Обслуживание по фактическому состоянию (ОФС).
Основная идея обслуживания по фактическому техническому состоянию состоит в устранении отказов оборудования путем применения методов распознавания технического состояния оборудования по совокупности его виброакустических характеристик, выявления имеющихся или развивающихся дефектов и определения оптимальных сроков проведения ремонтных работ.
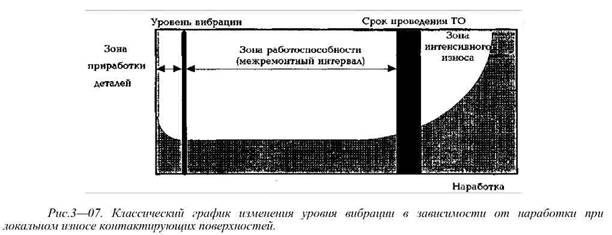
Техническая база ОФС основана на том, что существует взаимосвязь между возможными техническими неисправностями агрегата и диагностическими параметрами, которые молено контролировать. Другими словами, большинство распознаваемых дефектов, которые могут возникать в агрегате, имеют определенные диагностические признаки и параметры, предупреждающие о том, что дефекты присутствуют, развиваются и могут привести к отказу. Диагностические признаки дефектов могут включать параметры вибрации, технологические и режимные параметры (температуру, нагрузку, давление, влажность и др.), частицы износа в смазке и т. д. В частности, при износе деталей наблюдается изменение уровня вибрации, см. рис. 3 — 07. Следовательно, проводя мониторинг различных параметров, характеризующих работу оборудования, можно вовремя обнаружить изменение технического состояния оборудования и провести техническое обслуживание только тогда, когда возникает реальная возможность ухода его параметров за недопустимые пределы, т.е. когда дальнейшая эксплуатация невозможна.
Обслуживание по фактическому техническому состоянию имеет ряд преимуществ по сравнению с ППР:
— наличие постоянной информации о состоянии агрегатов, охваченных мониторингом (вибродиагностика позволяет определять «проблемное» и «нормальное» оборудование), позволяет планировать и выполнять техническое обслуживание и ремонт без остановки производства и практически исключить отказы (внеплановые остановы) оборудования;
посредством внедрения ОФС можно добиться увеличения эффективности производства от 2 до 10%;
— прогнозирование и планирование объемов технического обслуживания и ремонта «проблемного» оборудования; снижение расходов по техническому обслуживанию за счет минимизации ненужного ремонта (увеличение межремонтного интервала) «нормального» оборудования;
в результате проведения мониторинга технического состояния агрегатов и их обслуживания по фактическому состоянию внеплановый объем работ, вызванный чрезвычайными ситуациями, обычно составляет менее 5% от общего объема работ, а время простоя оборудования составляет не более 3% от времени, затраченного на техническое обслуживание; опыт показывает, что типичные расходы на ремонт при аварийных отказах оборудования в среднем в 10 раз превышают стоимость ремонта при вовремя обнаруженном дефекте;
— обеспечение эффективности ремонта за счет послеремонтного вибрационного обследования;
опыт показывает, что примерно от 2 до 10% новых деталей имеют дефекты изготовления, которые могут привести к быстрому выходу замененной детали из строя и/или отказу оборудования, а также вызвать повреждение других нормально функционировавших деталей; дефектная деталь или нарушения технологии сборки в ряде случаев могут быть обнаружены в процессе проведения виброиспытаний после ремонта;
эффективное планирование распределения обслуживающего персонала, запасных частей, инструмента и др.; возможность сокращения резервного оборудования;
повышение качества продукции;
качество продукции в некоторых случаях может подвергаться неблагоприятному воздействию со стороны оборудования, имеющего механические дефекты; поскольку качество продукции часто проверяется на заключительном этапе производственного процесса, до момента обнаружения проблемы может быть произведено большое количество низкокачественного
продукта; мониторинг технического состояния и упреждающий ремонт позволяют не допускать изменения механического состояния оборудования до приводящего к браку, поскольку ремонт может быть произведен до того, как будет поставлено под угрозу качество продукта;
— улучшение охраны труда и устранение нарушений экологических требований;
проведение ремонтных работ в чрезвычайной обстановке внезапного отказа и опасности внеплановой остановки производства приводит к повышению травматизма;
устранение источников повышенной вибрации или, например, недопущение фрикционного износа щелевых уплотнений может снизить удельные затраты энергии на 1..15%;
— эффективность переговоров с поставщиками оборудования относительно его гарантийного ремонта, восстановления, замены или изменения конструкции;
поскольку записываемые параметры вибрации документально отображают техническое состояние агрегата в момент пуска, приработки и гарантийной эксплуатации, они являются доказательствами для арбитража;
Основой обслуживания по фактическому техническому состоянию является вибромониторинг оборудования. Наблюдение за развитием и применением средств измерений показывает, что предприятия (особенно крупные) начинают осуществлять программу ОФС именно с распознавания и определения состояния оборудования при помощи мониторинга вибрации и, получив экономический эффект, внедряют и другие технические новинки в этой области. Затраты на вибромониторинг и вибродиагностику, в случае добросовестного, обоснованного и систематического применения, обычно окупаются за 2. 6 месяцев использования. Если предприятие обладает достаточно обширным парком оборудования, то, как правило, сначала группа вибродиагностики состоит из одного или двух специалистов, а плановые обследования распространяются только на самые ответственные и крупные агрегаты. Но спустя год или более, по мере нарастания экономического или технического эффекта от внедрения метода, а также приобретения положительного опыта от реализации программы ОФС, парк оборудования расширяется и на вспомогательное оборудование, именно на котором вибродиагностика и вибромониторинг наиболее эффективны.
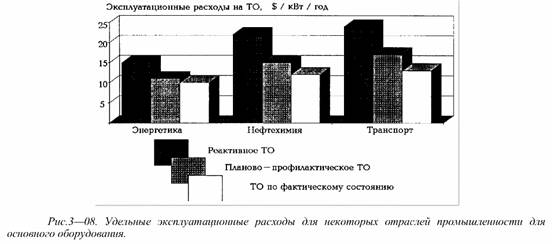
Анализ эксплуатационных расходов показывает, что переход от «реактивного» обслуживания одного и того же парка оборудования к ППР приводит к снижению затрат в 1,5 раза, а к ОФС — почти в два раза. Это проиллюстрировано рис. 3 — 08: наиболее заметно сокращение удельных эксплуатационных расходов на ТО в нефтехимии и на транспорте, особенно в перекачке нефти и газа.
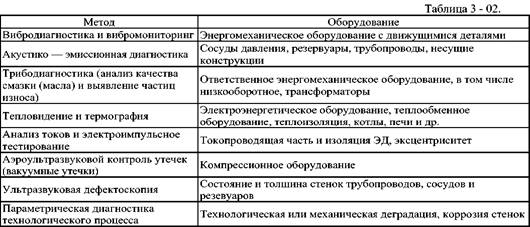
Обслуживание оборудования по фактическому техническому состоянию базируется на применении ряда методов технической диагностики и распознавания технических состояний, которые, в сочетании, позволяют определять большую часть различных дефектов, возникающих в технологическом оборудовании предприятия. В таблице 3 — 02 представлен список наиболее распространенных методов технической диагностики и распознавания технических состояний оборудования, применяемых при ОФС.
Источник
ПО ФАКТИЧЕСКОМУ ТЕХНИЧЕСКОМУ СОСТОЯНИЮ
Одним из радикальных путей реального снижения трудозатрат на ТО и Р, повышения надежности и эффективности использования оборудования, его агрегатов, сборочных единиц и деталей является более широкое внедрение в практику эксплуатации стратегии технического обслуживания оборудования по техническому состоянию. Сущность стратегии заключается в проведении непрерывного или периодического контроля и измерения параметров, определяющих техническое состояние деталей и сопряжений, для обеспечения заданного уровня их надежности при эксплуатации и более полного использования индивидуальных ресурсов. При этом элемент подвергается замене только тогда, когда значение прогнозируемого параметра данного элемента (агрегата) приблизилось к предельному уровню. В остальных случаях эксплуатация продолжается до очередной проверки его состояния. При этом значительно сокращаются трудозатраты на обслуживание, сокращается расход дорогостоящих сборочных единиц и деталей. Принципиальная возможность и внедрение ТО и Р по техническому состоянию обеспечивает увеличение средней наработки деталей и сборочных единиц между заменами в 1,5-2 раза, сокращение удельных приведенных затрат на ТО и Р в 1,5 раза.
Техническое обслуживание и ремонт по фактическому техническому состоянию (ТО и Р по техническому состоянию) заключается в регламентных остановках и ремонтах, производимых в соответствии с регламентом, а также в контроле технического состояния оборудования, осуществляемом с установленной периодичностью между регламентными остановками и обслуживанием (или ремонтом) в зависимости от этого состояния.
Стратегия ТО и Р по фактическому техническому состоянию представляет собой совокупность правил по определению режимов и регламента диагностирования оборудования и принятию решений о необходимости его технического обслуживания, замены или ремонта на основе информации о фактическом техническом состоянии.
При данной стратегии ТО и Р оборудование эксплуатируется до предотказового состояния.
Таким образом, в основе ТО и Р по техническому состоянию заложен принцип предупреждения отказов оборудования и его элементов — при условии обеспечения максимально возможной наработки их до замены и минимально возможных затрат на ТО и Р.
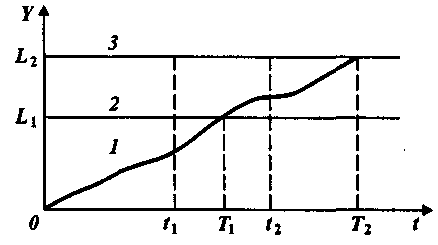
Для выявления предотказового состояния обычно используется принцип назначения упреждающих допусков на диагностические параметры. При этом под упреждающим допуском понимается совокупность значений параметра системы между предельным L2 и предотказовым L1 уровнями параметра (рис. 6.7). Выход параметра системы за предельный уровень L2 означает отказ.
Рис. 6.7. Изменение во времени параметра технического состояния системы:
1 — область исправного и работоспособного состояния; 2 — область неисправного, но работоспособного состояния; 3 — область неисправного и неработоспособного состояния; t1 и t2 — соответственно моменты первой и второй проверок системы; T1 и Т2 — соответственно моменты пересечения реализацией случайного процесса Y(t) уровней L1 и L2
Достижение предотказового уровня L1 означает необходимость выполнения профилактических работ или замены объектов.
Характерными особенностями стратегии ТО и Р по техническому состоянию с контролем уровня надежности следующие.
1. Каждый объект эксплуатируется до отказа.
2. Межремонтных ресурсов для объектов не устанавливают.
3. ТО и Р для каждого конкретного объекта заключается в выполнении необходимого объема работ по регулировке, калибровке, обнаружению дефектов, вызвавших отказы и повреждения, и их устранению.
4. Для конструкционно сложных объектов выполняется замена некоторых их составных частей по наработке, если она возможна без разборки объекта.
5. Применительно ко всем однотипным объектам осуществляется контроль уровня надежности.
6.В случае, когда фактический уровень надежности того или иного типа объектов ниже нормативного, проводится тщательный анализ причин отклонения и осуществляются мероприятия по его повышению.
Внедрение ТО объектов с контролем уровня надежности предполагает решение ряда организационных и технических задач. К ним относятся:
организация оперативного сбора и обработки информации о надежности, позволяющая определять фактические уровни надежности эксплуатируемых типов объектов;
разработка метода установления нормативных значений уровней надежности для объектов каждого типа;
организация оперативного сравнения фактического уровня надежности с нормативным и выполнение анализа возможных последствий.
Система ТО и Р по фактическому техническому состоянию требует разработки методов и средств диагностирования, обладающих большой информативностью. Такую базу технической диагностики экономически целесообразно применять в первую очередь для основного оборудования.
При каждой стратегии ТО и Р используют определенные управляющие показатели (табл. 6.2).
По результатам освидетельствования и испытаний составляется заключение, которое является основой для принятия решения о продлении срока службы оборудования.
Источник
Система ремонта и обслуживания оборудования по фактическому техническому состоянию
Основа профилактического обслуживания опирается на то, что при существующей взаимосвязью между возможными техническими неисправностями агрегата и диагностическими параметрами, которые можно контролировать. Иными словами большинство распознаваемых дефектов, возникающих в металлоконструкциях, имеют определенные диагностические признаки и параметры, предупреждающие о том, что дефекты присутствуют, развиваются и могут привести к отказу.
Диагностические признаки дефектов центральной цапфы могут включать различные источники акустической эмиссии, а также технологические и режимные параметры (температуру, нагрузку, давление, и др.), частицы износа в смазке и т. д. В частности, при наличии дефектов в виде трещин или повышенном износе деталей и их сопряжений наблюдается изменение уровня шумов. Следовательно, проводя мониторинг различных параметров, характеризующих работу оборудования, можно вовремя обнаружить изменение технического состояния оборудования и провести техническое обслуживание только тогда, когда возникает реальная возможность выхода контролируемых параметров за недопустимые пределы, т.е. когда дальнейшая эксплуатация небезопасна и может привести к аварийному простою.
Основная идея системы обслуживания и ремонта оборудования по фактическому техническому состоянию состоит в устранении отказов оборудования на этапе их зарождения. Это становится возможным при применении методов распознавания технического состояния оборудования по совокупности его эксплуатационных характеристик, позволяющих выявить имеющиеся или развивающиеся дефекта для рационального планирования оптимальных сроков проведения ремонтных работ.
В частности при износе деталей опорно-поворотного устройства наблюдается изменение уровня шума.

график изменения уровня шума в зависимости от наработки
Классический график изменения уровня шума в зависимости от наработки при локальном износе контактирующих поверхностей.
1-зона приработки деталей, 2-зона работоспособности, 3-зона интенсивного износа, 4-срок проведения ТО.
Следовательно, проводя мониторинг различных параметров, характеризующих работу оборудования, можно вовремя обнаружить изменение технического состояния оборудования и провести техническое обслуживание только тогда, когда возникает реальная возможность ухода параметров оборудования за недопустимые пределы, что соответственно сигнализирует о невозможности дальнейшей работы объекта наблюдения.
Обслуживание по фактическому техническому состоянию имеет ряд преимуществ по сравнению с системой планово-предупредительного ремонтов:
- наличие постоянной информации о состоянии оборудования, охваченного мониторингом (возможность определения «проблемных» и «нормальных» узлов), позволяет планировать и выполнять обслуживание и ремонт без длительной и, зачастую, ненужной остановки, практически исключить аварийные отказы оборудования;
Посредством внедрения системы обслуживания по фактическому техническому состоянию возникает возможность увеличения эффективности производства.
- прогнозирование и планирование объемов технического обслуживания и ремонта «проблемного» оборудования, снижение расходов по техническому обслуживанию за счет минимизации ненужного ремонта (увеличение межремонтного интервала) «нормального» оборудования;
В результате проведения мониторинга технического состояния агрегатов и их обслуживания по фактическому техническому состоянию внеплановый объем работ, вызванный чрезвычайными ситуациями, обычно составляет менее 5% от общего объема работ, а время простоя оборудования составляет не более 3% от времени, затраченного на техническое обслуживание. Опыт показывает, что типичные расходы на ремонт при аварийных отказах оборудования в среднем в 10 раз превышают стоимость ремонта при вовремя обнаруженном дефекте.
- обеспечение эффективности ремонта за счет послеремонтного обследования;
Опыт показывает, что примерно от 2 до 10% новых деталей имеют дефекты изготовления, которые могут привести к быстрому выходу из замененной детали строя и отказу оборудования, а также вызвать повреждение других нормально функционирующих деталей. Дефектная деталь или нарушенная технология сборки в ряде случаев могут быть обнаружены в процессе испытаний после ремонта.

Зависимость вероятности отказа от наработки
- эффективное планирование распределения обслуживающего персонала, запасных частей, инструмента и др.; возможность сокращения резервного оборудования;
- улучшение охраны труда и устранение нарушений экологических требований;
Проведение ремонтных работ в чрезвычайной обстановке внезапного отказа и опасности внеплановой остановки производства приводит к повышению травматизма.
- эффективность переговоров с поставщиками деталей относительно его гарантийного и послегарантийного ремонта, восстановления или замены.
Регистрируемые диагностические параметры являются объективными данными при решении спорных вопросов о причинах входа механизма из работоспособного состояния.
Идея обслуживания оборудования по фактическому техническому состоянию заключается в обеспечении максимально возможного межремонтного срока эксплуатации оборудования за счет применения современных технологий обнаружения и подавления источников отказов.
Основой этой системы являются:
- идентификация и устранение источников повторяющихся проблем, приводящих к сокращению межремонтного интервала оборудования;
- устранение или значительное снижение факторов, отрицательно влияющих на межремонтный интервал или срок эксплуатации оборудования;
- распознавание состояния нового или восстановленного оборудования с целью проверки отсутствия признаков дефектов, уменьшающих межремонтный интервал;
- увеличение межремонтного интервала и срока эксплуатации оборудования за счет проведения монтажных, наладочных и ремонтных работ в точном соответствии с техническими условиями и регламентом.
Источник