- Композитный ремонт — Composite repair
- СОДЕРЖАНИЕ
- Интересующие композитные конструкции
- Типичные повреждения композитных конструкций
- Схема ремонта
- Типовой ремонт композитных материалов
- СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА Российский патент 2020 года по МПК B29C73/10
- Описание патента на изобретение RU2723868C1
- Похожие патенты RU2723868C1
- Иллюстрации к изобретению RU 2 723 868 C1
- Реферат патента 2020 года СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА
- Формула изобретения RU 2 723 868 C1
Композитный ремонт — Composite repair
Композитный ремонт . Композитные материалы используются в широком спектре приложений на рынках аэрокосмического , морского , автомобильного , наземного транспорта и спортивного оборудования . Повреждения композитных компонентов не всегда видны невооруженным глазом, и степень повреждения структурных компонентов лучше всего определить с помощью подходящих методов неразрушающего контроля (NDT) . Концепция композитного ремонта композитных или металлических конструкций проста. Связанный ремонт снижает напряжения в поврежденной области и предотвращает раскрытие трещин и, следовательно, их рост.
СОДЕРЖАНИЕ
Интересующие композитные конструкции

Представляющие интерес композитные структуры в основном представляют собой компоненты, состоящие из слоистых слоев или многослойных структур, как показано на Рисунке 1. Слоистые структуры собираются таким образом, что ориентация волокон обеспечивает большинство желаемых механических свойств, а матрица в значительной степени определяет экологические характеристики. В многослойных структурах тонкие и высокопрочные оболочки разделяются легкими сотовыми заполнителями и соединяются с ними; чем толще сердцевина, тем жестче панель с минимальным увеличением веса.
Типичные повреждения композитных конструкций
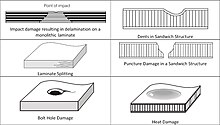
Наиболее серьезное повреждение композитов, армированных волокном, происходит в результате столкновений. Низкая скорость и высокая скорость удар могут привести к значительному повреждению различных моделей для данной конфигурации составной. В металлах энергия удара будет рассеиваются через упругие и пластические деформации и до сих пор структура сохраняет хороший запас структурной целостности . Однако в композитных материалах, армированных волокном, повреждения обычно более обширны, чем видимые на поверхности. Некоторые типичные случаи повреждения композитных конструкций показаны на рисунке 2.
В монолитных ламинатах лежащие в основе повреждения могут распространяться в гораздо большей степени, чем едва заметные следы на их поверхности. Другой вид повреждений — раскалывание ламината. Здесь повреждение не распространяется на всю длину детали. Влияние на механические характеристики зависит от длины разъема относительно толщины компонента.
В многослойных конструкциях удар приводит к образованию вмятин различного размера, и, в зависимости от уровней энергии, повреждения от проколов не являются чем-то необычным. В этом случае могут быть повреждены обе оболочки. Другие распространенные типы повреждений включают тепловое повреждение и повреждение отверстия под болт. Тепловое повреждение вызвано воздействием высокой температуры, которое вызывает локальное разрушение с отделением поверхностных слоев. Повреждение отверстия под болт вызывается опорными напряжениями на контактных поверхностях композитной конструкции с болтом или заклепкой, используемыми для соединения. Это может привести к удлинению отверстия, вызывая раскалывание ламината или повреждение верхних слоев. В любом случае влияние на механические характеристики зависит от толщины поврежденной детали.
Дальнейшие последствия, помимо первоначального повреждения от удара, возникают из-за воздействия на поврежденную область влаги и других факторов разложения, таких как химические вещества , смазочные материалы , топливо , гидравлические жидкости и т. Д. Наличие таких сред может привести к дальнейшему ухудшению механических характеристик. .
Схема ремонта
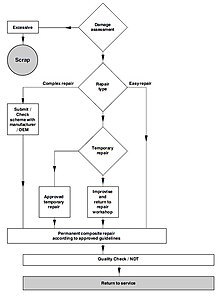
При выполнении композитного ремонта необходимо соблюдать определенные действия. На рисунке 3 представлена типичная блок-схема композитного ремонта .
Первым шагом в процедуре должна стать тщательная оценка ущерба. Некоторые повреждения композитов очевидны и легко оцениваются, но во многих случаях повреждения могут сначала показаться довольно небольшими, хотя реальный ущерб намного больше. Повреждение волокна при ударе может проявляться в виде небольшой вмятины на армированной композитной поверхности, но лежащие в основе повреждения могут быть гораздо более обширными. Решение о ремонте или сдаче в лом определяется с учетом объема ремонта, необходимого для замены исходных структурных характеристик композитного материала. Другими соображениями являются стоимость ремонта, расположение и доступность повреждения, а также наличие подходящих материалов для ремонта.
Первоначальная оценка определит тип ремонта, который необходимо выполнить. Легкий ремонт обычно небольшой или не влияет на структурную целостность компонента. Этот ремонт производится в соответствии с простыми инструкциями, указанными для ламината или сэндвич-панелей. Сложный ремонт необходим, когда повреждение является значительным и требует замены структурных характеристик компонента. Лучшим выбором материалов будет использование оригинальных волокон, тканей и матричной смолы . Любая альтернатива потребует тщательного рассмотрения условий эксплуатации отремонтированного композита, т. Е. Горячих, влажных и механических характеристик. Предлагаемая схема ремонта должна соответствовать всем первоначальным проектным требованиям к конструкции.
Для некоторых ремонтов требуется специальное оборудование мастерской, а для возврата компонента в подходящую ремонтную мастерскую требуется некоторый вид импровизированного ремонта. Временный ремонт, обычно в виде заплатки, может быть закреплен на компоненте для обеспечения безопасности до тех пор, пока компонент не будет отремонтирован позже. Для постоянного ремонта следует соблюдать все утвержденные общие правила ремонта ламината и сэндвич-панелей. Эти ремонтные операции должны проводиться в контролируемых зонах мастерских для обеспечения высокого качества. Работа в контролируемой среде и внимание к деталям обеспечат успех.
Перед возвратом в эксплуатацию всегда требуется проверка качества. Для всестороннего контроля отремонтированных деталей можно использовать ряд неразрушающих испытаний (NDT) . Особое внимание следует уделять качеству отремонтированного участка и, в частности, границе между исходной деталью и отремонтированным участком. Обычные методы контроля включают в себя некоторые формы ультразвукового или рентгеновского контроля.
Типовой ремонт композитных материалов
Типичный композитный ремонт обычно начинается после обнаружения повреждений невооруженным глазом или различными другими методами неразрушающего контроля. После оценки степени повреждения зона повреждения готовится к ремонту. Это делается путем удаления композитного материала вокруг зоны повреждения 1. Известно, что используются три метода, которые немного отличаются в зависимости от природы композитного материала, как показано на рисунке 4.

Когда применяется композитный ремонт, правильная обработка поверхности имеет важное значение для успешного результата. Вышеупомянутый ремонт может занять много времени и часто требует высоких навыков и опыта. Вот почему текущие разработки, как правило, направлены на автоматизацию этого процесса либо с помощью усовершенствованного механического фрезерования, либо с помощью альтернативных технологий, таких как лазеры с наносекундными импульсами 2–3. После того, как зона повреждения полностью выкопана, поверхности очищаются и подготавливаются к окончательному ремонту заплатами. Это можно сделать путем плазменного сжигания поверхностных загрязнений, обнажения волокон путем удаления материала матрицы с помощью лазерного излучения или улучшения смачиваемости поверхности клеев за счет фотохимических реакций, вызванных УФ- лазерным светом 4.
При обычном ремонте пластырь накладывается в вакууме и при температуре, достаточной для отверждения клея . Для этих целей можно использовать переносное устройство горячего склеивания для ремонта в полевых условиях. Для более сложного и качественного ремонта следует использовать автоклав . Блок горячего склеивания показан на рисунке 5.

В любом случае установка вакуумного мешка — необходимый шаг для качественного ремонта. Обработка вакуумных пакетов подходит для компонентов с тонкими сечениями и крупными многослойными структурами. Техника вакуумного мешка включает в себя размещение и запечатывание гибкого мешка поверх сложенного композитного материала и удаление всего воздуха из-под мешка, как схематично показано на рисунке 6.

Удаление воздуха заставляет мешок опускаться на укладку с давлением уплотнения 1 атмосфера (1 бар). Готовая сборка с еще приложенным вакуумом нагревается до желаемой температуры для отверждения . Этого можно добиться, используя нагревательный мат или поместив узел в духовку с хорошей циркуляцией воздуха. Для более толстых секций и высококачественного склеивания следует использовать автоклав с регулируемой температурой и дополнительным избыточным давлением .
Наиболее важными техническими проблемами в реализации успешного ремонта композитной заплатой являются: (a) надлежащий дизайн ремонтной заплатки и процедуры, которые будут соблюдаться, (b) выбор наиболее подходящих материалов и инструментов для применения, (c ) тщательная подготовка поверхности, (d) выполнение ремонта композитной заплатой и осторожное применение цикла отверждения, (e) неразрушающая оценка ремонта с использованием подходящей методологии и, (f) мониторинг структурной целостности ремонта либо на определенные временные интервалы либо непрерывно.
Источник
СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА Российский патент 2020 года по МПК B29C73/10
Описание патента на изобретение RU2723868C1
Изобретение относится к технологии ремонта полимерных конструкций, преимущественно листов большой толщины или монолитных панелей из полимерных композиционных материалов с односторонним подходом, например, панелей крыла самолета. В способе ремонта монолитных конструкций определяют границы зоны повреждения и сквозного выреза, вырезают поврежденную зону с образованием сквозного отверстия, а затем вдоль контура сквозного отверстия вырезают ступенчатое углубление, предназначенное для формования базового слоя заплаты, обеспечивающего герметичность донной части дефектной зоны, состоящего из двух слоев ткани, пропитанной клеем и клеевой линзы между ними, выполненной из смеси клея и отдельных волокон ткани. Из первого слоя ткани формируют основу герметичного слоя донной части повреждения, поверх которой выкладывается слой заплаты, для выравнивания которого между слоями ткани укладывается клеевая линза из жидкой смеси клея и отдельных волокон ткани, кривизна линзы определяется «по месту». После отверждения базового слоя заплаты выполняется вышлифовывание конического углубления, в котором собирается заплата, выполняемая из отдельных слоев препрега, отверждаемая под действием вакуумного давления. Реализация заявленного способа ремонта монолитных панелей из полимерных композиционных материалов позволяет производить ремонт дефектов любых размеров с высокой эффективностью в условиях эксплуатирующих организаций, в том числе без демонтажа агрегатов с самолета.
Изобретение относится к технологии ремонта монолитных панелей из полимерных композиционных материалов, преимущественно толстостенных листов или монолитных панелей с односторонним подходом, например, панелей крыла самолетов.
Известен способ ремонта монолитных панелей из полимерных материалов с односторонним подходом к зоне повреждения, предлагаемый специалистами одного из известных разработчиков самолетов.
В соответствии с этим способом ремонта вокруг дефекта (сквозного отверстия) вырезается коническое овальное углубление, в котором наибольший диаметр овального сквозного отверстия должен быть больше, чем наименьший диаметр ремонтной заплаты. Затем опорный слой ремонтной заплаты вместе с пружинящей стальной пластиной укрепляется на временном крепежном приспособлении, края пружинящей пластины приподнимаются и на поверхность опорного слоя заплаты со стороны его контакта с внутренней поверхностью ремонтируемой панели наносится клей, затем опорный слой заплаты, смазанный клеем, через овальное отверстие устанавливается с обратной (недоступной) стороны панели, где поворачивается на  оборота и прижимается к недоступной поверхности ремонтируемой панели с помощью пружинящей стальной пластины, которая и обеспечивает технологическое давление, необходимое для приклеивания изнутри монолитной панели опорного слоя заплаты. По-видимому, вследствие проблемы с герметичностью опорного слоя заплаты из-за отверстия для крепежного приспособления, процесс формования заплаты после приклеивания опорного слоя заплаты проводится в 3 этапа, первый из которых должен обеспечить герметичность донной части повреждения. Указанный способ ремонта имеет ряд существенных недостатков, в том числе: 1) состояние внутренней поверхности панели, недоступной для внешнего наблюдателя, к которой предполагается приклеивать опорный слой заплаты, неизвестно, и, соответственно, без специальной подготовки этой поверхности склеивание может не произойти; 2) при указанном способе установки опорного слоя возможно неправильное распределение клея на склеиваемой поверхности опорного слоям, что может существенно ухудшить характеристики клеевого соединения; 3) угол конуса углубления, вышлифовываемого для выкладки слоев заплаты, составляет в реальности около 1,5°, что обуславливает очень низкую эффективность от использования пружинящей прижимной пластины (деформация пружинящей пластины и, соответственно, величина давления на поверхность скоса минимальны); 4) трудоемкость предлагаемого способа ремонта очень высока вследствие тройного цикла формования заплаты.
оборота и прижимается к недоступной поверхности ремонтируемой панели с помощью пружинящей стальной пластины, которая и обеспечивает технологическое давление, необходимое для приклеивания изнутри монолитной панели опорного слоя заплаты. По-видимому, вследствие проблемы с герметичностью опорного слоя заплаты из-за отверстия для крепежного приспособления, процесс формования заплаты после приклеивания опорного слоя заплаты проводится в 3 этапа, первый из которых должен обеспечить герметичность донной части повреждения. Указанный способ ремонта имеет ряд существенных недостатков, в том числе: 1) состояние внутренней поверхности панели, недоступной для внешнего наблюдателя, к которой предполагается приклеивать опорный слой заплаты, неизвестно, и, соответственно, без специальной подготовки этой поверхности склеивание может не произойти; 2) при указанном способе установки опорного слоя возможно неправильное распределение клея на склеиваемой поверхности опорного слоям, что может существенно ухудшить характеристики клеевого соединения; 3) угол конуса углубления, вышлифовываемого для выкладки слоев заплаты, составляет в реальности около 1,5°, что обуславливает очень низкую эффективность от использования пружинящей прижимной пластины (деформация пружинящей пластины и, соответственно, величина давления на поверхность скоса минимальны); 4) трудоемкость предлагаемого способа ремонта очень высока вследствие тройного цикла формования заплаты.
Известен способ ремонта монолитных панелей из полимерных материалов с односторонним подходом к зоне повреждения (патент РФ №2176954 кл. В 29 С 73/10, 73/26).
В соответствии с этим способом определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия, изготавливают накладку из последовательно наложенных друг на друга слоев клеевого препрега, при этом каждый последующий слой меньше предыдущего на величину нахлеста, а среднюю часть накладки, располагаемую в сквозном отверстии, предварительно отверждают путем нагрева и сжатия посредством тарированной струбцины вне ремонтной зоны, а при вклеивании накладки в зону повреждения ее укладывают минимальными слоями вниз, при этом края накладки, оставшиеся неотвержденными, выступающие за контур сквозного отверстия, укладывают на поверхность скоса отверстия зоны повреждения. Ремонт конструкции из композиционного материала описанным способом может осуществляться преимущественно под действием избыточного давления на ограниченном участке композитной панели, что может привести к ее механическому повреждению, кроме того, затруднен необходимостью надежной фиксации приспособления, обеспечивающего избыточное давление, на больших панелях, например, кессонах крыла самолета.
Технический результат настоящего изобретения состоит в том, чтобы избежать недостатков, упомянутых выше, и создать такую технологию, которая при относительной простоте реализации обеспечивала бы эффективный ремонт дефектов любых размеров на панелях из полимерных материалов большой толщины с использованием известных и широко применяемых технологических приемов, оборудования и оснастки.
Технический результат достигается за счет того, что в способе ремонта монолитных конструкций определяют границы повреждения и сквозного выреза, а также контур кругового несквозного ступенчатого углубления по краю сквозного выреза для последующего формования в несквозном ступенчатом углублении и в сквозном отверстии базового слоя заплаты, обеспечивающего герметичность донной части дефекта, состоящего из двух слоев ткани, пропитанной клеем и клеевой линзы между ними, выполненной из смеси клея и отдельных волокон ткани, причем из внешнего слоя ткани формируется основа герметичного слоя донной части повреждения, а второй слой ткани является основой для последующей выкладки компенсирующей ремонтной заплаты в коническом углублении, выполняемом в поврежденном участке обшивки.
Более подробно ремонт повреждения показан на чертежах, где:
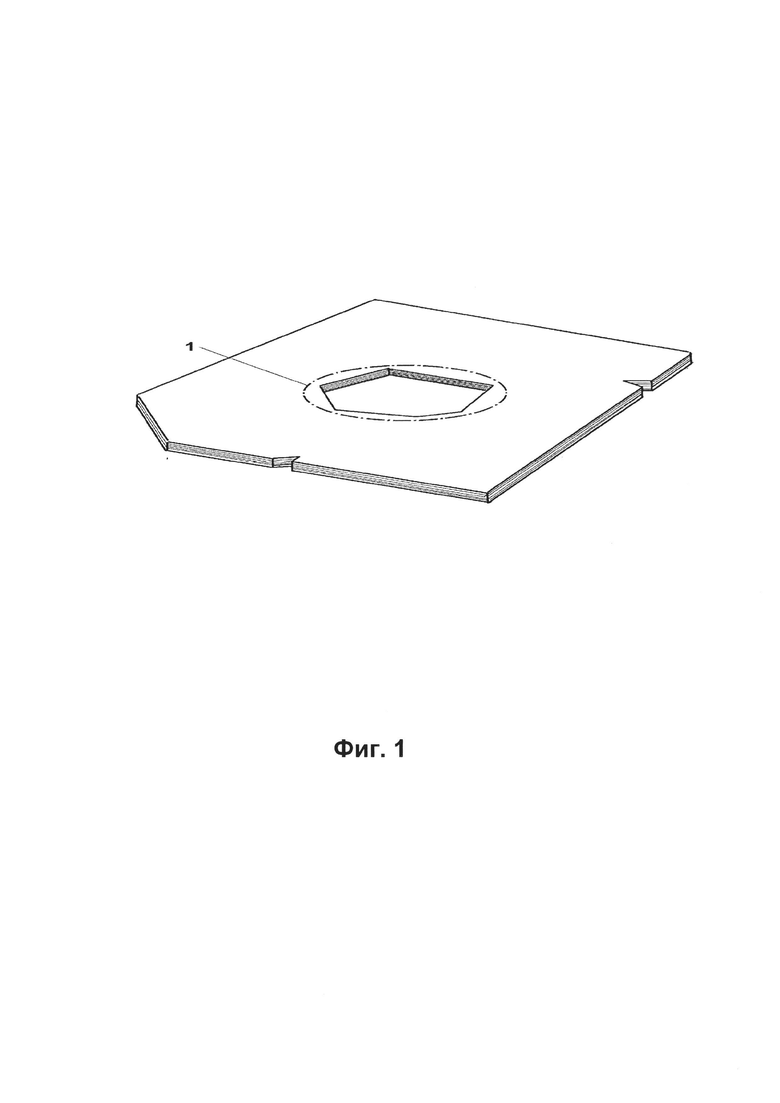
на фиг. 1 показан дефект и контур вырезки сквозного отверстия;
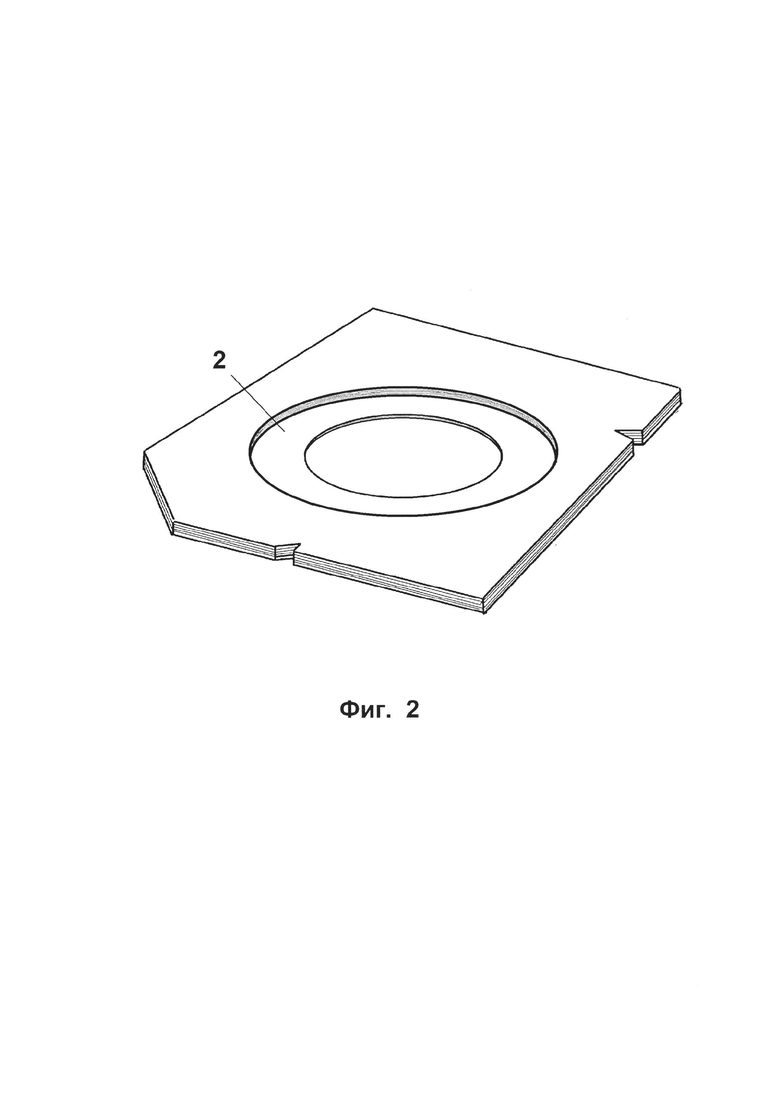
на фиг. 2 показано образование по периметру сквозного выреза ступенчатого углубления; выкладка в зоне повреждения слоя ткани,
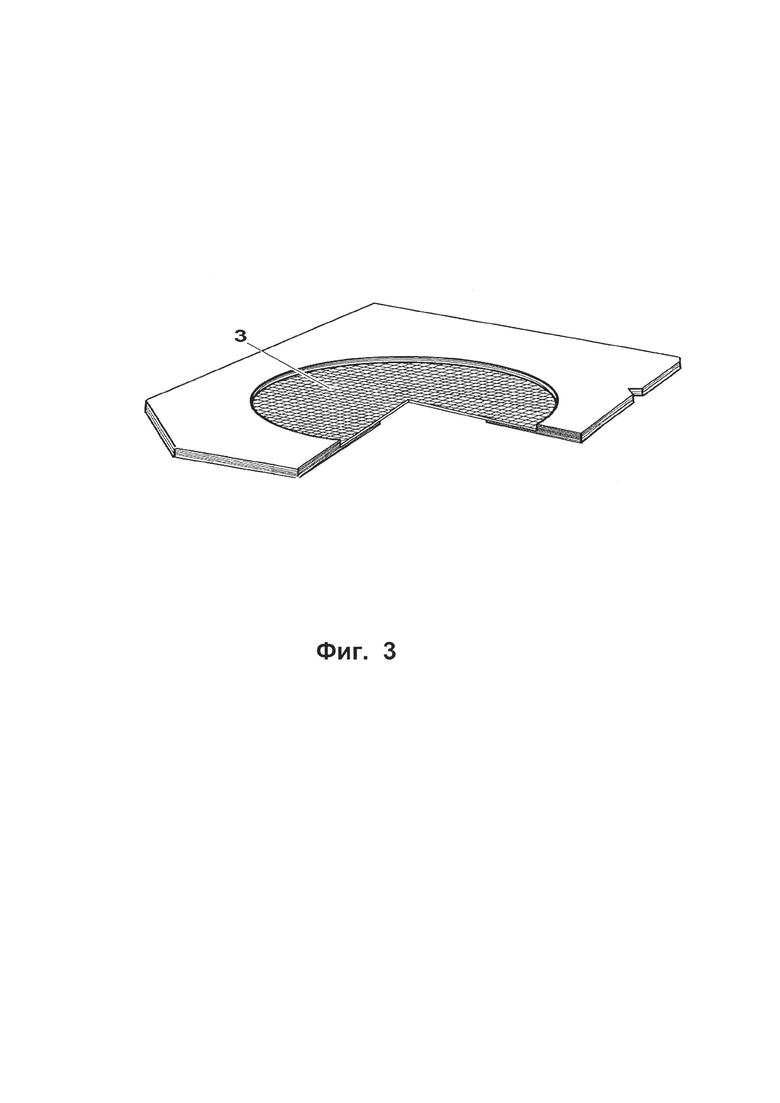
на фиг. 3 показана выкладка в ступенчатом углублении первой части базового слоя, а именно слоя ткани, являющегося основой герметичного слоя донной части повреждения;
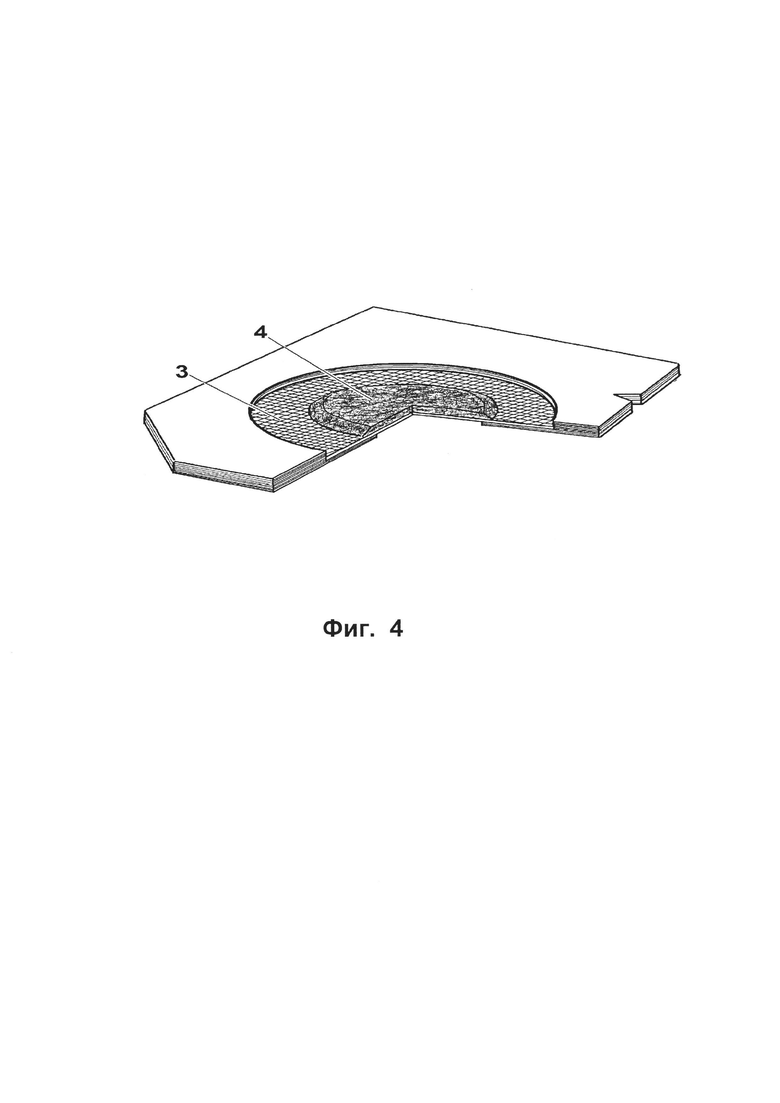
на фиг. 4 показано размещение на слое ткани, являющемся основой герметичного слоя донной части повреждения, клеевой линзы из смеси клея и рубленого волокна;
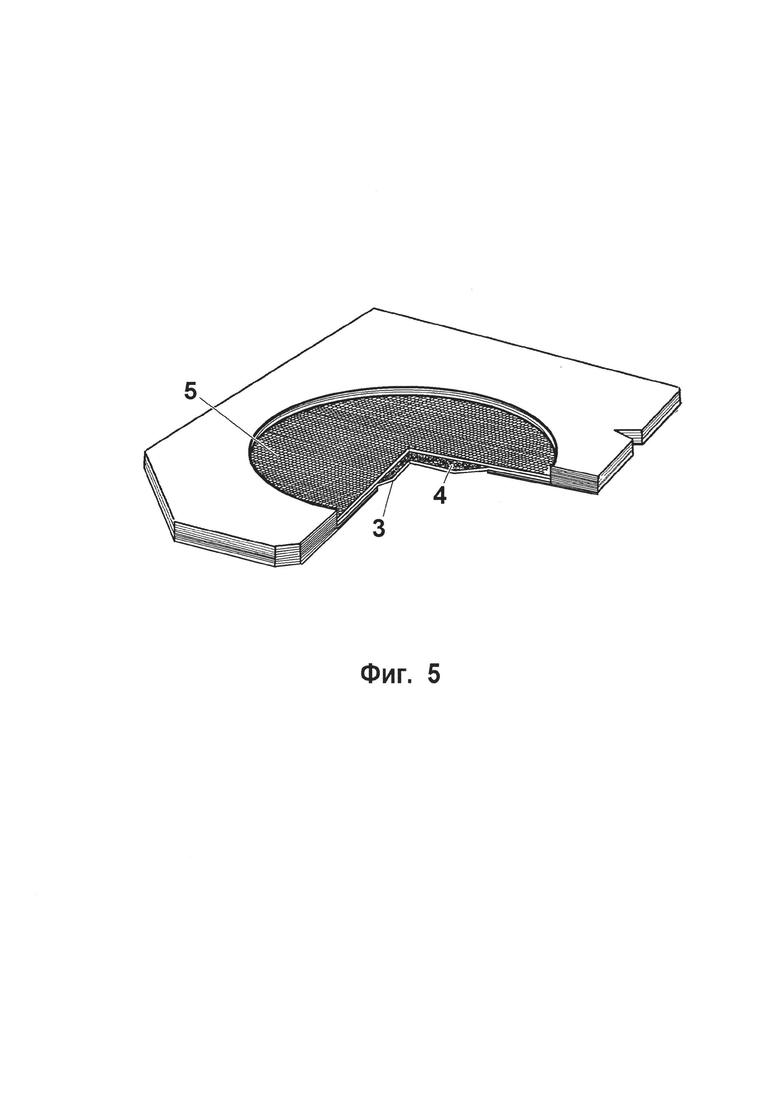
на фиг. 5 показано размещение на слое ткани, являющемся основой герметичного слоя донной части повреждения и клеевой линзе из смеси клея и волокна из ткани второго слоя ткани, пропитанной клеем, являющегося второй частью базового слоя заплаты;
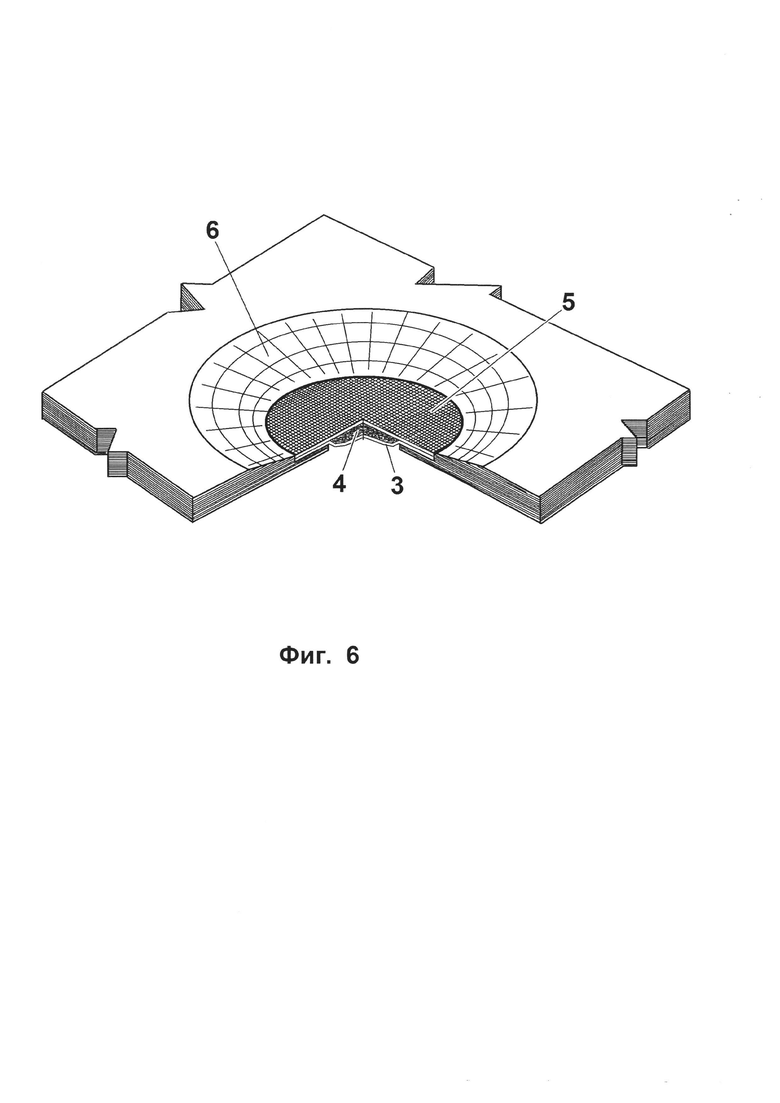
на фиг. 6 показано расположение в зоне повреждения конического углубления, выполняемого после отверждения базового слоя для сборки-выкладки слоев компенсирующей заплаты;
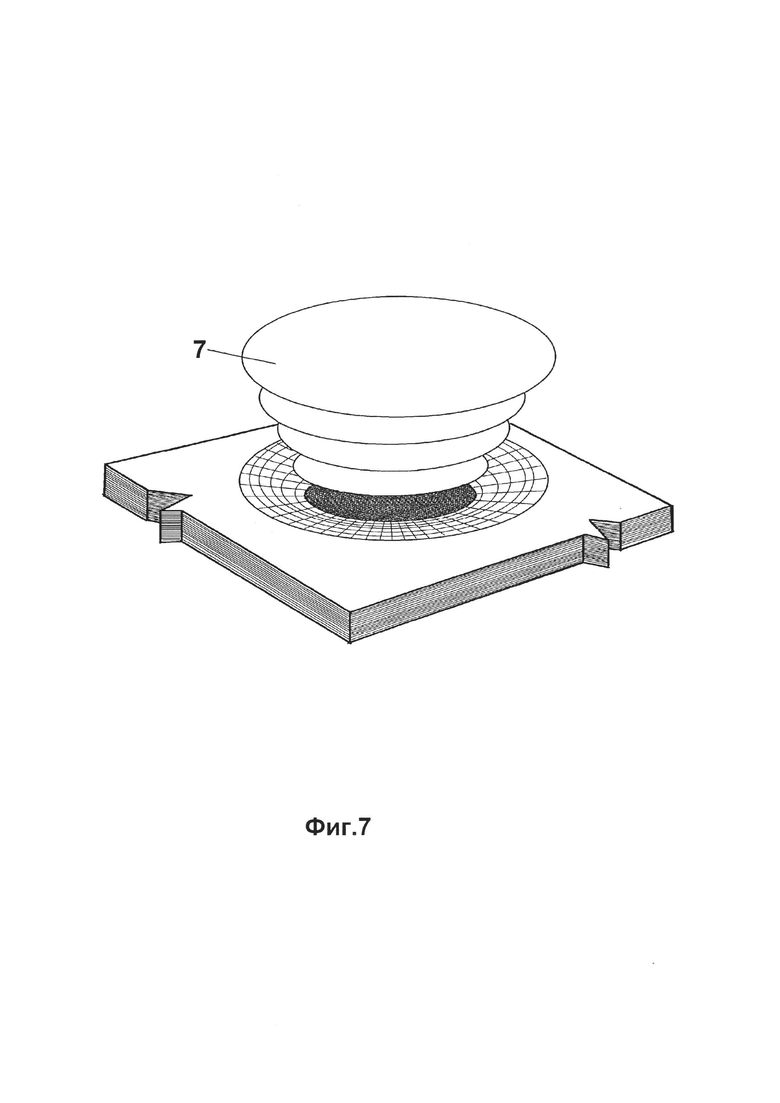
на фиг. 7 показано расположение слоев заплаты в коническом углублении в зоне повреждения;
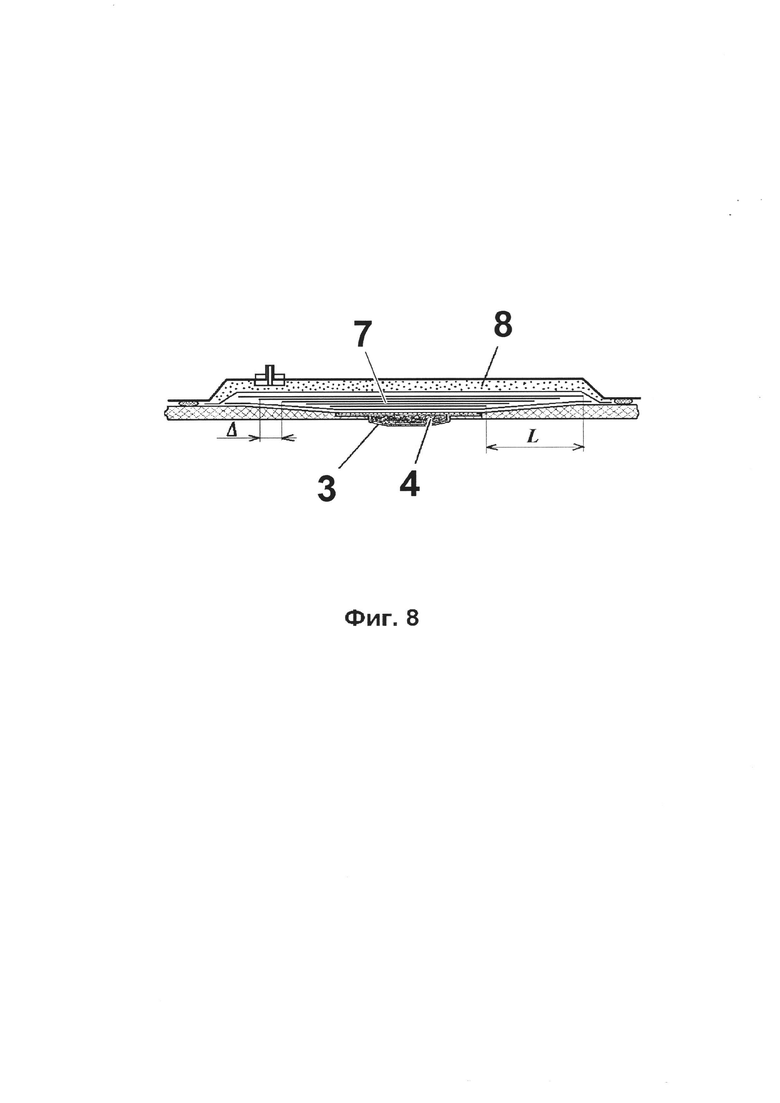
на фиг. 8 показан процесс отверждения слоев заплаты под действием вакуумного давления и нагрева (при необходимости) в вакуумном мешке.
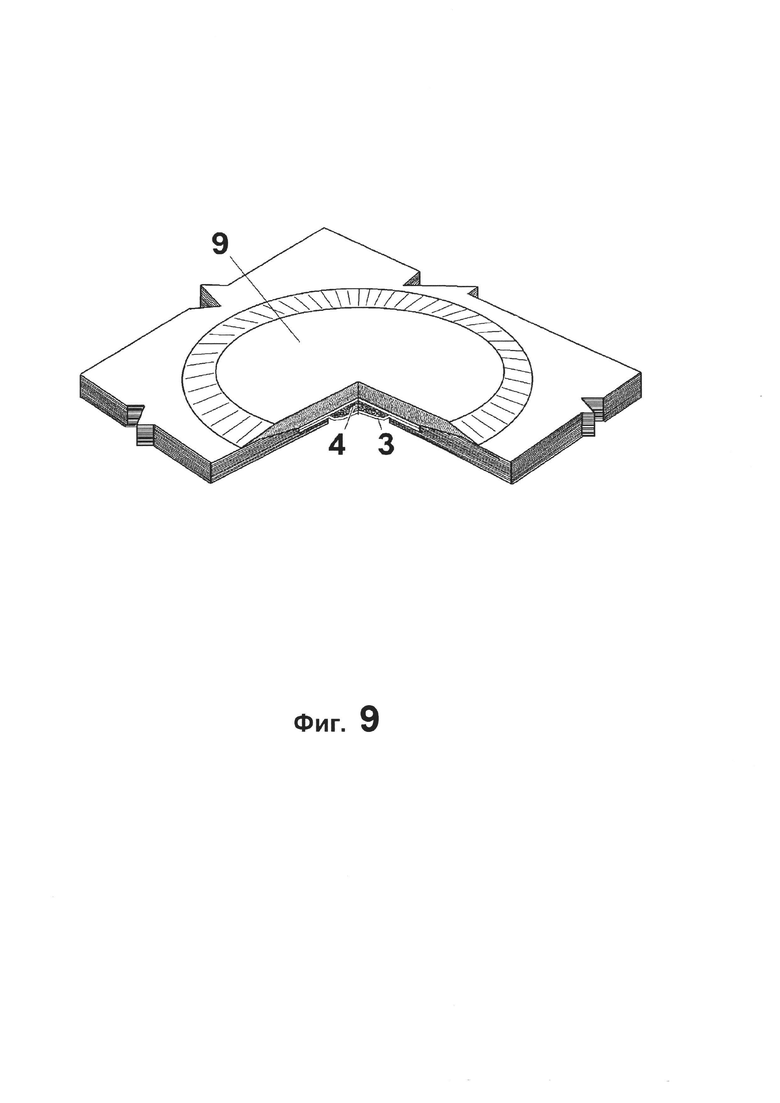
На фиг. 9 показана ремонтная заплата в окончательном виде, отформованная под вакуумным мешком.
Способ заключается в следующем.
Определяют границы 1 повреждения (фиг. 1), после чего в поврежденной зоне вырезают сквозное отверстие по намеченному контуру 1 (фиг. 2) с образованием вокруг отверстия ступенчатого углубления 2. По контуру ступенчатого углубления 2 (фиг. 3) укладывают слой ткани 3, пропитанный клеем, в средней части слоя 3 (фиг. 4) помещают клеевую линзу 4, поверх которой укладывают и выравнивают слой 5 (фиг. 5) компенсирующей заплаты, также пропитанный клеем. После отверждения клея, которым пропитаны слои ткани, составляющие базовый слой, вокруг ступенчатого углубления 2 вышлифовывают коническую поверхность 6 (фиг. 6) для сборки слоев 7 (фиг. 7), которые в последующем отверждают под вакуумным мешком 8 (фиг. 8) с целью получения компенсирующей заплаты 9 (фиг. 9).
Количество слоев n компенсирующей заплаты определяется соотношением
где Нn — толщина композитной панели в зоне повреждения;
δм — толщина монослоя заплаты без учета клея.
Величина нахлеста слоев заплаты Δ определяется соотношением
где L — длина скоса конической выемки в зоне повреждения. Слои заплаты в коническую выемку выкладываются от меньшего к большему либо, при сборке заплаты вне зоны ремонта, слои заплаты выкладываются на разделительной пленке в обратном порядке от большего слоя к меньшему с учетом обеспечения заданной величины нахлеста Δ между слоями, после чего собранная заплата переворачивается и помещается в коническое углубление в зоне повреждения.
Реализация заявленного способа позволяет производить ремонт дефектов любых размеров с высокой эффективностью.
Предлагаемый способ ремонта изделий из полимерных материалов позволяет без демонтажа и вывода из строя объекта проводить ремонт с использованием известных, практически опробованных, технологических методов и средств. Способ обеспечивает сохранение эксплуатационных свойств монолитных конструкций и оптимальные прочностные характеристики отремонтированного участка поверхности изделия.
Похожие патенты RU2723868C1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 2000 |
| RU2181083C2 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
| RU2176954C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ РЕМОНТА ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1995 |
| RU2089393C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
| RU2740214C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
| RU2039655C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
| RU2720312C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
| RU2619954C1 |
| СПОСОБ РЕМОНТА МАГНИТОПРОВОДНОЙ ОБОЛОЧКИ | 2011 |
| RU2499945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
| RU2669499C1 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
| RU2694352C1 |
Иллюстрации к изобретению RU 2 723 868 C1
Реферат патента 2020 года СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОДНОСТОРОННИМ ДОСТУПОМ К ЗОНЕ РЕМОНТА
Изобретение относится к технологии ремонта изделий из полимерных композиционных материалов. Техническим результатом является обеспечение возможности ремонта указанных изделий из полимерных материалов без их демонтажа. Технический результат достигается способом ремонта монолитных изделий из полимерных композиционных материалов, при котором определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия. Причем при подготовке зоны ремонта к установке слоев заплаты по краю сквозного отверстия выполняют ступенчатое углубление. По контуру ступенчатого углубления укладывают базовый слой, состоящий из ткани, пропитанной клеем, обеспечивающей герметичность донной части повреждения. В средней части ткани помещают клеевую линзу, выполненную из смеси клея и отдельных волокон ткани, и ткани, пропитанной клеем, представляющей собой первый слой компенсирующей заплаты, уложенной поверх клеевой линзы, с помощью которой выравнивают поверхность слоя компенсирующей заплаты, для последующего, после отверждения базового слоя, вышлифовывания конического углубления, в котором выкладываются слои компенсирующей заплаты, отверждаемые под вакуумным мешком. 9 ил.
Формула изобретения RU 2 723 868 C1
Способ ремонта монолитных изделий из полимерных композиционных материалов, при котором определяют границы зоны повреждения, вырезают поврежденную зону с образованием сквозного отверстия, отличающийся тем, что при подготовке зоны ремонта к установке слоев заплаты по краю сквозного отверстия выполняют ступенчатое углубление, по контуру ступенчатого углубления укладывают базовый слой, состоящий из ткани, пропитанной клеем, обеспечивающей герметичность донной части повреждения, в средней части которой помещают клеевую линзу, выполненную из смеси клея и отдельных волокон ткани, и ткани, пропитанной клеем, представляющей собой первый слой компенсирующей заплаты, уложенной поверх клеевой линзы, с помощью которой выравнивают поверхность слоя компенсирующей заплаты, для последующего, после отверждения базового слоя, вышлифовывания конического углубления, в котором выкладываются слои компенсирующей заплаты, отверждаемые под вакуумным мешком.
Источник