Ремонт под ремонтные размеры
Ремонтным размером называется заранее установленный размер, отличный от заводского, номинального, под который ремонтируется деталь.
Рис. 105. Схема определения ремонтного размера вала
Рекламные предложения на основе ваших интересов:
При способе ремонта под ремонтный размер с основной детали (например, цилиндра, поршневого пальца) снимают слой металла с сохранением первоначального допуска на размер. Сопряженная деталь (поршень или втулка поршневого пальца) изготовляется под ремонтный размер основной детали с сохранением первоначального допуска. Обработка сопряженных деталей под определенные, заранее установленные размеры дает возможность сохранить взаимозаменяемость в пределах ремонтного размера, поэтому целесообразно использовать в ремонте приемы крупносерийного производства, что значительно удешевляет ремонт.
Определение величины ремонтного размера. Возможны следующие виды износа вала:
1) равномерный износ по окружности при наличии фиксированной оси вала (т. е. при наличии центровых гнезд), например износ шеек распределительного вала (рис. 105, а);
2) неравномерный износ вала по окружности при наличии центровых гнезд, например износ коренных шеек коленчатого вала (рис. 105, б);
3) неравномерный износ вала при отсутствии фиксированной оси (рис. 105, в), например износ шатунных шеек коленчатого вала, износ поршневого пальца, стержня клапана и др. (эти детали не имеют центровых гнезд).
В третьем случае ось отремонтированной шейки вала изменяет свое положение.
При ремонте гильзы правильную геометрическую форму и чистоту Поверхности зеркала восстанавливают шлифованием или тонким растачиванием с последующим хонингованием.
Растачивание гильзы цилиндров производят тогда, когда есть возможность получить новые поршни или изготовить поршни ремонтных размеров. При отсутствии указанной возможности гильзу заменяют новой.
Рис. 106. Гильза цилиндра двигателя
Для использования изношенных, но отремонтированных поршней изготовляют гильзы с уменьшенным диаметром отверстия.
Аналогично поступают при ремонте поршневых пальцев двигателей. Последние поступают в ремонт с износом не свыше 0,2 мм, так как уже при таком износе появляется стук. Пальцы ремонтируют под уменьшенный и увеличенный по диаметру ремонтные размеры. Ремонтный интервал принимают 0,3 мм.
При уменьшенном ремонтном размере имеется возможность использовать изношенный поршневой палец, шлифуя его с номинального на ремонтный размер. При этом втулки поршня и шатуна заменяются или ремонтируются способом обжатия и меднения наружной поверхности.
При увеличенном ремонтном размере пальца имеется возможность использовать втулки в бобышках поршня и в верхней головке шатуна, развертывая их под ремонтный размер (без замены). Палец изготовляют с увеличенным ремонтным размером или используют изношенный палец раздачей его под давлением с последующим шлифованием под номинальный, а затем под уменьшенный ремонтный размер.
Изношенную или сорванную наружную или внутреннюю резьбу ремонтируют нарезанием резьбы ремонтного размера или восстановлением ее под номинальный ра-змер. Нарезание резьбы ремонтного размера производят после удаления старой резьбы.
Преимуществами способа ремонтных размеров являются простота ремонта основной детали, сохранение принципа взаимозаменяемости в пределах ремонтного размера, возможность применения методов серийного производства при ремонте деталей, меньший простой в ремонте и возможность применения простейшего универсального оборудования в различных производственных условиях.
Недостатками способа ремонтных размеров являются увеличение номенклатуры деталей (так как учет деталей нужно вести по каждому ремонтному размеру детали в отдельности), увеличение размеров складских помещений, сложность планирования и учета, необходимость изготовления собственными средствами новых деталей, сопряженных с деталями ремонтных размеров, увеличение станочного парка и частичная потеря взаимозаменяемости (так как в эксплуатационных предприятиях часто отсутствуют детали ремонтных размеров).
Несмотря на перечисленные недостатки по ряду важнейших деталей, способ ремонтных размеров находит широкое применение при серийном производстве ремонта, например цилиндр —поршень— кольцо, палец — втулка шатуна — втулка поршня и др.
Источник
Ремонт под ремонтные размеры
В авторемонтном производстве широко применяется восстановление деталей под ремонтный размер. Этот способ прост в осуществлении и доступен не только для стационарных ремонтных предприятий, но и для подвижных ремонтных мастерских. Сущность способа восстановления деталей под ремонтный размер состоит в том, что с поверхности одной из деталей (более дорогостоящей, как правило,— базовой) снимается слой металла — припуска на устранение искажения геометрической формы, и получают новый ремонтный размер: меньшего диаметра для вала и большего для деталей класса «полые цилиндры» по отношению к номинальному размеру диаметра детали. Другая сопряженная деталь заменяется новой, имеющей тот же ремонтный размер. Для обеспечения посадки деталей в сопряжении (зазора или натяга) базовую восстанавливаемую деталь необходимо восстанавливать с учетом обеспечения зазора или натяга при сопряжении деталей. Ремонтный размер диаметра гильзы цилиндра больше ремонтного размера поршня того же ремонтного размера на величину зазора.
Ремонтные размеры подразделяются на стандартные, свободные (пригоночные) и регламентированные.
Рекламные предложения на основе ваших интересов:
Рис. 15. Методы и виды механической обработки деталей
Стандартные (категорийные) ремонтные размеры — это такие отличные от номинальных размеры деталей, которые определяются ремонтными размерами сопряженных деталей, выпускаемых заводами-изготовителями машиностроительного производства. Так, выпускаемые заводами промышленности поршни и кольца определяют ремонтные размеры гильз цилиндров и цилиндров блоков ДВС и компрессоров; вкладыши коленчатого вала — ремонтные размеры шеек коленчатого вала. Стандартные (категорийные) ремонтные размеры указываются в «Технических условиях на контроль, сортировку и восстановление деталей».
Свободные ремонтные размеры, получаемые механической обработкой детали до получения правильной геометрической формы и требуемой шероховатости поверхности, по размерам строго не регламентируются, и их размеры ограничиваются только минимальной величиной. Посадка сопряженной детали (зазор) достигается путем выполнения регулировочных работ. Например, кулачки распределительного вала восстанавливаются шлифованием по копиру под свободный ремонтный размер. Компенсация увеличения зазора между клапанами и носками коромысел достигается за счет уменьшения его регулировочным болтом. Минимальный размер кулачка ограничивается величиной выступа тыльной части кулачка над поверхностью вала (0,05 мм). Под свободный ремонтный размер восстанавливаются изношенные поверхности фасок тарелок, седел и торцов клапанов, нажимные диски сцепления и другие детали.
Схема восстановления ремонтных размеров вала и гильзы цилиндра ДВС показана на рис. 16. Минимальный размер диаметра вала и максимальный размер диаметра отверстия цилиндра определяются прочностью вала или стенок цилиндра и минимальной толщиной слоя термической обработки поверхностного слоя детали. Восстановление деталей под ремонтный размер осуществляется в соответствии с разработанными рабочими технологическими процессами.
Для восстановления базовых деталей ДВС — гильз цилиндров и шеек коленчатых валов — механической обработкой под ремонтный размер расчет производят в следующей последовательности:
– определяют наибольший и наименьший размеры диаметров гильз цилиндров и шеек коленчатого вала; на основании ТУ на контроль, сортировку и восстановление деталей по наибольшему размеру диаметра цилиндра и наименьшему размеру диаметра шеек коленчатого вала определяют ближайший ремонтный размер;
– после выбора ремонтного размера определяют режимы обработки растачиванием, скорость резания, глубину резания, подачу, частоту вращения шпинделя, число проходов и основное машинное время.
Скорость резания ир определяется по табличным данным в зависимости от вида обрабатываемого материала и по графику в зависимости от необходимой шероховатости поверхности детали.
К режимам шлифования относятся окружная скорость вращения шлифовального круга, поперечная и продольная подачи. Поперечная подача (глубина шлифования) выбирается по справочникам и находится в пределах 0,05- 0,08 мм в зависимости от материала и размера детали. Продольная подача (путь перемещения шлифовального круга за один его оборот), скорость шлифования и частота вращения шлифовального круга определяются аналогично точению.
Рис. 16. Восстановление деталей под ремонтный размер
Перспективные направления совершенствования механической обработки и повышения качества восстанавливаемых деталей.
Совершенствование механической обработки осуществляется по трем направлениям:
– совершенствование технологических процессов восстановления деталей;
– применение в ремонтном производстве современного высокопроизводительного промышленного и специализированного оборудования;
-применение новых методов обработки деталей и новых видов инструмента.
Технологические процессы совершенствуются путем повышения точности обработки деталей, при оснащении оборудования подшипниками, не подлежащими износу (например, подшипниками с воздушной смазкой, гидравлической смазкой), повышения производительности технологических процессов (увеличение скоростей резания при обработке деталей резанием, сокращение вспомогательного времени) внедрения плазменно-механической обработки деталей.
В авторемонтном производстве в настоящее время применяется следующее высокопроизводительное оборудование с числовым программным, управлением: токарно-винторезные станки с ЧПУ типа 16К20Т в комплекте с роботами; фрезерные станки с ЧПУ; станки типа «обрабатывающий центр»; многошпиндельные алмазно-расточные станки с наладочным устройством и ЧПУ типа 1295 и 1296; специальные станки для шлифования коленчатых валов с гидропередачей шлифовальной бабки и гидроприжимом типа 3B423; специальные копировальные станки для восстановления кулачков распределительных валов типа 3M423 и гибкие автоматизированные линии ГАП.
Внедрение в авторемонтное производство новых методов механической обработки позволяет повысить эффективность процессов восстановления деталей. К этим методам относятся резание, совмещенное с пластическим деформированием и действием электроэрозии; резание, совмещенное с действием магнитного поля — магнитно-абразивное полирование; холодное пластическое деформирование — раскатывание, обкатывание, выглаживание, виброобкатывание и т. д.
Совершенствование механической обработки при применении новых видов инструмента достигается резцами, шлифовальными кругами, хонинговальными брусками, полировальными лентами, пастами из синтетических материалов (кубического нитрида бора— эльбора-3), алмазами, съемными твердосплавными пластинами из вольфрамовых ТН-20 и термита.
Источник
Как ремонтировать автомобиль
Обработка деталей под ремонтный размер
Обработка деталей под ремонтный размер. Обработка поверхностей детали под ремонтный размер эффективна в случае, если механическая обработка при изменении размера не приведет к ликвидации термически обработанного поверхностного слоя детали. Тогда у дорогостоящей детали соединения дефекты поверхности устраняются механической обработкой до заранее заданного ремонтного размера (например, шейки коленчатого вала), а другую (более простую и менее дорогостоящую деталь) заменяют новой соответствующего размера (вкладыши). В этом случае соединению будет возвращена первоначальная посадка (зазор или натяг), но поверхности детали, образующие посадку, будут иметь размеры, отличные от первоначальных. Применение вкладышей ремонтного размера (увеличенных на 0,5 мм) позволит снизить трудоемкость и стоимость ремонта при одновременном сохранении качества отремонтированных блоков цилиндров и шатунов.
Ремонтные размеры и допуски на них устанавливает завод-изготовитель. Восстановление деталей под ремонтные размеры характеризуется простотой и доступностью, низкой трудоемкостью (в 1,5. 2,0 раза меньше, чем при сварке и наплавке) и высокой экономической эффективностью, сохранением взаимозаменяемости деталей в пределах ремонтного размера. Недостатки способа — увеличение номенклатуры запасных частей и усложнение организации процессов хранения деталей на складе, комплектования и сборки. Очередной ремонтный размер для вала (знак «—») и отверстия (знак «+») определяют по формуле:

где Дi — i-й ремонтный размер, мм; Дн — номинальный размер, мм; i — номер ремонтного размера (i = 1. n); в — коэффициент неравномерности износа; Иmax — максимальный односторонний износ, мм; z — припуск на механическую обработку на сторону, мм.
Источник
Ремонт способом ремонтных размеров
Способ ремонтных размеров заключается в том, что одну из изношенных деталей сопряжения, обычно более дорогую и сложную, подвергают механической обработке до установленного ремонтного размера, а другую заменяют восстановленной или новой, изготовленной также по ремонтный размер.
Этим способом восстанавливают многие сопряжения, например, сопряжение цилиндр -поршень, коленчатый вал -вкладыш. Цилиндр растачивается, коленчатый вал шлифуется до очередного ремонтного размера, а поршень и вкладыш заменяют на новый этого же ремонтного размера.
Ремонтным размером называется заранее установленный размер, отличный от заводского номинального, под который восстанавливается посадка.
При этом способе восстанавливается правильность геометрической формы и шероховатость поверхности детали без сохранения начальных размеров путем снятия механической обработкой изношенного поверхностного слоя. При восстановлении посадки под ремонтный размер с основной детали снимают слой металла с сохранением первоначального допуска на размер, так как ремонтный размер, как правило, находится в тех же интервалах, что и номинальный размер детали. Сопряженная деталь изготовляется под ремонтный размер основной детали с сохранением первоначального допуска.
Ремонтные размеры валов меньше номинальных, а отверстий больше.
Различают три вида ремонтных размеров:
Детали со стандартными ремонтными размерами (поршни, поршневые пальцы, вкладыши) выпускаются промышленностью. Сопряженные с ними дета-
ли обрабатывают под этот стандартный ремонтный размер. Недостатком данного способа является то, что ля получения стандартного ремонтного размера необхо- ‘ димо снимать большое количество металла, в результате чего срок службы детали сокращается.
Регламентируемые ремонтные размеры предусматриваются техническими условиями на восстановление ряда деталей, например, опорные шейки кулачковых валов их втулок, клапанов и их направляющих. Этот способ имеет те же недостатки что и способ ремонта с использованием стандартных ремонтных размеров.
Свободные ремонтные размеры предусматривают обработку до получения правильной геометрической формы и нужной шероховатости поверхности детали. Сопрягаемая деталь подгоняется к восстановленной до свободного размера. При свободных размерах изготовить деталь заранее с окончательными размерами нельзя. Положительной стороной его является то, что при обработке лишний металл детали не снимается и, следовательно, увеличивается срок ее службы. Недостаток — ограничивается взаимозаменяемость.
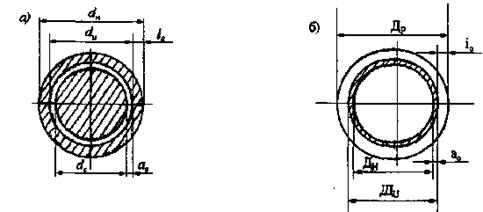
Рисунок 42 Обработка вала «а» и отверстия «в» под ремонтный размер
Рассмотрим методику определения ремонтных размеров на примере сопряжении вал — втулка (Рис. 42).
На рисунке «а» показано сечение нового вала dн и сечение изношенного вала dи, имеющего неравномерный износ. Наибольший односторонний износ составляет lв.
Минимальный припуск на одну сторону при обработке вала под ремонтный размер определяют по формуле

где Rz — макронеровности изношенной поверхности; Т — толщина дефектного слоя детали перед ремонтом; р — прогиб вала; Е — неточность базирования вала на станке в связи с повреждением базовых поверхностей.
Ориентировочно припуск на сторону при чистовой обточке и расточке составляет 0.05 . 0.1 мкм, при шлифовании — 0.03 . 0.05 мм.
Значение первого ремонтного размера для рассмотренного случая определяется по формуле

 Величина i устанавливается путем измерения детали. Припуск на обработку устанавливается с учетом величины искажения геометрической формы, характера обработки, типа оборудования, размера, материала детали и других факторов (допустимый прогиб вала, глубины рисок и т.д.)
Величина i устанавливается путем измерения детали. Припуск на обработку устанавливается с учетом величины искажения геометрической формы, характера обработки, типа оборудования, размера, материала детали и других факторов (допустимый прогиб вала, глубины рисок и т.д.)

Величина ω характеризует ремонтный интервал для вала. На рисунке «б» показан ремонтный размер Dp при восстановлении отверстия втулки; ia — наибольший односторонний износ отверстия; а — снимаемый слой металла при обработке отверстия под ремонтный размер; Dн — номинальный размер детали. Ремонтный размер для отверстия втулки

Расчетные формулы для определения ремонтных размеров будут иметь вид: для валов

аналогично для отверстий

где n — число ремонтных размеров, которые можно определить по формулам:

Последний ремонтный размер обуславливается прочностью детали, глубиной закаленного или цементационного слоя и другими условиями. Способом ремонтных размеров можно восстанавливать и резьбовые соединения.
Способ ремонтных размеров получил широкое распространение на ремонтных предприятиях в силу его простоты и дешевизны. Однако этот способ имеет и существенные недостатки:
•нарушает взаимозаменяемость деталей;
•усложняет материально-техническое снабжение производства, т.к. возрастает запас деталей одной номенклатуры, но разных ремонтных размеров;
•снижается срок службы из-за изменения размеров деталей машин; усложняется дефектация, комплектование деталей перед сборкой и др.
Дата добавления: 2016-06-29 ; просмотров: 5665 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник