Особенности ремонта лебёдок разных видов
Любой мастер скажет вам, что ремонт лебёдок всегда начинается с диагностики. В небольших фирмах может не хватать мастеров нужной квалификации и сложного оборудования. Если причину поломки установить сложно, лучше обратиться туда, где проверку детали выполнят на производстве.
Основные неисправности ручных лебёдок
1.  Сдвиг валов из-за ослабленных болтов в боковых частях механизма. Необходимо подтянуть и застопорить болты.
Сдвиг валов из-за ослабленных болтов в боковых частях механизма. Необходимо подтянуть и застопорить болты.
2. Нет сцепления с храповым колесом, сместился носок собачки. Запчасть сцепляют с колесом и фиксируют.
3. Не работает тормозная система. Скорее всего, заклинила собачка, которую надо почистить и смазать.
4. Проблемы с зубцами передачи, когда они могут заклинить, не сработать. Причин у поломки может быть две. Или зубцы колёс загрязнились, или же перекосились боковые части узла. Необходимо стянуть боковины, очистить зубчики.
Говоря о ручной лебёдке, вспомним также, что порой возникает такая проблема, как тяжёлое проворачивание рукояти, на которую всё сложнее давить. Неисправностью это не считается, но работу всё равно нужно облегчить. В этом случае понадобятся свежие смазочные материалы для подшипников, а также стяжка боковин.
Частые неисправности электрических лебёдок
В отличие от ручных устройств, электрическая лебёдка — гораздо более сложное устройство, которое может выйти из строя в любой момент из-за халатности оператора или неправильного обращения с узлом.
В зависимости от характера неисправности, может потребоваться ремонт или замена детали лебёдки. Перечислим основные типы поломок.
Шумит редуктор. Причина — износ подшипников. Нужно заменить узлы и промыть механизм.
Электромагнитный тормоз гудит и перегревается, появляются посторонние звуки. Вызвано это неверным натяжение пружин или появлением зазора между сердечником и якорем магнита. Также электрическая лебёдка может шуметь из-за скачков электросети или слабого напряжения.
Сильный нагрев редукторных подшипников. Это значит, что старые смазочные материалы требуется заменить, предварительно промыв редуктор керосином.
 Перегрев тормозных колодок. Стоит попробовать изменить силу зажима колодок. Так как неисправность может иметь более глубокие причины, то лучше сразу обратиться к мастерам, которые выполняют ремонт лебёдок и гарантируют точность диагностики.
Перегрев тормозных колодок. Стоит попробовать изменить силу зажима колодок. Так как неисправность может иметь более глубокие причины, то лучше сразу обратиться к мастерам, которые выполняют ремонт лебёдок и гарантируют точность диагностики.
Как только лебёдка отключилась, груз опускается. Вероятно, колодки тормозного узла недостаточно зажаты или эти элементы замаслились. На всякий случай механизм промывают керосином, а изношенные детали заменяют.
Крупные поломки лебёдок
Если соблюдать правила эксплуатации электрических и ручных лебёдок, то большая часть неисправностей огромных проблем не вызывает. Любой толковый мастер справится с такой работой довольно быстро. Однако бывают ситуации, когда возникает крупная поломка. Приведём несколько примеров.
1. Ремонт тормозной муфты. Шкив состоит из двух полумуфт, надетых на валы мотора и редуктора. Оба элемента соединяются так называемыми пальцами с резиновыми втулками. В среднем, втулки нужно менять раз в 5-6 месяцев. Помимо этого может понадобиться замена муфты или изготовление пальцев.
2. Ремонт или замена такой детали, как электродвигатель. Также могут возникнуть неприятности с пусковой аппаратурой. Чаще всего мотор ломается из-за проблем с электричкой. Играют роль скачки в сети, потеря фазы, закисление контактов и ошибки в эксплуатации.
Бывает, что запустить электрическую лебёдку долго не удаётся. Решить вопрос можно только вызвав мастера. Выяснив причину поломки, электрик отремонтирует двигатель, пускатели или заменит силовой кабель.
3.  Ремонт тормозного механизма. Хотя об этой проблеме частично говорилось выше, следует уточнить некоторые моменты. Дело в том, что тормозной механизм — очень сложный элемент, в котором может выйти из строя всё, что угодно: толкатель, колодки, тормоз, электромагнит.
Ремонт тормозного механизма. Хотя об этой проблеме частично говорилось выше, следует уточнить некоторые моменты. Дело в том, что тормозной механизм — очень сложный элемент, в котором может выйти из строя всё, что угодно: толкатель, колодки, тормоз, электромагнит.
После ремонта лебёдок желательно через время снова вызвать специалиста, чтоб он понаблюдал за устройством и оценил его работу.
Помимо перечисленных работ, мастера выполняют замену стоек барабана, станины, изготавливают шестерни, красят лебёдки. Ремонтировать механизмы самостоятельно не рекомендуется. Если ручную лебёдку ещё можно привести в чувства своими силами, то с электрической — лучше не шутить.
Источник
Ремонт подъемного вала лебедки
Сборка лебёдки производится в последовательности обратной разборке, соблюдая общие технические требования к сборке.
Подшипники должны поступать на сборку в упаковке и смазке.
Все фланцевые соединения, имеющие уплотнительные прокладки, сливные и заливные пробки, болты, заворачиваемые в резьбовые отверстия, имеющие выход в полости, заполненные смазкой, должны быть установлены на уплотнительной пасте УН-25.
Стальные регулировочные прокладки перед установкой должны быть промыты и смазаны маслом И-20 А ГОСТ. Тонкие прокладки устанавливаются по обе стороны пакета прокладок.
Рабочие кромки манжет смазать смазкой № 158 или Литол 24.
Моменты затяжки резьбовых соединений ответственных деталей затягивать моментами, указанными в соответствующих разделах текста.
При сборке направляющих роликов, блока все трущиеся поверхности смазать смазкой Литол-24, заменители солидолы Ж, солидол С.
- Червяк лебедки установить в конические роликоподшипники 33, 37, (см. Рис. 419), которые должны быть отрегулированы с предварительным натягом.
- Момент, необходимый для проворота вала червяка в подшипниках, должен быть равен 0,2. 0,6 Н-м (0,02. 0,06 кГс-м).
- Регулировку предварительного натяга подшипников червяка производить регулировочными прокладками путем изменения их количества под фланцами крышек подшипников 32, 38, при полной затяжке болтов крепления крышек и без установки барабана тормоза. Количество прокладок под задней и передней крышками после регулировки должно быть примерно одинаковым или иметь разность толщины пакета не более 0,1 мм, при этом под каждой крышкой должны быть установлены по две прокладки толщиной 0,05 мм и 0,1 мм.
- Перед установкой вала барабана 10 в редуктор внутренние поверхности отверстия червячного колеса, втулок редуктора и посадочные поверхности вала смазать маслом ТСП-15К.
- Установить вал с осевым зазором по окружности между ступицей червячного колеса 14 и опорной шайбой 9 в пределах 0,05. 0,1 мм.
- Зазор отрегулировать при помощи прокладок 12, устанавливаемых между фланцами стаканов втулок 11 и торцами картера редуктора 44. После установки вала барабана в пакете установочных прокладок должны быть прокладки толщиной 0,1 мм в количестве не менее трех со стороны каждого стакана втулки картера редуктора.
- Отрегулировать зацепление в червячной передаче.
- Правильность зацепления червячного колеса и червяка проверять «на краску» по пятну контакта на зубьях. В правильно отрегулированной передаче пятно контакта на рабочей стороне зуба колеса должно соответствовать изображенному на Рис. 427.
- Правильное расположение пятна контакта относительно оси симметрии зуба производить соответствующим перемещением вала барабана 10 с червячным колесом путем перекладывания прокладок 12 и 27 из-под одного фланца стакана под другой фланец стакана.
- Регулировку величины пятна контакта по высоте зуба производить перемещением червяка 34 относительно червячного колеса посредством перекладывания прокладок 35 из-под одной крышки подшипника под другую, не меняя предварительного натяга в конических подшипниках.
- Внимание! Неправильная регулировка пятна контакта является причиной сильного нагрева редуктора.
- Муфта включения 3 должна свободно включаться и выключаться при совмещении зубьев ступицы червячного колеса и вала барабана лебедки.
- При установке вилки включения редуктора лебедки на шток затянуть установочный винт и законтрить гайкой.
- В собранной лебедке палец упорный 15 штока вилки включения редуктора должен при его перемещении включать и выключать муфту 3 включения лебедки.
- Отрегулировать затяжку пружины ленточного автоматического тормоза червяка редуктора лебедки, обеспечив зазор между витками 0,5. 1,0 мм.

Рис. 427 Пятно контакта в червячном зацеплении.
- Перед запрессовкой осей 5 роликов 1 в корпусе тросоукладчика заложить в полости роликов консистентную смазку Литол-24. После сборки ролики тросоукладчика должны свободно вращаться.
- При установке ходового винта его поверхность обильно смазать смазкой УС-1.
- Перед установкой сухаря тросоукладчика в крышку сухаря заложить смазку Литол-24. Сухарь должен свободно поворачиваться от упора до упора в крышке сухаря тросоукладчика. В собранном тросоукладчике ходовой винт должен вращаться без заеданий и легко перемещать корпус тросоукладчика на полный ход в обе стороны.
- После установки траверсы барабана 14 проверить свободное вращение барабана лебёдки в отключенном от редуктора положении. Барабан должен вращаться свободно от руки.
- Установить ведущую звездочку 26 так, чтобы она образовала одну плоскость с ведомой звездочкой с помощью регулировочных шайб. Затянуть гайку и закернить.
- Установить цепь привода тросоукладчика 24 и закрепить ее соединительным звеном.
Обкатка лебедки на стенде
- Каждую лебедку подвергнуть испытанию обкаткой в течение 10 минут при числе оборотов червячного колеса 15 об/мин и нагрузке на барабан 890 Нм (91 кгс-м). Допускается испытание производить намоткой троса на барабан.При этом усилие на тросе должно составлять 5700 Н (570 кгс).
- Перед обкаткой залить в редуктор масло ТСП-15К ГОСТ 23652-79 (заменитель масло И-20А ГОСТ 20799-75) до уровня контрольного отверстия — 3,9 л.
- Через пресс-масленки смазать все точки смазки. Смазка Литол-24 ГОСТ 21150-87, заменители солидолы Ж ГОСТ 1033-79, солидол С ГОСТ 4366-76.
В процессе обкатки проверить:
- нагрев масла в редукторе (нагрев масла свыше 110°С недопустим);
- отсутствие шумов и стуков в редукторе;
- отсутствие задевания вращающихся деталей о стенки и другие детали;
- отсутствие заеданий в механизмах включения барабана и лебедки;
- отсутствие заеданий при перемещении корпуса тросоукладчика на полный ход в обе стороны;
- правильность затяжки тормоза.
Обнаруженные дефекты устранить, а лебедку подвергнуть повторным испытаниям.
После обкатки проверить крепления, наличие штифтов, кернений, шайб и затяжку болтов.
Источник
Ремонт буровых лебедок




![]()
![]()
Замене и ремонту у лебедок подлежат следующие узлы и детали: цепные колеса, тормозные шкивы барабана, антифрикционные втулки, роликоподшипники, кулачковые муфты, детали тормозной системы, шинно-пневматические муфты и детали пневматического управления лебедки.
При эксплуатации лебедки могут обнаружиться приводимые ниже неисправности:
1. Крюк на подъем идет с остановками, что может быть вызвано попаданием масла под муфты. Причина попадания масла должна быть устранена, а шкивы промыты бензином и вытерты.
2. Порожний крюк медленно идет вниз. Необходимо проверить, полностью ли растормаживаются колодки и не трут ли они о реборды шкивов.
3. Тормозной рычаг доходит до крайнего нижнего положения, но не тормозит. Причиной этой неисправности может быть попадание масла на шкивы или износ колодок. В первом случае шкивы промывают бензином, во втором — подтягивают тормозные ленты.
4. Не включается воздушный цилиндр тормоза, что может быть вызвано регулировкой троса управления краном либо неисправностью самого крана. Неисправный кран заменяют новым.
5. Фрикционная катушка не дает обратного хода при растормаживании. Необходимо отрегулировать ленты тормозных шкивов, обеспечивая полное растормаживание.
6. Для поднятия груза фрикционной катушкой требуется большое усилие, иначе катушка не удерживает груз на весу. Причиной может быть попадание масла на ленты.
7. Не включается барабан или ротор, что указывает на неисправность пневматической системы.
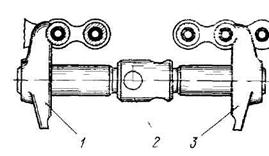
Рис. 33. Приспособление для снятия цепей
8. Резкие рывки цепей и удары в цепных передачах при включении указывают на то, что цепи удлинились и имеют большое провисание. Работа удлиненными цепями приводит к преждевременному их разрыву. В таких цепях необходимо снять одно-два звена.
При ремонте лебедки должны строго выполняться все требования, предъявляемые к ответственным подъемным механизмам. Все детали, устанавливаемые взамен вышедших из строя, должны быть изготовлены по чертежам завода-изготовителя. Собираемые при ремонте узлы лебедки должны соответствовать техническим условиям на их изготовление и сборку. Кроме ежедневного ухода, лебедка проходит техническое обслуживание, которое обычно приурочивают к периоду технологического простоя оборудования.
При этом устраняют следующие неисправности:
Свободно сидящие на валах лебедки цепные колеса начинают вращаться без включения муфт, что может быть вызвано загрязнением смазки или отсутствием ее на трущихся поверхностях. В этом случае узел промывают керосином и затем шприцуют подшипник скольжения до выхода смазки на торцах цепного колеса.
В случае нагрева подшипников лебедки, гидротормоза или коробки скоростей, если она имеется, выше 75—85° С, необходимо подшипники промыть в керосине и на 2/3 объема заполнить свежей смазкой. Если после этого подшипники продолжают греться, следует проверить параллельность и горизонтальность валов. При любом ремонте, связанном со снятием валов, нельзя срубать планки, фиксирующие корпуса подшипников. При последующей установке валов они должны входить в гнезда между планками, никакой дополнительной выверки в данном случае не требуется.
При повторном удлинении цепи ее заменяют новой. Чрезмерный нагрев тормозных шайб может быть вызван недопустимым износом тормозных колодок, которые должны быть заменены полным комплектом. Кроме перечисленных неисправностей при мелком ремонте выполняется весь объем работ технического ухода.
Средний ремонт лебедок, производимый в мастерских, приурочивают к окончанию бурения скважин.
Биение валов определяют по рейсмусу. Предельно допустимый прогиб валов 0,3 мм на 1 м длины и 0,8—0,9 мм на всю длину вала. По фактическому размеру посадочных поверхностей вала подбирают подшипник с тем, чтобы обеспечить заданный натяг. В случае износа посадочную поверхность наплавляют или металлизируют, а затем протачивают для получения первоначальных размеров. Новые подшипники запрессовывают с их предварительным нагревом до 90° С. Изношенные подшипники гидротормоза меняют аналогично подшипникам лебедки. Большие радиальные люфты свободно сидящих на валах лебедки цепных колес являются результатом износа подшипников скольжения. После демонтажа цепных колес втулки выпрессовывают. Новые втулки подшипников скольжения запрессовывают с предварительным нагревом колеса до 350 °С. Стопорение втулок осуществляется двумя-тремя винтами, затем новые втулки пришабривают на валу. У самих цепных колес изнашивается зубчатый венец, что нарушает нормальную работу передачи. Рекомендуется изношенные цепные колеса заменять новыми. В этом случае ремонт состоит в демонтаже изношенных цепных колес с помощью прессов или специальных приспособлений. Новое колесо сажают на вал, предварительно нагревая его до 300° С. При малых износах цепные колеса восстанавливают наплавкой зубьев с последующей их обработкой. Износ бандажей, кроме уменьшения толщины стенок обода, характеризуется наличием на их рабочей поверхности кольцевых канавок, волнистости, поперечных трещин, выкрашивании.

В гидротормозе ежедневно смазываются роликоподшипники, манжеты уплотнения, сухари кулачковой полумуфты и шлицевой конец вала ротора. Для смазки подшипников, манжет и кулачковой муфты требуется качественная смазка, обладающая достаточной тугоплавкостью и нерастворимостью в воде. Этим условиям удовлетворяет смазка универсальная среднеплавкая УСс-1 или УСс-2 по ГОСТ 4366—76. Шлицевой конец вала ротора смазывается любым жидким маслом. Загустевшею на шлицах смазку необходимо регулярно удалять.
Текстолитовые шайбы смазывают водой и специальной смазки они не требуют.
Долговечность работы подшипников гидротормоза зависит от надежности уплотнения. Если из дренажного отверстия в крышке имеется значительная утечка, необходимо с помощью отжимных болтов выпрессовать стаканы из крышек и изношенные манжеты заменить новыми. Повышенное осевое перемещение ротора гидротормоза свидетельствует об износе текстолитовых шайб, которые должны быть заменены новыми.
Если при осмотре внутри гидравлического тормоза будут обнаружены трещины в наклонных ребрах, то такие ребра в зависимости от величины трещин необходимо удалить частично или полностью. Заваривать или крепить ребра внутри тормоза не разрешается во избежание разрушения во время работы.
Источник