкателя и поверхностью отверстия во втулке более чем на 0,02 мм, то отверстие следует развернуть, изготовить стержень увеличенного размера и притереть. После притирки требуется проверка плотности сопряжения стержня с втулкой. Для этого применяется приспособление и прибор для испытания форсунок. При проведении испытания падение давления от 20 до 18 МПа не должно происходить быстрее, чем за пять секунд.
При помощи стендов КИ-921М, КИ-22205 и др. в отремонтированных подкачивающих насосах необходимо произвести проверку подачи и максимального давления, которые должны соответствовать приведённым в [табл.45] техническим требованиям.
Табл. 45. Основные показатели подкачивающих насосов.
| Марка топливных насосов и двигателей | Частота вращения вала привода (мин -1 ) | Противо- давление при замере подачи (МПа) | Подача с противо- давлением не менее (л/мин) | Подача без противо- давления не менее (л/мин) | Давление max (МПа) |
| 4ТН-9х10Т, 6ТН-9ч10 | 650 | 0,05-0,08 | 1,2 | 1,8 | 0,17 |
| УТН-5А, НД-21/4, НД-22/6 | 650 | 0,04-0,05 | 1,2 | 2,2 | 0,17 |
| На дизелях ЯМЗ | 1050 | 0,13-0,15 | 2,2 | — | 0,4 |
| Д-160 | 500 | — | 1,2 | — | 0,11 |
Топливный насос с регулятором. При помощи диагностического оборудования во время технического обслуживания или на испытательном стенде при проведении ремонта выявляется необходимость регулировки, разборки либо ремонта топливного насоса.
Под воздействием твёрдых абразивных частиц, которые находятся в топливе, происходит износ плунжерной пары («плунжер-втулка»). Места износа плунжера и втулки имеют локальный характер (матовые пятна) [рис. 79].
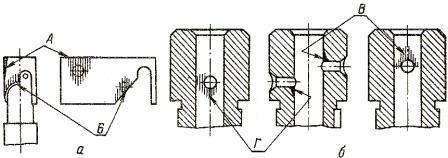
Рис. 79. Места износа.
А) – против впускного окна;
Б) – против отсечного окна;
В) — у впускного окна;
Г) – у отсечного окна.
Если зазор между плунжером и втулкой составляет больше 7-10 мкм (у новой пары он составляет 1,5-2,0 мкм), то требуется их замена, так как пуск такого дизеля затруднён.
При помощи устройства КИ-759 [рис. 80] проверяется состояние плунжерной пары. Ориентируются при этом на скорость просачивания топлива.

Рис. 80. Схема устройства КИ-759 для проверки состояния плунжерной пары.
5) – Бачок с фильтром;
6) – Грузовой рычаг;
8) – Плунжерная пара (испытываемая);
12) – Поджимной винт.
Втулка плунжера устанавливается в стакан (9) и заполняется смесью масла М-10-Г2 (2 части) и дизельного топлива Л (1 часть) из бачка (5), открыв краник (4). Затем, закрыв краник, следует вставить плунжер во втулку и нагрузить его рычагом (6). Время опускания плунжера от момента нагружения до момента отсечки (не должно быть менее трёх секунд) характеризует плотность плунжерной пары. Если время опускания меньше трёх секунд, то пара подлежит выбраковке.
Развиваемое плунжерной парой давление в мастерских хозяйств определяют при помощи максиметра либо манометра (приспособление КИ-4802) на собранном насосе.
Частота вращения кулачкового вала насоса при проверке 100-150 мин -1 . Плунжерная пара должна развивать давление:
— не ниже 25 МПа у насосов, работающих со штифтовыми распылителями в форсунках;
— не ниже 30 МПа – у остальных насосов.
При меньшем давлении плунжерная пара подлежит выбраковке.
Восстановление плунжерных пар осуществляется на специализированных предприятиях. Плунжеры восстанавливаются путём хромирования, а втулки (внутренняя поверхность) обрабатываются чугунными притирами с абразивными пастами до устранения следов износа. Плунжеры восстанавливаются хромированием.
Нагнетательный клапан и его седло. Их износ происходит по причине воздействия абразивных частиц, которые находятся в топливе. Износ поверхностей разгрузочного пояска Б [рис. 81] клапана и отверстия В в корпусе влекут за собой увеличение остаточного давления в трубопроводе, способствующее подтеканию и закоксовыванию форсунок, а в случае износа конических фасок А и Г нарушается герметичность пары.
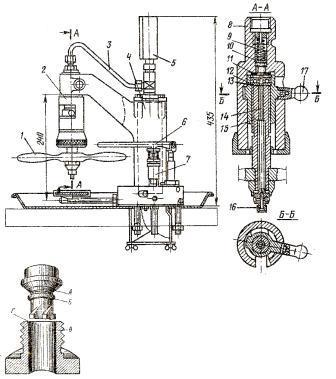
Рис. 81. Места износа поверхностей нагнетательного клапана и его седла, прибор для их испытания.
А) – Запирающий конус;
Б) – Разгрузочный поясок;
В) – Направляющая поверхность седла;
Г) – Запирающая фаска седла;
2) – Устройство для установки нагнетательного клапана;
4) – Гидравлический аккумулятор;
7) – Подкачивающий насос;
11) – Испытываемый клапан с прокладкой;
13) – Упорный шарикоподшипник;
Испытания нагнетательного клапана проводится на приборе КИ-1086, где его нужно запереть рукояткой (17) и прижать вращением винта за рукоятку (1). Далее рукояткой (6) подкачивающего насоса нужно нагнетать топливо до давления 0,83 МПа и во время падения от 0,8 до 0,7 МПа определяется суммарная герметичность клапана (по запирающему конусу и разгрузочному пояску). Время падения давления должно быть не менее 30 секунд. Для осуществления проверки на герметичность разгрузочного пояска следует вращать головку (16) на два деления шкалы винтом (14) и поднять клапан на 0,2 мм. Затем следует поднять давление до величины 0,25 МПа подкачивающим насосом и определить герметичность разгрузочного пояска по времени падения давления от 0,2 до 0,1 МПа, которое должно составлять не менее одной секунды.
Износ кулачкового вала приводит к уменьшению высоты его кулачка (без ремонта уменьшение высоты допустимо на 0,25 мм). Если уменьшение высоты более чем на 0,25 мм, то кулачки подлежат восстановлению плазменной наплавкой, наплавкой твёрдыми сплавами (сормайтом и др.) либо электродами, которые могут обеспечить слой высокой твёрдости (ОЗН-400, Т-620, Т-590 и др.). Остальные шейки восстанавливаются напеканием металлических порошков, железнением, электроимпульсной приваркой ленты и другими методами.
Регулятор топливного насоса. Износ валика регулятора происходит в месте соединения с втулкой скользящей муфты [рис. 82, а]. Чтобы восстановить нормальное соединение, валик следует шлифовать на уменьшенный размер и в муфту ставить втулку уменьшенного диаметра.
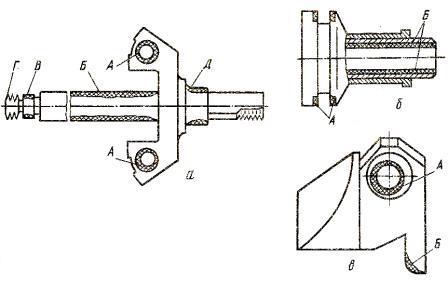
Рис. 82. Места изнашивания деталей регулятора.
а) – Крестовины грузов и валика регулятора;
А) – Отверстия под ось грузов;
Б) – Поверхности валика под втулку;
В) – Шеек под подшипники;
Д) – Шеек под подшипники;
б) — Муфты регулятора с втулкой;
А) – Торцевые поверхности паза под пальцы вильчатого рычага;
Б) – Поверхность отверстия втулки;
в) – Груза регулятора с втулкой;
А) – Отверстия втулок под ось;
Б) – Выступов в местах упора в подшипник.
Поверхности муфты под пальцы вильчатого рычага необходимо шлифовать, а в рычаг нужно установить пальцы увеличенного размера [рис. 82, б].
У грузов регулятора износу подвергаются опорные поверхности [рис. 82, в], которые следует наплавлять и обрабатывать по шаблону. Износившиеся отверстия в крестовине и в грузах требуется рассверлить и ставить оси увеличенного размера. Разница в массе грузов не должна быть больше 5 граммов.
Восстановление соединения шарниров рычагов и тяг (при зазорах выше 0,2 мм) осуществляется аналогично. Оценить состояние шарнирных соединений в регуляторе можно по суммарному продольному зазору рейки при неподвижном наружном рычаге регулятора и без деформации пружин (например, для насосов типа 4ТН-9х10 данный зазор допустим не более 1,5 мм).
При проведении ремонта следует проверить соответствие техническим требованиям длины и упругости пружин.
Сборка топливного насоса и регулятора. Выполнение сборки производится согласно последовательности, которая указана в типовой технологии (для насосов каждой марки). После того как стопорящий винт завёрнут до отказа (либо поставлен установочный штифт в насосе УТН-5А) втулка плунжера должна легко перемещаться в продольном направлении. После затяжки всех штуцеров, в собранной головке насоса плунжеры должны легко (без прихватывания) перемещаться во втулках. Осевой разбег у кулачкового валика должен составлять 0,05-0,10 мм. Он регулируется при помощи кольцевых прокладок (за внутренними кольцами подшипников либо их корпусами).
В насосе 4ТН-9х10Т хомутик 1-го насосного элемента должен располагаться на расстоянии 50 мм от привалочной плоскости насоса [рис. 82] при левом крайнем положении рычага регулятора.

Рис. 83. Определение положения хомутика на рейке топливного насоса типа 4-ТН-8,5х10 с помощью штангенциркуля.
Расстояние между соседними хомутиками также должно составлять 50 мм. Плунжерную пару насоса УТН-5А следует установить в корпус таким образом, чтобы паз под установочный штифт на втулке плунжера и метка на выступе плунжера были обращены в сторону люка. При этом прорезь зубчатого венца (19) [рис. 84] должна располагаться напротив установочного штифта втулки плунжера, а торец поводка рейки (10) должен находиться на расстоянии 24±0,5 мм от плоскости корпуса насоса.

Рис. 84. Регулятор топливного насоса УТН-5 и механизм привода плунжеров.
б) – Зубчатые венцы плунжеров и рейка;
1) – Промежуточный рычаг;
2) – Основной рычаг;
4) – Болт номинала;
6) – Шток корректора;
7) – Корпус корректора;
8) – Пружина регулятора;
10) – Рейка топливного насоса;
11) – Рычаг регулятора;
12) – Пружина обогатителя;
14) – Связующий болт;
15) – Наружный рычаг регулятора;
16) – Ограничитель максимального скоростного режима;
17) – Муфта регулятора;
19) – Зубчатый венец с прорезью;
20) – Стяжной винт.
В насосе дизеля ЯМЗ-238НБ отверстие на выступающем пояске втулки должно располагаться под углом 75 град. к прорези зубчатого венца, а средний зуб венца должен входить в среднюю впадину рейки. Ход рейки должен составлять не менее 25 мм при усилии перемещения не более 5 Н.
Предварительно следует установить общую высоту толкателя:
— для насосов 4ТН-9х10Т – 36,3-38,5 мм;
— для насосов дизелей ЯМЗ-238-НБ – 37,4±0,1 мм.
В верхней мёртвой точке кулачка плунжер должен располагать запасом хода 0,3 мм (для ЯМЗ – 0,6 мм). Для насосов с упругим приводом (с резиновыми сухариками) ведущей шестерни регулятора допустим угловой зазор до 8-ми градусов.
В процессе сборки регулятора насосов типа ТН путём вращения болта (13) вильчатой тяги [рис. 85] производят предварительную регулировку хода рейки (10,5-11,0 мм).

Рис. 85. Регулятор РБ-750 (насосы типа 4ТН-8,5х10).
2) – Ведомая шестерня;
7) – Болт (жёсткий упор);
8) – Задняя крышка;
9) – Седло пружин;
10) – Регулировочная прокладка;
11) – Регулировочная прокладка;
12) – Крышка корпуса;
13) – Болт вилки тяги регулятора;
14) – Призмы обогатителя;
15) – Валик обогатителя;
16) – Тяга регулятора.
В регуляторе насоса УТН-5А в процессе сборки корректора прокладками следует установить выход штока (6) [рис. 84], который должен быть равен 1,3+0,2 мм, и посредством вращения винта (13) производят регулировку давления пружины корректора 62+8 Н при положении штока заподлицо с корпусом. Болт (14), которые соединяет рычаги (1) и (2), следует вывернуть из основного рычага на 9 мм. Винтом (16) номинальной частоты вращения следует установить ход рейки на обогащение (3-4 мм). В регуляторе насоса дизеля насоса дизеля ЯМЗ-238НБ [рис. 86] давление пружины корректора должно быть равно 90±5 Н (регулировка производится прокладками).
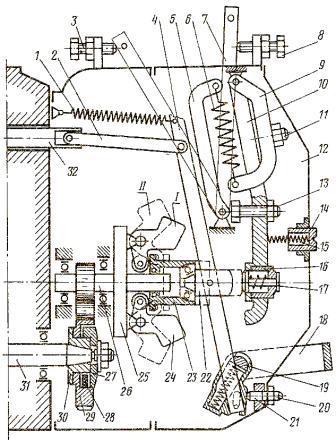
Рис. 86. Схема устройства регулятора дизеля ЯМЗ-238 НБ.
1) – Пружина рычага;
3) – Ограничитель максимального скоростного режима;
5) – Рычаг пружины;
6) – Пружина управления регулятором;
7) – Рычаг управления регулятором;
8) – Болт-ограничитель минимальной частоты вращения холостого хода;
9) – Двуплечий рычаг;
10) – Рычаг регулятора;
11) – Регулировочный винт;
12) – Крышка смотрового люка;
13) – Болт-ограничитель номинальной подачи;
15) – Буферная пружина;
20) – Регулировочный винт;
21) – Регулировочный винт кулисы;
22) – Упорная пята;
25) – Державка грузов;
26) – Валик державки грузов;
27) – Фланец втулки ведущей шестерни;
29) – Ведущая шестерня;
30) – Втулка ведущей шестерни;
31) – Кулачковый вал;
32) – Рейка топливного насоса;
I) – Положение грузов при пуске;
II) – Положение грузов при максимальной частоте вращения.
Головка корректора (17) должна выступать над поверхностью рычага (10) на 0,3-0,4 мм; болт-ограничитель номинальной подачи (13) должен выступать из рычага на 13±0,3 мм, а регулировочный винт (21) – на 1,0-1,5 мм.
В насосах распределительного типа (НД-21, НД-22) в процессе сборки секций высокого давления [рис. 87] детали следует соединить таким образом, чтобы распределительный паз (А) плунжера (2), пазы дозатора (5), верхней тарелки (3) пружины и впадина между зубьями втулки (1) были обращены в сторону привода дозатора и располагались в одной плоскости. В отсечное отверстие (Б) плунжера со стороны паза дозатора следует вставить монтажную чеку (4).
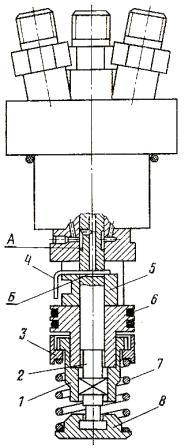
Рис. 87. Секция высокого давления насосов типа НД-21, НД-22.
1) – Зубчатая втулка;
3) – Верхняя тарелка пружины;
4) – Монтажная чека;
6) – Уплотнительное кольцо;
7) – Пружина толкателя;
8) – Нижняя тарелка пружины;
А) – Распределительный паз;
Б) – Отсечное отверстие плунжера.
Секции монтируются и закрепляются после того как установлены в корпус насоса кулачковый (28) валик [рис. 88], эксцентриковый валик (31) и толкатели (27). Далее удаляется монтажная чека (4) [рис. 87], а зубчатая втулка (1) закрепляется специальным фиксатором, который досылается до упора во впадину зуба.
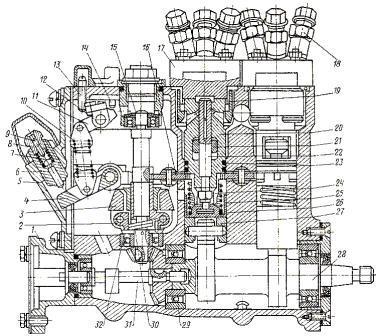
Рис. 88. Топливный насос НД-22/6Б4.
1) – Корпус привода тахоспидометра;
2) – Ступица регулятора;
3) – Груз регулятора;
4) – Рычаг корректора;
5) – Корпус корректора;
6) – Шток корректора;
8) – Винт корректора;
10) – Пружина регулятора;
11) – Рычаг вильчатый;
12) – Валик рычага управления насосом;
13) – Регулировочный винт максимальной частоты вращения;
15) – Валик регулятора;
16) – Промежуточная шестерня;
17) – Головка секции высокого давления;
18) – Штуцер высокого давления;
19) – Соединительная гайка головки секции;
20) – Втулка плунжера;
23) – Уплотнительные кольца;
24) – Зубчатая втулка;
26) – Тарелка пружины;
28) – Кулачковый валик;
30) – Демпферная пружина;
31) – Вал привода подкачивающего насоса;
32) – Шайба блокировки вала регулятора.
Далее следует повернуть кулачковый валик шпоночным пазом вверх таким образом, чтобы он располагался напротив метки на корпуса насоса. Собранный узел валика регулятора (15) [рис. 88] устанавливается риской на его торце в сторону шпоночной канавки кулачкового валика по одной оси с ней. Затем следует установить верхнюю крышку регулятора таким образом, чтобы нулевое деление на лимбе крышке совпало с риской на торце валика.
В насосах НД-22 необходимо повернуть кулачковый валик по часовой стрелке до совпадения риски валика регулятора с делением 290 град. на лимбе. В указанном положении устанавливают промежуточную шестерню (16) второй секции и вводят её в зацепление с зубчатой втулкой плунжера и шестерней валика регулятора. Далее следует вращать кулачковый валик в обратную сторону до тех пор, пока кронштейн промежуточной шестерни не войдёт в своё гнездо до отказа. В этом положении риска на торце валика (15) должна совпасть с делением 180 град. на лимбе. Фиксатор зубчатой втулки нужно перевести в рабочее положение, повернуть кулачковый валик в исходное положение (риска на торце валика регулятора напротив нулевого деления на лимбе), затем снова нужно повернуть его по часовой стрелке до совпадения риски на торце с делением 320 на лимбе и установить промежуточную шестерню первой секции (аналогично вышеописанному). Предварительно (согласно техническим требованиям) в регуляторе следует отрегулировать выход штока (6) и затяжку пружины (7) корректора.
Обкатка, испытание, регулировка топливного насоса с регулятором выполняются на испытательных стендах КИ-15711, КИ-22205, КИ-921М, КИ-51716 и прочих.
Насос необходимо установить на стенд, залить масло в картер и регулятор, прокрутить насос от руки, включить стенд, удалить воздух из системы, провести обкатку (15 минут) без форсунок при полной подаче топлива. По завершении обкатки следует присоединить комплект форсунок и продолжить обкатку ещё в течение получаса при нормальной частоте вращения.
В процессе обкатки следует контролировать топливный насос и регулятор на предмет наличия заеданий, подтекания масла и топлива, резких шумов, стуков. Выявленные дефекты подлежат устранению. Топливные насосы тракторных дизелей необходимо проверять и регулировать при проведении операций ТО-3, комбайновых – при проведении операций ТО-2.
Контроль следует начинать с проверки хода рейки, далее контролируется и регулируется работа регулятора, цикловая подача топлива насосными элементами, углы опережения начала впрыскивания либо нагнетания топлива. Далее требуется повторная проверка качества топлива, которое подаётся насосными элементами. Завершающая операция – контроль работоспособности автоматической муфты опережения впрыскивания топлива.
В насосах НД-22, помимо перечисленных операций, необходимо проверить разницу в подаче топлива между 1-ой и 2-ой секциями. В насосах НД-21 и НД-22 производят контроль и регулировку (при необходимости) пусковой подачи.
Перед проведением контроля в насосах типа НД-21, НД-22 следует вывернуть корпус корректора (5) [рис. 88] на 3-4 оборота.
В насосах 51-67-сб1 (дизель Д-160) следует снять крышку, переместить тягу рейки в сторону выключения подачи до отказа, затем проверить и отрегулировать путём перемещения муфты расстояние (26,5±0,2 мм) от её торца до плоскости корпуса насоса. Проверяется и регулируется (при необходимости) расстояние (224±0,5мм) между центрами отверстий у соединительной тяги регулятора.
В насосах УТН-5 необходимо измерить и отрегулировать (при необходимости) выступание наружного торца болта (4) [рис. 84] номинальной подачи над поверхностью бобышки корпуса регулятора (12-13 мм). Аналогично поступают с винтом упора (5), который должен выступать над поверхностью задней стенки корпуса на 17 мм.
Суть проверки работы регулятора состоит в определении частоты вращения в начале действия регулятора. С этой целью необходимо наружный рычаг установить до упора в крайнее положение, которое соответствует максимальному скоростному режиму, затем включить привод насоса. Производят постепенное увеличение частоты вращения кулачкового валика насоса до тех пор, пока рейка не начнёт двигаться в сторону уменьшения подачи топлива. В насосах типа ТН этот момент определяют по началу отхода регулировочного винта (13) вилки от призмы (14) корректора (обогатителя) [рис. 85]. В насосах УТН-5 этот момент определяют по началу отхода основного рычага (2) [рис. 84] регулятора от плоскости головки болта (4) номинальной подачи. В насосах 51-67-сб1 этот момент определяют по началу отхода регулировочной муфты от пружины корректора.
В том случае, если начало действия регулятора не соответствует техническим требованиям (Приложение 9), то требуется его регулировка путём изменения положения ограничителя максимального скоростного режима.
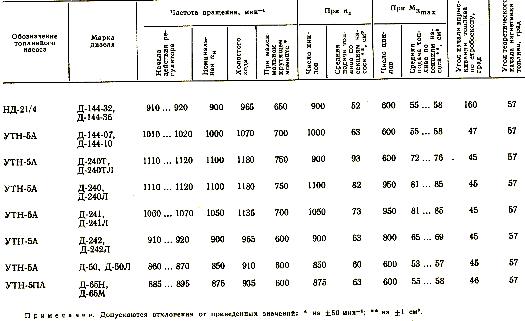
Приложение 9. Значения регулировочных параметров топливных насосов.
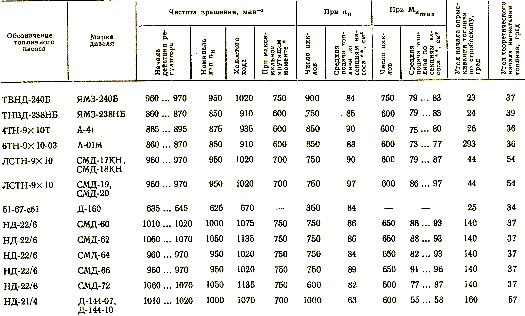
Полный оборот ограничителя (16) [рис. 84] насоса УТН-5 изменяет частоту вращения кулачкового вала, которая соответствует началу действия регулятора, на 15-20 мин -1 . Если с помощью регулировки положения ограничителя (16) не удалось достичь требуемой частоты вращения, то следует изменить число рабочих витков пружины (1 лишний виток пружины изменяет частоту вращения на 25-30 мин -1 ).
В насосах типа ТН настройка начала действия регулятора производится путём изменения числа прокладок (шайб) под болтом-ограничителем максимального скоростного режима либо путём изменения числа прокладок (10) и (11) [рис. 85] под пружинами регулятора.
Для того чтобы настроить начало действия регулятора типа НД, следует установить на стенде частоту вращения, представленную в графе 3 (Приложение 9). Далее требуется перевести рычаг управления регулятором до касания с винтом максимальной частоты вращения (13) [рис. 88] и ввернуть корпус корректора (5) до момента отрыва рычага от этого винта. Далее требуется снова вывернуть корпус корректора до возвращения рычага управления в прежнюю позицию.
В регуляторах насосов типа ТН и УТН-5 частота вращения, которая соответствует автоматическому выключению подачи топлива, больше номинала на 100-130 мин -1 . При проведении настройки болт (7) [рис. 85] либо (5) [рис. 84] следует вывернуть, а после проверки снова ввернуть до касания с осью кронштейна (насосы типа ТН) либо с основным рычагом регулятора (насос УТН-5), далее вывернуть на 1 оборот и застопорить гайкой.
При проведении испытания насоса типа НД-22 в первую очередь проверяется разница в подаче топлива 1-ой и 2-ой секциями при частоте вращения 950-1000 мин -1 . Если это необходимо, то прибегают к изменению длины регулировочной соединительной тяги посредством отгибания уса стопорной шайбы и ослабления затяжки болта. Далее следует установить частоту вращения 1500 мин -1 и измерить подачу в насосах НД-21 (27-27 см 3 ) и НД-22 (27-30 см 3 ) за 150 циклов.
Количество и равномерность подачи топлива. Проверка и регулировка проводится путём перевода рычага управления регулятором до упора в ограничитель максимального скоростного режима. Требуется установить номинальную частоту вращения кулачкового вала [Приложение 9]. На задатчике циклов стенда набирается требуемое число циклов, далее измеряется подача, которая должна соответствовать значениям, представленным в графе 8 [Приложение 9]. Регулировка выполняется путём поворота плунжера во втулке при неизменном положении рейки насоса. С этой целью в насосах дизелей ЯМЗ-240Б, ЯМЗ-238НБ и насосе УТН-5 следует повернуть втулку вместе с плунжером, а в насосах 51-67-сб1 плунжер относительно зубчатого венца при ослабленном стяжном винте. В насосах типа ТН необходимо переместить хомутик на рейке при отпущенном стяжном болте, а в насосах типа НД следует изменить натяжение пружины 10 [рис. 88] при помощи винта (13) либо изменить число рабочих витков.
Неравномерность подачи топлива подсчитывается по представленной формуле:
где Qmax – максимальная подача топлива, Qmin – минимальная подача топлива, Qmed – средняя подача топлива.
где Q1, Q2, Q3, …, Qn – подача топлива каждой секцией насоса за цикл (см 3 ); n – количество секций в насосе.
При номинальной частоте вращения кулачкового вала неравномерность подачи топлива не должна быть выше 4 %. В насосах она может быть уменьшена путём подбора нагнетательного и обратного клапанов и их пружин.
Проверку неравномерности подачи топлива осуществляют на режиме, который соответствует холостому ходу, при частоте вращения представленной в графе 5 [Приложение 9], при положении рычага регулятора на упоре в ограничитель максимального скоростного режима. Если неравномерность подачи составляет более 30 %, то плунжерные пары подлежат замене, а у насосов типа НД необходимо заменить нагнетательные и обратные клапаны в сборе с пружинами.
Угол начала впрыскивания топлива. Для определения угла начала впрыскивания топлива к стенду следует подключить стробоскопическое устройство. Рычаг управления регулятором насоса устанавливается до упора в ограничитель максимального скоростного режима. Затем устанавливается номинальная частота вращения вала насоса. Далее нужно включить стробоскоп и направить его осветитель к первой секции стакана-отстойника стенда. Путём вращения маховичка стенда по направлению вращения насоса нужно найти изображение факела топлива в отстойнике. Далее, воздействуя на ручку управления в стробоскопе, следует установить минимальную длину факела у носика распылителя. Затем нужно направить осветитель стробоскопа на шкалу маховика стенда и совместить «ноль» подвижного нониуса с «нулём» шкалы маховика. Направляя осветитель стробоскопа на стакан-отстойник очередной секции и вращая маховичок до появления факела в отстойнике, следует довести его ручкой управления в стробоскопе до минимальной длины. Осветив маховик, нужно определить по шкале угол начала впрыскивания топлива этой секцией относительно первой и так далее.
Угол начала нагнетания топлива первой секцией определяется методом пролива через специальное приспособление либо с помощью мениска. С этой целью устанавливают в.м.т. кулачка первой секции, которая фиксируется установкой визира против «нулевого» деления подвижного диска. Прокручивая кулачковый вал насоса по ходу, следует зафиксировать момент прекращения вытекания топлива из трубки первой секции приспособления, соответствующий началу нагнетания топлива.
Номинальные значения углов начала впрыскивания и нагнетания топлива первой секцией представлены в таблице [Приложение 9]. Допустимое отклонение составляет 1 градус в сторону увеличения.
Угол начала впрыскивания топлива во всех топливных насосах настраивается путём вращения регулировочного болта толкателя. У насосов НД-21 и НД-22 данная регулировка производится путём поворота насоса относительно установочного фланца в требуемом направлении. Угол начала впрыскивания второй секцией НД-22 регулируется путём подбора толщины донышка нижней тарелки секцией – размер А [рис. 89].

Рис. 89. Схема механизма привода плунжера насоса типа НД-22 (момент начала подачи топлива).
А) – Толщина донышка нижней тарелки;
В) – Длина плунжера;
С) – Расстояние от верхней кромки наполнительного окна до плоскости головки секции;
М) – Расстояние от плоскости нижней тарелки до плоскости головки секции;
α – Угол начала подачи топлива;
3) – Нижняя тарелка пружины насосной секции;
4) – Ролик толкателя;
5) – Кулачковый вал.
Необходимо произвести проверку неравномерности подачи топлива на режиме максимальной мощности дизеля (допустимо не более 6-ти %).
Автоматическая муфта опережения впрыскивания топлива. В процессе эксплуатации детали муфты подвергаются износу, пружины деформируются, что влечёт за собой нарушение угла разворота ведомой полумуфты относительно ведущей при нормативных частотах вращения кулачкового вала.
На стендах КИ-15711 и КИ-15716 при помощи стробоскопического устройства и специального приспособления производится проверка работы автоматической муфты. На кулачки устанавливается стрелка, которая соответствует типу муфты (марка насоса), на корпус муфты – соответствующее кольцо, нулевое деление которого должно совпадать с остриём стрелки. Далее требуется задать нормативную частоту вращения кулачкового вала [таблица 46]. Затем осветитель стробоскопа нужно направить на корпус испытываемой муфты. Путём вращения маховика следует добиться такого изображения муфты, при котором шкала кольца и стрелка находились бы в удобном для наблюдения положении. Угол разворота ведомой полумуфты относительно ведущей определяется по отклонению стрелки от нуля шкалы. Угол разворота полумуфты регулируется прокладками под соединяющими их пружинами.
Таблица 46. Показатели автоматических муфт опережения впрыскивания топлива.
| Топливный насос | Дизельный двигатель | Частота вращения кулачкового вала (мин -1 ) | Относительный угол разворота полумуфт (град.) |
| 240Б | ЯМЗ-240Б | 950 450 | 6,0-7,0 1,0-3,0 |
| 238НБ | ЯМЗ-238НБ | 850 650 | 3,0-4,5 1,0-2,5 |
| НД-22 | СМД-60, СМД-62 | 1000 | 5,0-7,0 |
| НД-22 | СМД-66, СМД-72 | 750 | 1,0-3,0 |
Форсунки. Распространённые дефекты форсунок:
1) – износ, срыв резьбы под накидную гайку трубки высокого давления;
3) – износ деталей распылителей [рис. 90].
Износ деталей возникает из-за воздействия абразивных частиц, которые присутствуют в топливе.
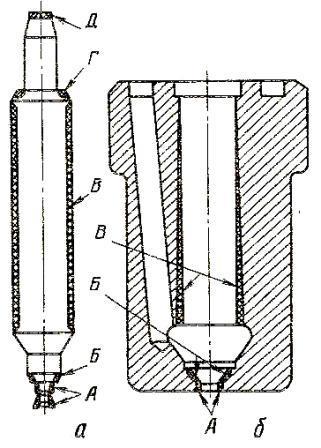
Рис. 90. Места изнашивания деталей распылителя штифтовой форсунки.
а) – Поверхностей иглы:
Б) – Запирающего конуса;
В) – Направляющей поверхности;
Г) – Торцевой поверхности в соединении с корпусом форсунки;
Д) – Торцевой поверхности в соединении со стержнем пружины;
б) – Поверхностей корпуса распылителя:
Б) – Запирающего конуса;
В) – Направляющей поверхности.
Испытание форсунок производится на приборах КИ-22203М, КИ-562-А, КИ-15706 и других. Перед началом испытания детали следует очистить медными чистиками от кокса. Отверстия в многодырчатой форсунке очищаются стальной проволокой (диаметр 0,25-0,2 мм) которая зажата в цанговый патрон, а затем промываются в бензине. Проверка собранной форсунки на герметичность производится в приборе путём создания определённого давления и замера времени его падения (допустимо не менее 2-х секунд в заданном интервале). Если герметичность не отвечает предъявляемым требованиям, то прецизионные пары подлежат выбраковке.
Форсунки с удовлетворительной герметичностью далее подлежат регулировке на рабочее давление впрыскивания [таблица 47].
Таблица 47. Показатели проверки и регулировки форсунок.
Одновременно при рабочем давлении впрыскивания, а также при давлениях на 2-5 МПа выше и ниже его при частоте подкачки 40-60 впрыскиваний в минуту следует проверить качество впрыскивания. Оно должно быть туманообразным (без заметных на глаз капель, струек, подтекания). Конус распыливания должен быть ровным, без смещений.
При помощи тёмного металлического экрана производится проверка многодырчатых форсунок на предмет равномерности (через все отверстия) впрыскивания топлива.
Прошедшие регулировку форсунки следует установить на топливный насос и обкатать в течение 10 минут (при полной подаче топлива, на нормальной частоте вращения кулачкового валика), затем повторить проверку на приборе.
Топливные фильтры. Проверка пропускной способности фильтрующих элементов тонкой очистки производится по перепаду давлений до фильтра и после фильтра. При давлении перед фильтром более 0,14 МПа – после фильтра должно быть не менее 0,06 МПа, а при давлении перед фильтром 0,1-0,14 МПа – за фильтром не менее 0,05 МПа. Если полученные значения меньше – фильтрующие элементы подлежат замене. При давлении за фильтром ниже 0,05 МПа (на дизелях типа ЯМЗ – 0,08 МПа) требуется произвести проверку герметичности перепускного клапана. Топливные фильтры грубой очистки следует промывать.
Топливопроводы высокого давления. Характерными дефектами топливопроводов высокого давления являются:
1) – трещины и сужение топливопроводного канала (вследствие отложений либо смятия трубки);
2) – износ, смятие конусных наконечников.
Отложения внутри трубок удаляются следующими способами: промывкой и последующей продувкой сжатым воздухом либо проталкиванием проволоки диаметром 1,3 мм. Неисправный конусный наконечник следует отрезать и высадить новый под прессом, в два приёма, посредством специального приспособления [рис. 91].
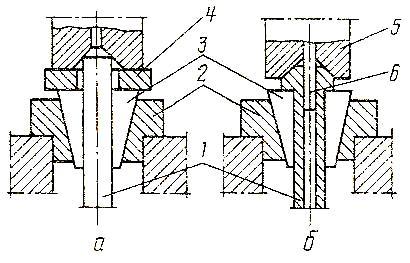
Рис. 91. Высаживание нового конусного наконечника топливопровода.
а) – Закрепление топливопровода;
б) – Высаживание наконечника;
2) – Втулка с конусным гнездом;
6) – Игла пуансона.
После высадки наконечника канал топливопровода следует рассверлить сверлом (диаметр 2 мм) на глубину 25-30 мм. Отсутствие сужения канала трубки проверяется проволокой (диаметр 1,3 мм). Трубки, имеющие трещины, подлежат замене.
Трубопроводы подбираются в комплект на двигатель по длине и пропускной способности (отклонение в замерах допустимо до 10 %).
Источник