Ремонт подъемно транспортных механизмов
Работоспособность машин восстанавливают путем их ремонта при этом также устраняют конструктивные недостатки, технологические или производственные дефекты, а также случайные (аварийные) повреждения, связанные с нарушением ПТЭ .
Технологическим процессом ремонта называют процесс последовательного изменения технического состояния машины с целью восстановления ее работоспособности. Структуру технологического процесса определяют тип и конструктивные особенности ПТМ . Негабаритные машины такие, как авто- и электропогрузчики, поступают в ремонт без предварительной разборки. Крупногабаритные — краны, конвейеры, перегружатели — предварительно демонтируют на отдельные ремонтные единицы — колеса, барабаны, редукторы, электродвигатели. Несъемные элементы или механизмы, не требующие выполнения сложных работ, ремонтируют непосредственно на машине.
Примерный технологический процесс ремонта ПТМ изображен на рис. 1. Техническое диагностирование является предварительной операцией. Ее проводят как во время эксплуатации, так и непосредственно перед ремонтом, что позволяет ориентировочно определить необходимый перечень и объем ремонтных работ.
Рекламные предложения на основе ваших интересов:
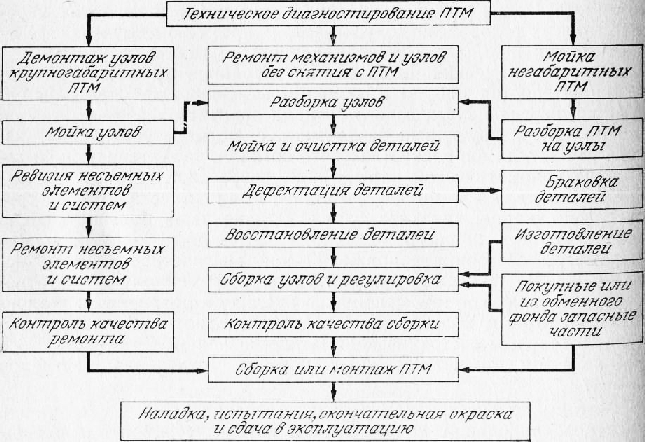
Поступающие в ремонт машины, агрегаты и детали подвергают мойке. Наружную шланговую мойку машин выполняют: на открытых эстакадах или в специально оборудованных боксах, агрегатов — вручную с использованием переносных ванн для моющего раствора или в моечных машинах камерного типа, деталей— в моечных машинах, в обыкновенных или циркуляционных ваннах. Машины камерного типа во всех случаях предпочтительнее, так как загрязнения и масла удаляются как за счет моющих свойств жидкости, так и под действием кинетической энергии струй-
Важное место в технологическом процессе занимает выявление и оценка износа — дефектация деталей. В результате дефектации часть деталей признают годными и направляют на сборку, часть— подлежащими восстановлению или замене. Замену негодных деталей осуществляют за счет запасных или изготовленных вновь.
Качество собранных изделий определяют путем их визуального контроля, проверки в действии и специальных стендовых испытаний. Таким испытаниям в обязательном порядке подвергают двигатели внутреннего сгорания и элементы гидросистем. Некоторые агрегаты после сборки проходят стендовую обкатку. Заключительными операциями ремонта являются монтаж агрегатов на машину, наладка, испытания, окраска и сдача машины в эксплуатацию.
Источник
Ремонт подъемно транспортных механизмов
Глава 4
ПОДЪЕМНО-ТРАНСПОРТНЫЕ УСТРОЙСТВА
Подъемно-транспортные средства, применяемые при ремонте промышленного оборудования — часть 1
При ремонте оборудования выполнение многих работ связано с подъемом и перемещением тяжелых деталей, сборочных единиц (узлов) и даже машин в сборе, поэтому применение подъемнотранспортных средств необходимо. К подъемно-транспортному оборудованию относятся специальные устройства, с помощью которых производят подъем и перемещение тяжелых деталей, узлов оборудования и других грузов. Слесарям-ремонтникам во время работы часто приходится поднимать такие детали и узлы и транспортировать их в разных направлениях и на разные расстояния. Использование указанных устройств намного ускоряет и облегчает выполнение ремонта. Грузоподъемные устройства могут быть с ручным, механическим или каким-либо другим приводом.
Номенклатура грузоподъемных механизмов и машин весьма обширна. Их можно разделить на три основные группы:
устройства для перемещения грузов в горизонтальном направлении — лебедки, транспортеры и конвейеры, тельферные тележки и т.п.;
устройства для перемещения грузов в вертикальном направлении — домкраты, подъемники, блоки, лебедки;
устройства для вертикального и горизонтального перемещений грузов — тали, краны, тельферы.
Блок (рис. 23, а, слева) — это вращающийся на оси диск, по ободу которого сделан желоб для каната или цепи. Ось блока укреплена в отверстиях вилкообразной скобы, называемой обоймой. Обойма может быть подвижной, т.е. опускающейся и поднимающейся вместе с блоком, и неподвижной (соответственно этому и сам блок называют подвижным или неподвижным).
Груз поднимают с помощью перекинутого через блок каната. Если скорость вертикального перемещения груза менее важна, чем экономия в силе для его подъема, пользуются двумя блоками — подвижным и неподвижным (рис. 23, а, справа). Поднимаемый груз подвешивают к обойме подвижного блока, рхватываемого снизу канатом, один конец которого закреплен на обойме непо-движного блока; второй (свободный) конец каната при подъеме груза тянут вниз. Так как масса груза в данном случае распределяется на две ветви каната, требуемая подъемная сила должна быть равна лишь половине значения веса поднимаемого груза.
Чтобы получить выигрыш в силе более чем в 2 раза, пользуются системами блоков — полиспастами. На рис. 23, б показана система блоков, из которых два подвижных расположены в нижней, общей обойме, служащей для подвешивания груза, а три неподвижных установлены в верхней общей обойме. При применении полиспаста с такой системой блоков требуемая подъемная сила уменьшается в 5 раз, так как масса груза распределяется между пятью канатами.
Тали часто применяют в ремонтных работах, подвешивая их над рабочим местом с помощью треноги. Грузоподъемность талей различна (ее значение указывают в заводском клейме, имеющемся на механизме). Ручная таль может быть или подвешена с помощью верхнего крюка (рис. 23, в), или смонтирована на монорельсе с помощью кошки (рис. 23, г). В последнем случае груз будет перемещаться не только вверх, но и в горизонтальном направлении.

Рис. 23. Подъемные устройства:
а — блоки; б — полиспаст; в, г — подвешенная на крюке и смонтированная на монорельсе таль; д — электротельфер; 1 к 4 — электродвигатели; 2 — кнопочное устройство;
3 — крюк; 5 — кран-балка
Электротельферы получили в ремонтной практике большое распространение. У этих механизмов электродвигатель 7 (рис. 23, д) с фланцевым креплением установлен на тележке, перемещающейся по кран-балке 5 электродвигателем 4. На барабане электротельфера намотан трос, к которому подвешен блок с крюком 3. Электротельфером управляют с пола с помощью подвесного кнопочного устройства 2. Грузоподъемность электротельфера от 2,5 Н до 50 кН.
Весьма распространенным видом подъемно-транспортного оборудования являются краны, перемещающие грузы в вертикальном и горизонтальном направлениях. По своему устройству и характеру передач краны бывают поворотными и мостовыми, а по типу привода — ручными и электрическими.
Источник
Ремонт грузоподъемных механизмов.
Подъемная техника, применяемая в высотных работах, должна быть исправной. Лишь в этом случае может гарантироваться должный уровень безопасности наряду с высокой производительностью оборудования.
Любая неисправность, которая проявляется в некорректной работе механизмов, в дальнейшем может послужить причиной серьезной поломки. Неисправность может вызвать непрофессиональный монтаж наряду с несоблюдением условий эксплуатации оборудования, нерегулярностью сервисных мероприятий и т.п.
Для того чтобы избежать нежелательных последствий, важно вовремя произвести ремонт подъемников. Таким образом, вы сможете не допустить лишних временных и денежных затрат, связанных с заменой оборудования, его капитальным ремонтом. Залог надежной и бесперебойной работы грузоподъемного оборудования – это регулярное техническое обслуживание (текущий ремонт).
Для того чтобы гарантированно восстановить неисправное оборудование, следует доверять ремонтные работы специалистам – настоящим профессионалам своего дела, которые используют оригинальные запасные части, обладают соответствующими теоретическими знаниями и большим опытом в данной области.
Ремонт гидравлических подъемников в кратчайшие сроки!
Специалисты компании «ПромТехМонтаж», Москва производят комплексный ремонт грузовых подъемников. Он включает в себя:
- Оценку рабочего состояния оборудования;
- Диагностические мероприятия;
- Замену неисправных узлов;
- Пуско-наладочные операции.
Мы осуществляем ремонт грузоподъемных механизмов любой степени сложности, в том числе в кратчайшие сроки выполняем ремонт ленточных конвейеров, крановых эстакад, малых грузовых лифтов, шахтных подъемников и т.д.
Таким образом, наши клиенты получают не просто готовое изделие высочайшего качества, а полный комплекс услуг – начиная от изготовления оборудования и заканчивая его техническим обслуживанием и текущим ремонтом.
Вы можете не сомневаться в том, что производственные циклы предприятия будут выполняться в соответствие с намеченными сроками, поскольку ремонт грузоподъемных механизмов проводится максимально оперативно. Мы понимаем, что эффективность работы вашего предприятия напрямую зависит от исправной работы всех подъемных механизмов, поэтому подходим к ремонтным работам со всей ответственностью и профессионализмом!
Наше предприятие имеет все необходимое для проведения ремонта любых моделей погрузчиков, а именно это:
- Высокоточное диагностическое оборудование;
- Штат высококвалифицированных специалистов;
- Лицензионные запчасти;
- Собственная производственная и материально-техническая база;
- Разрешительная документация.
После того, как ремонт подъемников закончится, наши специалисты проводят испытательные работы для того чтобы выявить потенциальные дефекты и «слабые места» оборудования.
Ремонт подъемного оборудования – профессиональный подход!
Мы осуществляем как текущий (восстановление работоспособности оборудования за счет замены изношенных деталей), так и капитальный ремонт подъемников (замена всех деталей оборудования), в том числе внеплановый, плановый ремонт вышедшего из строя оборудования.
Плановый ремонт грузовых подъемников состоит из выявления неисправности наряду с ремонтом или заменой редуктора и электродвигателя, регулировкой тормозов, заменой изношенных деталей и т.д.
Помните, что чем чаще вы будете производить внеплановый ремонт подъемного оборудования, тем большим будет срок его службы! На все виды работ дается гарантия!
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
 |
 |
 |
| |
| |
| |
| |
| |
| |
| |
| |
| |

 |
 НОВОСТИ НОВОСТИ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Марки материалов, применяемых при ремонте и изготовлении механизмов грузоподъемных кранов, приведены в табл. 6.21. Дефектация деталей и механизмов. Подлежат замене или ремонту подшипники скольжения, имеющие трещины в теле подшипника; трещины, выкрашивания или отслаивания в антифрикционной заливке; риски и задиры на рабочей поверхности; зазор, превышающий предельно допустимые значения, приведенные в табл. 6.22. Подлежат замене подшипники качения, имеющие следы защемления шариков или роликов; трещины на кольцах; отслаивания или раковины усталостного выкрашивания в шариках, роликах или беговых дорожках колец; повреждение сепаратора или бортов колец; увеличение радиального зазора вследствие износа беговых дорожек колец и шариков или роликов. При отсутствии указанных неисправностей подшипники проверяют на легкость вращения от руки: годный подшипник должен иметь ровный ход, без заеданий. В годных подшипниках после проверки па легкость вращения подвергают контролю радиальный и осевой зазоры. Радиально-упорные подшипники подлежат замене в случаях, когда при регулировке осевого зазора он превышает допустимые значения при сохранении легкости вращения. Допустимый осевой зазор для радиально-упорных подшипников, устанавливаемых без натяга, не должен превышать значений, указанных в табл. 6,23. Таблица 3.22.– Предельно допустимый зазор в подшипниках скольжения механизмов грузоподъемных кранов, мм
Подлежат замене валы, имеющие трещины, остаточные деформации скручивания, износ выше значений, указанных в табл. 6.24, кривизну более 0,1 мм на 1 м длины или более 0,2 мм на всей длине вала при частоте вращения более 8 с -1 ; более 0,15 мм на 1 м длины или более 0,3 мм на всей длине вала при частоте вращения менее 8 с -1 . Валы механизмов подъема заменяют при любой кривизне. Крюки грузовые подлежат замене при износе и деформации ниток резьбы, наличии трещин и волосовин на поверхности, усталостных трещин у хвостовика, износе зева в опасном сечении на величину, превышающую 10% высоты крюка. Барабаны подлежат замене при износе толщины стенки более 10%, уменьшении их диаметра более чем на 2%, увеличении диаметра ручья вследствие износа свыше 25% диаметра каната, наличии трещин на цилиндрической поверхности или ступицах барабана, частичном изломе реборды. Втулки барабана подлежат замене при уменьшении их толщины вследствие износа более чем на 50%. Пальцы барабана подлежат замене при уменьшении их диаметра вследствие износа на 3% и более. Блоки подлежат замене при наличии трещин на поверхности, износе стенки более 10%, увеличении диаметра ручья вследствие износа свыше 25% диаметра каната. Зубчатые полумуфты соединительных муфт подлежат замене при износе зуба по толщине более 15% для механизма подъема и более 30%—для остальных механизмов, а также при наличии трещин в полумуфтах или обоймах. Втулочно-пальцевые полумуфты подлежат замене, если износ отверстий по диаметру более 1 мм или они имеют неполное число пальцев и ослабленную посадку пальцев в гнездах. Кулачковые муфты подлежат замене при износе кулачков более 30% первоначальной толщины. Подтекающие сальники, зубчатых муфт подлежат замене. Валики, оси, рычаги тормозов подлежат замене при наличии, износа свыше 5% от номинального диаметра и овальности свыше 0,5 мм. Подлежат замене ходовые колеса, имеющие трещины на поверхности; шайбы между ступицами колес и концевой балкой, имеющие износ по толщине более 50% от первоначального размера; втулки ходовых колес, имеющие износ более 50% по; толщине стенки. Зубчатые колеса подлежат замене при износе зуба более 115% от толщины (по делительной окружности), а также при наличии трещин у основания одного из зубьев или на ступицах, ободе, диске. Червячные передачи подлежат замене, если зубья червячного колеса и черняка имеют трещины; поверхность червячной пары значительно подвержена усталостным выкрашиванием (питтинг); ослаблена посадка венца. Подлежат замене шкивы тормозные, имеющие сквозные трещины на ободе или ступице, ослабленную посадку шкива на валу. Шкивы, у которых толщина обода в результате проточек и износа уменьшилась более чем на 50% первоначального размера, выбраковывают. Обкладки тормозные подлежат замене в случаях равномерного износа, если их толщина уменьшилась до половины первоначальной; неравномерного износа, если их толщина достигла в средней части 1/2, а в крайней части — 1/3 первоначальной. Жолодки и ленты подлежат замене при наличии сквозных поперечных трещин, а валики и вальцы — при износе свыше 5% первоначального диаметра и овальности более 0,5 мм. Ремонт крюковых подвесок. Каждый крюк, поставляемый отдельно от грузоподъемного механизма, должен сопровождаться паспортом. При замене крюка следует произвести запись в паспорте крана и приложить паспорт нового крюка. Крюки грузовые необходимо изготовлять в соответствии с ГОСТ 2105—75. Размеры и основные параметры кованых и штампованных крюков должны соответствовать ГОСТ 6627—74, ГОСТ 6628—73, ГОСТ 12840—80. Размеры и основные параметры пластинчатых крюков должны соответствовать ГОСТ 6619—75. Крюки после ковки или штамповки должны быть нормализованы и очищены от окалины. Сварка при изготовлении крюков не допускается. Заварка и заделка дефектов крюка и крюковых гаек не допускаются. Каждый изготовленный и принятый ОТК крюк должен иметь маркировку с указанием товарного знака предприятия-изготовителя, номера крюка, номера планки (полный или условный), заводского номера крюка (для крюков, предъявляемых к сдаче в индивидуальном порядке), года изготовления (две последние цифры). Ремонт соединительных муфт. Конструкция и основные параметры зубчатых муфт должны соответствовать ГОСТ 5006—75. При наличии необработанных поверхностей на муфтах последние должны быть отбалансированы. Допустимый дисбаланс для муфт диаметром до 300 мм — 5 г-см, диаметром свыше 300 мм — 8 г-см. Зубья муфт должны быть подвергнуты термообработке до твердости не выше НКС 35 для втулок и не ниже НКС 35 — для обойм. В зубчатых муфтах допускается перекос осей валов не более 1°30′ при отсутствии радиального смещения осей. Допустимое радиальное смещение валов механизмов (в мм) при отсутствии перекоса указано в табл. :
Ремонт подшипников скольжения и качения. Выработку вкладышей разъемных подшипников скольжения необходимо восстанавливать заливкой антифрикционным сплавом с последующей расточкой и пришабриванием по валу. Рабочие поверхности вкладышей должны быть пришабрены по шейке вала так, чтобы на 1 см 2 было не менее 4 пятен касания при частоте вращения более 5 с -1 и не менее 2 пятен касания — при частоте вращения до 5 с -1 включительно. Толщину заливки антифрикционного слоя следует принимать от 3 до 6 мм, в зависимости от диаметра вала, за исключением биметаллических вкладышей, у которых толщина антифрикционного слоя составляет 0,5—2 мм. Задиры, не превышающие 5% поверхности скольжения, следует устранять шабрением. Раковины диаметром до 3 мм разрешается запаивать. Подшипники качения всех типов не ремонтируют, поэтому при обнаружении дефектов их следует заменять новыми. В отремонтированных сборочных единицах необходимо использовать подшипники качения, у которых радиальный зазор не превышает значений, приведенных ниже: Диаметр шейки, мм 20—30 35—50 55—80 85—120 Радиальный зазор, мм 0,10 0,15 0,20 0,25 При изготовлении зубчатых передач следует руководствоваться требованиями СТ СЭВ 641—77, ГОСТ 2185—66, ГОСТ 13754—81, ГОСТ 13755—81, ГОСТ 116530—70. Колеса зубчатые для закрытых передач необходимо изготовлять с точностью не ниже восьмой степени, а для открытых передач — девятой. При ремонте заварка трещин в ободе и спицах стальных колес допускается при условии применения технологии, исключающей появление усадочных напряжений. Заварка трещин в чугунных колесах допускается только с применением общего подогрева и специальных электродов. Твердость рабочей поверхности зубьев должна быть для ведущего колеса не менее НВ 280, для ведомого — не менее НВ 250. Разность твердости поверхностей зубьев ведомого и ведущего колес должна быть не менее НВ 20. Правка ободов литых стальных зубчатых колес, работающих при окружной скорости выше 2 м/с, допускается, если температура общего подогрева не ниже 850 °С. Ремонт барабанов. Допускается исправлять заваркой следующие дефекты: · раковины в отверстиях ступицы диаметром не более 1/3 толщины ступицы, если их не более двух в каждой ступице; · раковины на поверхности барабанов диаметром не более 8 мм, глубиной не более ‘Д толщины стенки, если их не более двух на площади 30 см 2 , а мелкие раковины — если их не более, пяти на такой же площади. Раковины в шпоночных пазах не допускаются. Не допускается применение чугунного литья для изготовления барабанов механизма подъема весьма тяжелого режима работы, а также механизмов, транспортирующих расплавленный и раскаленный металл. Разность толщин стенок барабана после нарезки канавок допускается не более ±15% толщины стенки. Толщину стенки допускается проверять сверлением отверстий диаметром 6 мм по концам и в середине барабана. Профиль канавок и их шаг проверяют шаблонами. Допустимый зазор между шаблонами и профилем канавки — не более 0,5 мм. Биение наружной окружности относительно оси расточки ступицы должно быть в пределах половины допуска на наружный диаметр барабана (проверяется на обоих концах барабана). Торцевое биение присоединительных поверхностей барабана относительно геометрической оси должно быть не более 0,1 мм на каждые 500 мм диаметра барабана. Восстановление ручьев барабанов допускается путем проточки, причем первая проточка допускается во всех случаях, а последующие только после установления толщины стенок засверловкой и проверки стенок расчетом. Заварку трещин в местах перехода тела барабана к фланцам для барабанов с многослойной укладкой каната следует проводить только после прогрева всего барабана. Ремонт валов и осей. Рабочие шейки валов механизмов поворота и передвижения в случае необходимости можно ремонтировать с применением электронаплавки; в механизмах подъема и изменения вылета стрелы электронаплавке следует подвергать ступицы колес и шестерен, а не шейки валов. Уменьшение диаметра шеек валов после проточки допускается до 5% номинального; дальнейшее уменьшение диаметра шейки можно установить только после проверочного расчета. Не допускается наварка чугунных ступиц, применение прокладок для уплотнения посадки в ступицах; керновка или засечка посадочных мест для повышения усилий запрессовки. Восстановление шпоночных пазов можно проводить фрезерованием с увеличением паза не более 15% номинального размера или методом электронаплавки с последующей механической обработкой. Прогибы до 0,01 длины вала устраняют правкой в холодном состоянии под прессом. При больших прогибах правку валов проводят с подогревом до 850-950 °С. Ремонт блоков. Проточка блоков по ручьям допускается в пределах 30% толщины обода в месте для ручья. Контроль проточенных перьев проводят по шаблону, соответствующему номинальному профилю канавки; допускаемый зазор между шаблоном и профилем ручья — не более 0,5 мм. Разность толщины стенки обода блока, измеренная на участке внешних необработанных поверхностей на равных радиусах, должна быть не более 1/ю ее толщины. Небольшие отколы по краю профиля ручья и местные отдельные раковины диаметром не более 8 мм разрешается заваривать с последующей зачисткой. Наплавка ручья и реборд из чугунных блоков не допускается. Блоки после ремонта подлежат статической балансировке, за исключением вращающихся со скоростью менее 1 м/с. Испытание на статические и динамические нагрузки механизмов подъема груза, передвижения грузовой тележки следует проводить после их установки на грузоподъемный кран. Объем испытаний на статические и динамические нагрузки должен соответствовать требованиям «Правил устройства и безопасной эксплуатации грузоподъемных кранов» Госгортехнадзора и ГОСТ 24378—80. Гидро- и пневмосистемы должны быть испытаны на герметичность и на работоспособность. РЕМОНТ СОСУДОВ И АППАРАТОВ 1. Виды дефектов корпусов. 2. Подготовка дефектных мест под сварку и наплавку. 3. Термическая обработка корпусов после ремонта. 4. Ремонт корпусов. 5. Контроль и требования к качеству ремонта. 6. Испытания сосудов. Ремонт аппаратов выполняют по следующей схеме: · частичная или полная разборка аппарата; · очистка и промывка деталей; · составление ведомости дефектов; · восстановление изношенных деталей, соединений и сборочных единиц; · комплектование аппарата новыми деталями и изготовление новых деталей; Дефекты выявляют перед остановкой на ремонт (предварительная дефектация), а также в процессе разборки аппарата (поузловая и подетальная дефектация). Значительное число деталей и сборочных единиц проверяют визуальным осмотром, при котором фиксируют состояние рабочих поверхностей, наличие трещин, следов коррозии и т.п. Особую роль отводят контролю процессов сборки и герметичности аппаратов. Ответственной контрольной операцией является проверка сварных швов. Все ремонтные операции сопровождаются проверкой размеров деталей и изменений их формы. При ремонте корпусов и элементов сосудов и аппаратов рекомендуется руководствоваться общими техническими условиями на ремонт корпусов (ОТУ II—79). ОТУ распространяются на сосуды и аппараты, работающие в диапазоне давлений от вакуума (остаточное давление 660 Па) до 10 МПа в неагрессивных средах при температурах от –70 до 540 °С. ОТУ предназначены для руководства при ремонте сварных стальных сосудов и аппаратов из углеродистых, низколегированных, легированных двухслойных сталей при толщине стенки корпуса от 4 до 100 мм. ОТУ не распространяются на сосуды для транспортировки нефти и химических продуктов (железнодорожные и автомобильные цистерны и т.п.); сосуды и аппараты с огневым обогревом; аппараты воздушного охлаждения; приборы водяного и парового отопления; резервуары и газгольдеры. Источник |
 Поворотная решетка-гриль с ручным приводом своими руками
Поворотная решетка-гриль с ручным приводом своими руками