Эксплуатация, техническое обслуживание и устранение неисправностей подшипников электродвигателей
Для нормальной работы двигателя его подшипники скольжения нужно содержать в чистоте.
Чтобы в них не попали пыль и грязь, крышки подшипников плотно закрывают. Спускные отверстия и крышку на торце вала двигателя также плотно закрывают, иначе масло будет вытекать из подшипников и разбрызгиваться или попадать внутрь двигателя на обмотки. Применяемое для смазки подшипников масло не должно содержать кислоту или смолу.
При работе двигателя не следует допускать появления пены в подшипниках. Пену можно ликвидировать, добавив свежего масла, а если это не поможет, нужно полностью сменить масло. Перед доливкой в подшипники масла открывают контрольные отверстия, служащие маслоуказателями. Обычно эти отверстия закрыты пробками на резьбе. Уровень масла считается нормальным, когда оно появляется в контрольном отверстии. Вместо пробки некоторые подшипники имеют масломерные стекла.
Для нормальной работы подшипников с кольцевой смазкой необходимо не менее двух раз в смену, даже если подшипники не нагреваются, проверять вращение колец и чистоту масла (наличие механических примесей, шлама и т. д.). Если кольца вращаются медленно или совсем не вращаются, значит смазка подшипника ухудшилась, он будет сильно нагреваться и может расплавиться. Масло в подшипниках со временем загрязняется и становится густым, поэтому в зависимости от условий работы через каждые 3 — 4 месяца, но не реже одного раза в полгода, его заменяют полностью, даже если подшипники имеют нормальный нагрев.
При работе подшипников в тяжелых условиях (большая запыленность помещения, высокая температура окружающей среды, низкое качество масла и т. д.) сроки замены масла сокращаются. Обычно в подшипники с кольцевой смазкой масло доливают после 200 — 300 ч непрерывной работы. Если доливка производится во время работы двигателя, делают это как можно медленнее.
Перед заменой смазки подшипники промывают керосином, продувают воздухом, промывают маслом той марки, которую применяют для данных подшипников, и после этого заливают свежим маслом.
 Перед первым пуском электродвигателя проверяют наличие смазки в подшипниках. Количество смазки должно составлять не более 2/3 объема камеры. Если подшипники работают нормально и не нагреваются, то осмотр и замена смазки производятся при очередных ремонтах, а также по мере необходимости в зависимости от состояния смазки.
Перед первым пуском электродвигателя проверяют наличие смазки в подшипниках. Количество смазки должно составлять не более 2/3 объема камеры. Если подшипники работают нормально и не нагреваются, то осмотр и замена смазки производятся при очередных ремонтах, а также по мере необходимости в зависимости от состояния смазки.
Перед заменой смазки подшипник при снятых крышках промывают чистым бензином с добавлением 6 — 8% по объему трансформаторного или веретенного масла. Подшипник промывают с торца. При этом бензин увлекает за собой растворившуюся смазку. Промывка производится при легком проворачивании ротора и продолжается до тех пор, пока не будет вытекать чистый бензин, затем подшипник следует просушить сжатым воздухом.
Процесс набивки смазки прост, выполнять набивку нужно чистыми руками и чистым инструментом (деревянными или металлическими лопаточками). При набивке все кольцевые углубления в деталях подшипникового узла, обращенные к подшипнику, заполняют смазкой на одну треть в нижней их части. Пространство между обоймами с шариками набивают смазкой по всей окружности.
После сборки подшипниковых узлов проверяют легкость вращения ротора от руки и затем включают двигатель и вращают его в течение 15 мин вхолостую. Если состояние подшипников хорошее, при прослушивании слышен равномерный гул (жужжание шариков) без стуков и ударов.
Пригодность масла для различных двигателей при заданных условиях работы прежде всего определяется его вязкостью. Вязкостью масла в градусах называется число, которое показывает, во сколько раз больше времени требуется для истечения данной жидкости по отношению к такому же объему воды. Вязкость масла условно определяют в градусах по Энглеру, обычно при 50°С, так как при увеличении температуры масла до 50° С вязкость уменьшается резко, а после 50° С — более медленно.
В электродвигателях мощностью до 100 кВт с подшипниками скольжения можно использовать масло веретенное с вязкостью 3,0—3,5 градусов по Энглеру. Для подшипников с принудительной циркуляцией смазки применяют турбинные масла: для быстроходных двигателей со скоростью вращения 1000 об/мин и выше турбинное масло «Л» (легкое), а для двигателей со скоростью вращения 250 — 1000 об/мин — «УТ» утяжеленное турбинное.
У машин с кольцевой смазкой причиной повышенного нагрева подшипников может быть недостаточная подача масла в результате медленного вращения или полной остановки смазочных колец. Смазочные кольца могут остановиться из-за сгущения масла. Недостаточная подача масла может быть также следствием защемления смазочных колец, неправильной их формы или низкого уровня масла в подшипниках.
Для устранения указанной неисправности необходимо густое масло заменить новым, проверить уровень масла по маслоуказателю, легкие кольца заменить более тяжелыми, а поврежденные выправить или тоже заменить новыми.
У машин с принудительной смазкой подшипники могут перегреваться в результате засорения маслопровода или масляного фильтра и загрязнения масла в подшипниках. Этот дефект устраняют промывкой всей масляной системы, очисткой масляных камер, заменой масла и уплотнением подшипников.
Подшипники могут перегреться из-за неправильной центровки двигателя с производственным механизмом, а также из-за малого зазора между шейкой вала и вкладышем. Вкладыш считается хорошо пригнанным, если следы приработки распределены равномерно по всей длине нижнего вкладыша на дуге в 25—30°.
На нагрев подшипников влияют также несоответствие применяемого сорта масла, плохая заливка вкладышей, искривление вала двигателя или его шеек, наличие осевого давления на подшипники. Последнее возникает вследствие осевого сдвига ротора или недостаточности зазоров между торцами вкладышей подшипников и галтелями вала, что препятствует его свободному тепловому расширению.
Причиной этой неисправности является переполнение подшипников маслом, которое разбрызгивается из них и растекается вдоль вала. Во избежание этого необходимо наливать масло в подшипники при остановленной машине до черты маслоуказателя, так как смазочные кольца при вращении забирают часть масла и уровень его в маслоуказателе несколько понижается.
Если контрольная черта на маслоуказателе отсутствует, масло наливают в подшипники до уровня, при котором смазочные кольца оказываются погруженными на 1/4— 1/ 5 их диаметра. Из-за вязкости масла уровень его в подшипнике устанавливается не сразу, поэтому наливать масло следует постепенно.
При неудовлетворительном уплотнении подшипников, больших зазорах в торцах вкладышей, а также при малых размерах отверстий для стока в нижней части вкладышей масло может попасть по валу в двигатель. Для исключения такой возможности подшипники дополнительно уплотняют с помощью латунной шайбы толщиной 2 мм, которую плотно пригоняют к валу. Крепят шайбу винтами. Другой тип уплотнения — с помощью стальной шайбы толщиной 1 — 2 мм, с зазором между шайбой и валом 0,5 мм. Между стальной шайбой и подшипником устанавливают без зазора фетровую шайбу, которую крепят к подшипнику винтами.
Масло или масляные пары из подшипников проникают внутрь машины в результате действия вентилятора или других вращающихся частей машины. Наиболее часто засасывание масла происходит у закрытых машин с подшипниковыми щитами, так как подшипники частично расположены внутри корпуса машины. В этом случае при работе вентилятора в зоне подшипника создается разрежение, способствующее засасыванию масла.
Для ликвидации указанного явления следует устранить дефекты в подшипниках, а также дополнительно уплотнить подшипники и стыки между статором и частями щитов.
Одной из основных неисправностей подшипников качения является их чрезмерное нагревание. Перегрев подшипников может происходить в результате неправильной сборки, тугой посадки внешнего кольца подшипника в подшипниковом щите, а также из-за отсутствия осевого зазора в одном из подшипников, необходимого для компенсации температурного расширения вала при работе машины. При этой неисправности ротор легко проворачивается в холодном подшипнике, а в нагретом — его заедает.
Чтобы установить нормальный осевой зазор, необходимо проточить бортик крышки подшипника или установить прокладки между его крышкой и корпусом. Для уменьшения тугой посадки кольца посадочное место подшипника расшабривают.
Иногда в подшипниках возникает ненормальный шум, сопровождаемый повышением температуры. Это может быть результатом плохой центровки двигателя, загрязнения подшипников, большого износа отдельных деталей (шариков, роликов) и неплотной посадки внутреннего кольца подшипника на вал.
Если в подшипники заложено смазки больше, чем следует, или ее марка не соответствует температуре окружающей среды и при этом уплотнения оказываются недостаточными, то из подшипников при работе двигателя будет выбрасываться смазка.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Ремонт подшипников качения
При ремонте электрической машины с подшипниками качения, как правило, ограничиваются промывкой подшипников и закладкой в них новой порции соответствующей смазки. Подшипник промывают в ванне, затем шприцем вводят в него консистентную рабочую смазку, представляющую собой смесь минерального масла и мыла. Для подшипников машин малой и средней мощности применяют смазку марок УТВ (универсальная тугоплавкая водостойкая) или ЦИАТИМ-201.
Иногда у подшипника качения оказываются поврежденными поверхности шариков или роликов и дорожек качения. Износ последних вызывается абразивным истиранием вследствие попадания в подшипник мелких твердых частиц. Рабочая поверхность такого подшипника принимает характерный матовый оттенок.
Наиболее частой причиной преждевременного износа и выхода из строя подшипников качения является их перегрузка.
Лабораторными испытаниями установлено, что при дополнительном увеличении нагрузки на подшипник на 50 % срок его службы сокращается в три раза, а на 100 % — в 8 — 10 раз. Степень износа подшипников качения определяют, измеряя их радиальные и аксиальные зазоры на несложных приспособлениях, изготовляемых в мастерских электроцеха предприятия.
Подшипники заменяют новыми при следующих неустранимых дефектах, определяемых внешним осмотром: трещинах или сколах на кольцах, сепараторах или шариках (роликах); вмятинах или забоинах на поверхностях дорожек качения; признаках шелушения или выкрашивания поверхностей дорожек качения; царапинах или глубоких рисках, расположенных поперек пути качения шариков (роликов); повреждениях посадочных поверхностей, препятствующих посадке подшипника на вал или в корпусе двигателя или ухудшающих ее; стуке, не устраняемом после промывки, повышенном шуме в подшипнике; забоинах или вмятинах на поверхности сепаратора; наличии четких отпечатков шариков (роликов) на дорожках качения.
Чтобы облегчить посадку подшипников на валу и обеспечить ее плотность, подшипники нагревают до 80 — 90 °С в масляной ванне или индукционным методом при помощи специального аппарата. Однако, несмотря на широкую распространенность этого метода нагрева, он имеет ряд недостатков. Подшипник нагревается длительное время и неравномерно: больше нагревается та его часть, которая расположена ближе к источнику тепла, подогревающего масло в ванне.
Метод индукционного нагрева подшипников качения в специальном аппарате лишен этих недостатков. Индукционным методом подшипники нагреваются примерно в 3 раза быстрее, чем в масляной ванне. Аппарат вмонтирован в огнестойкую асбоцементную плиту, на которую кладут нагреваемый подшипник.
Для снятия шарикового подшипника с вала пользуются винтовым съемником. Подшипники стягивают за внутреннее кольцо, чтобы усилие стягивания не передавалось шарикам. При стягивании подшипника за наружное кольцо последнее может лопнуть вследствие расклинивания его шариками.
Изношенный подшипник заменяют подшипником того же номера. В исключительных случаях можно применять подшипник, габаритные размеры которого допускают установку в гнездо при помощи промежуточных втулок (по наружному и внутреннему диаметру) и упорных колец (по ширине). Набивают подшипник густой смазкой на 2/3 объема камеры во избежание ее выдавливания в двигатель.
Источник
Ремонт подшипников
Подшипники скольжения ремонтируют в тех случаях, когда происходит износ слоя баббита и образование больших зазоров между валом и вкладышем.
Местные повреждения антифрикционного слоя (задиры, выбоины, раковины, риски и т. п.) устраняют без перезаливки. Углубления раковин, выбоин заплавляют прутками из того же антифрикционного материала с помощью газовой сварки или электросварки угольным электродом. Риски, царапины пришабривают по острым краям, не выбирая их на всю глубину. Дефекты вкладышей выявляют внешним осмотром. Отслоения вкладыша обнаруживают на слух при легком его простукивании молотком. Монолитные вкладыши при этом звучат звонко и чисто, без дребезжания.
Трещины антифрикционного слоя обнаруживают испытаниями «на керосин». Вкладыши погружают в керосин на 15 мин. Затем насухо протирают поверхность трения и покрывают ее тонким слоем мелового раствора. На высохшем меле керосин, проникший в трещины, проявляется в виде бурых маслянистых линий. Обнаруженные дефекты устраняют с помощью перезаливки антифрикционного слоя.
Ремонт подшипников скольжения заключается в подготовке, заливке и обработке вновь изготовленных подшипников.
При подготовке вкладышей к заливке их тщательно очищают от грязи и масла, промывая в 10 %-ном растворе каустической соды, освобождают от старого баббита, промывают в растворителе, затем в горячей воде, насухо вытирают чистыми тряпками и лудят.
Перезаливка вкладышей может проводиться двумя способами: статическим или динамическим (центробежным). Центробежный способ более предпочтителен, так как антифрикционный слой имеет плотную структуру и прочное сцепление со стенками вкладыша, расход материала сокращается на 8—10%. Отработавший антифрикционный слой выплавляют (полученный от расплавления баббит сохраняют для очистки, восстановления и повторного использования).
Для заливки подшипников, работающих при высоких удельных давлениях и окружных скоростях валов более 5 м/с применяют баббит Б83 с большим содержанием олова, повышенным содержанием меди и не содержащий свинца. Для прочих подшипников применяют более дешевые баббиты Б16 и БН или алюминиевый сплав алькусин Д.
Вкладыш перед заливкой баббита очищают, протравливают в течение 3 мин в 15 %-ном растворе соляной или серной кислоты и непосредственно перед заливкой облуживают. Баббит для заливки расплавляют в металлических тиглях. Поверхность расплава очищают от шлака и защищают от окисления слоем древесного угля. Баббит Б83 следует заливать при температуре 400 °С, а Б16 — при температуре 450 °С. При этих температурах поверхность баббита будет иметь ровный серебристый цвет. Перегрев баббита, как и его недогрев, снижает надежность соединения сплава с поверхностью подшипника и ухудшает механические качества слоя баббита. Перед заливкой температура вкладыша должна быть 200-260 °С. Нагретый баббит перемешивают раскаленным стальным стержнем.
При ручной заливке вкладыши устанавливают на поддон, зажатый в тисках, и строго по центру вставляют в них стержень из сухого дерева или куска стальной трубы соответствующего диаметра с учетом усадки баббита (0,5 —0,7%) и припуска на механическую обработку (5 — 6 мм). Стержень центрируют полосками нелуженой стали, вставленными в стык вкладышей, и стягивают вкладыши хомутом посредством болтов с барашками. При заливке следят за равномерностью струи. Ковш с расплавленным баббитом держат как можно ближе к вкладышам, чтобы избежать быстрого охлаждения струи баббита. Этот способ заливки применяют при небольших количествах заливок.
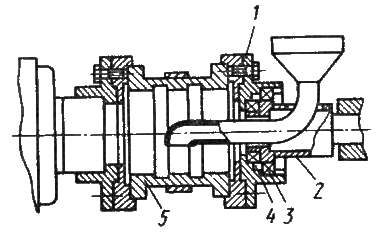
Рис. 112. Приспособление для центробежной заливки подшипников скольжения:
1 — вращающаяся крышка; 2 — неподвижная оправка; 3 — радиальный подшипник; 4 — упорный подшипник; 5 — вкладыш.
Центробежную заливку осуществляют в приспособлении (рис. 112), вращающемся в планшайбе, навернутой на шпиндель токарного станка. Вкладыш 5 скрепляют надежным хомутом, устанавливают в сменные переходные фланцы и зажимают между планшайбой и вращающейся крышкой 1. Крышка вращается на радиальных 3 и упорных 4 подшипниках, установленных на неподвижной полой оправке 2, укрепленной в задней бабке станка. Заливку ведут через воронку с направляющим патрубком, введенным внутрь вкладыша через полость оправки.
Во время заливки вкладыш подогревают газовой горелкой. После заливки приспособление продолжают вращать до полного затвердевания антифрикционного слоя, но не менее 5 мин.
В это время прекращают подогрев и обдувают вкладыш снаружи для охлаждения сжатым воздухом. Радиальные и осевые припуски при центробежной заливке составляют 2 — 4 мм.
После заливки неразъемные вкладыши подвергают механической обработке в следующем порядке: прорезают окна под смазочные кольца, растачивают вкладыши с припуском на пришабривание 0,03 — 0,05 мм на сторону, прорезают маслораспределительные и маслосборные канавки, просверливают сточные отверстия, пришабривают поверхность к валу.
Разъемные вкладыши фрезеруют или прострагивают и пришабривают в плоскости разъема. После этого половины вкладыша надежно скрепляют между собой и обрабатывают как и неразъемные.
Подшипники пришабривают в следующем порядке: сначала — нижний вкладыш, затем — верхний. Поскольку верхний вкладыш не несет нагрузки, для него достаточно одной точки касания на 1 см².
Подшипники качения восстановительному ремонту не подлежат. Изношенные или поврежденные подшипники заменяют новыми того же каталожного номера. В случае замены поврежденного подшипника необходимо установить причину выхода его из строя. Наряду с анализом дефектов самого подшипника в этом случае следует уделить внимание изучению косвенных причин. Такими причинами могут быть несоблюдение правил монтажа (например, слишком слабые или слишком тугие посадки, перекосы), нарушения правил технической эксплуатации (например, несвоевременная или неправильная замена смазки, плохая защита от проникновения пыли, несбалансированность ротора, одностороннее магнитное притяжение, износ посадочных поверхностей вала и подшипникового щита и др.).
Источник
