Ремонт полумуфт теплотехнического оборудования
1. Организация и планирование ремонтов теплотехнического
1.1. Виды ремонтов и их планирование ……………………………… 8
1.2. Организация ремонтов теплотехнического оборудования ……. 11
1.3. Приемка оборудования после ремонта ………………………. 14
2. Ремонт котельных установок ……………………………..…………. 17
2.1. Подготовка и организация ремонта………………………….… 17
2.2. Оборудование, инструмент и средства механизации
2.2.1. Металлические леса и подъемные устройства…………. 20
2.2.2. Такелажные работы, машины, оборудование
2.3. Вывод котла в ремонт…………………………………………… 36
2.4. Ремонт элементов котлоагрегата……………………………….. 38
2.4.1. Повреждения трубной системы котла…………….……. 38
2.4.2. Замена поврежденных труб и змеевиков……………..… 40
2.4.3. Ремонт труб на месте установки………………………. 43
2.4.4. Ремонт вальцовочных соединений……………. ………. 47
2.4.5. Ремонт креплений труб и змеевиков……………………. 49
2.4.6. Повреждения и ремонт барабанов котлов низкого
и среднего давлений……………………………..………. 53
2.4.7. Ремонт барабанов котлов высокого давления…………. 56
2.4.8. Ремонт чугунных экономайзеров…………………….…. 60
2.4.9. Повреждения и ремонт трубчатых воздухо-
2.4.10. Ремонт горелок и форсунок……………………………. 64
2.5. Заключительные работы по ремонту котла……………………. 66
2.5.1. Подготовка котла к послеремонтным испытаниям……. 66
2.5.2. Гидравлическое испытание котла после ремонта……… 67
2.5.3. Опробование котла на паровую плотность…………….. 68
3. Ремонт вращающихся механизмов …………………….…………… 70
3.1. Ремонт сборочных единиц вращающихся механизмов……. 70
3.1.1. Ремонт прессовых соединений………………………….. 70
3.1.3. Ремонт зубчатых передач……………………. ………… 79
3.1.4. Ремонт червячных передач……………..……………….. 80
3.1.5. Ремонт подшипников скольжения………………..…….. 82
3.1.6. Ремонт подшипников качения………………………..…. 89
3.2. Ремонт дымососов и вентиляторов…………………………….. 99
3.3. Ремонт оборудования пылеприготовления………………..…. 106
3.3.1. Ремонт углеразмольных шаровых барабанных
3.3.2. Ремонт молотковых мельниц…………………………. 114
3.3.3. Ремонт питателей топлива………………….………….. 118
3.3.4. Ремонт питателей пыли……………………. …………. 122
3.3.5. Ремонт сепараторов и циклонов…………..…………… 125
4. Ремонт тепловых сетей и теплопотребляющего оборудования .. 139
4.1. Повреждения тепловых сетей…………………………….…… 139
4.2. Виды ремонтов тепловых сетей…………………………….…. 142
4.2.1. Т екущий ремонт тепловых сетей……………………… 146
4.2.2. Капитальный ремонт тепловых сетей……………….… 147
4.2.3. Планирование ремонта…………………………………. 150
4.2.4. Ремонтная документация………………………………. 151
4.3. Организация ремонта тепловых сетей………….……………. 156
4.3.1. Особенности производства работ при ремонте теп-
4.3.2. Организация труда……………………………………. 158
4.4. Работы, выполняемые при ремонте тепловых сетей………… 160
4.4.2. Сварочно-монтажные работы………………………….. 171
4.4.3. Монтажные работы при замене трубопроводов
4.4.4. Испытание и промывка теплопроводов……………….. 200
4.4. Сдача и приемка в эксплуатацию тепловых сетей……. …… 203
4.5. Ремонт тепловых пунктов………………………………….….. 208
4.5.1. Текущий ремонт теплового пункта……………………. 208
4.5.2. Капитальный ремонт теплового пункта…………….… 214
4.6. Правила техники безопасности при ремонте тепловых
сетей и теплопотребляющего оборудовании……………..…. 231
Библиографический список…………………………….………………. 239
БИБЛИОГРАФИЧЕСКИЙ СПИСОК (Ремонт теплотехнического оборудования и тепловых сетей)
1. Баранов П. А. Эксплуатация и ремонт паровых и водогрейных котлов. – М.: Энергоатомиздат, 1986 . – 264 с.
2. Капелович Б.Э., Логинов И.Г. Эксплуатация и ремонт паротурбинных установок: учебник для энерг. и энергостроит. техникумов – М.: Энергоатомиздат, 1988 . – 174 с.
3. Эстеркин Р. И. Эксплуатация, ремонт, наладка и испытания теплотехнического оборудования: учебник для техникумов. – 3-е изд., перераб. и доп. – СПб.: Энергоатомиздат, 1991 . – 304 с.
4. Шумов В. В. Аварийно-восстановительные работы на трубопроводах тепловых сетей. – СПб.: Энергоатомиздат, 1992. – 136с.
5. Цешковский А.А. Специализированный ремонт котельных агрегатов: Учеб. пособие для повышения квалификации. – М.: Высш. школа, 1970. – 224 с.
6. Изготовление и ремонт объектов котлонадзора: Справочник / П.А. Антикайн, А.К. Зыков, Б.В. Зверьков. – М.: Металлургия, 1988. – 624 с.
7. Наладка и эксплуатация водяных тепловых сетей: Справочник / В. И. Манюк, Я. И. Каплинский, Э. Б. Хиж и др. – 3-е изд., перераб. и доп. – М.: Стройиздат, 1988 . – 432 с.
8. Справочник строителя тепловых сетей / С. Е. Захаренко и др.; под общ. ред. С. Е. Захаренко. – Изд. 2-е, перераб. – М.: Энергоатомиздат, 1984. – 185 с.
9. СО 34.04.181-2003. Правила организации технического обслуживания и ремонта оборудования, зданий и сооружений электростанций и сетей. – М .: ОАО РАО «ЕЭС России», 2004. – 446 с.
10. ПБ 10 – 573 – 03. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды. – СПб.: ЦОТПБСП, 2003. – 106 с.
Источник
Ремонт полумуфт теплотехнического оборудования
Ремонт полумуфт теплотехнического оборудования
Муфты во вращающихся механизмах применяют для соединения валов электродвигателя с основным механизмом и передачи вращающего момента с одного вала на другой.
В механизмах котельных цехов чаще всего используют муфты с эластичным диском и пальцевые муфты. В современных мощных котельных установках применяют также дробевые муфты.
Муфты с эластичным диском и пальцевые муфты называются упругими, так как они допускают некоторый сдвиг валов и смягчают передачу вращения. Однако допускать неточную сборку и центровку валов, рассчитывая на упругие муфты, нельзя, поскольку при этом муфты подвергаются ускоренному износу и выходят из строя.
Муфты с эластичным диском (рис. 3.3) наиболее надежны в работе, просты в изготовлении и ремонте, обладают значительной компенсирующей способностью при расцентровке валов.

Рис. 3.3. Муфта с эластичным диском:
1 – полумуфта, 2, 6 – шайбы, 3 – палец, 4 – эластичное кольцо, 5 – шайба эластичного кольца, 7 – гайка, 8 – шплинт
Полумуфты 1 выполняют в виде звездочек с тремя углами, в которых расположены пальцы 3. Углы одной полумуфты сдвинуты по окружности относительно углов другой на 60°. Таким образом, для соединения полумуфт требуется шесть пальцев. Эластичные кольца 4 изготовляют из отработанных транспортерных лент или прорезиненных ремней, а для передачи небольших вращающих моментов – из листовой резины.
Пальцевые муфты (рис. 3.4) обеспечивают компенсацию небольших радиального и углового смещений валов за счет упругости кожаных или резиновых шайб, которые надеваются на пальцы. Вращение от одной полумуфты на другую передается пальцами. Эти муфты допускают осевые перемещения роторов и их взаимные смещения на некоторый угол по окружности, что сглаживает резкие изменения вращающего момента.

Рис. 3.4. Пальцевая муфта:
1 – полумуфты, 2 – палец, 3 – эластичная шайба, 4 – шайба, 5 – гайка
Дробевая муфта (рис. 3.5) состоит из двух неодинаковых полумуфт. Полумуфта 1 электродвигателя выполнена в виде ступицы с двумя дисками, между которыми в диаметрально противоположных местах приварены ребра 4. Полумуфта 3, надеваемая на вал основного механизма, имеет вид стакана и надвигается на полумуфту электродвигателя. Полумуфты не соединены между собой; между их деталями должны быть зазоры в радиальном направлении 0,5–1 мм, а в осевом – 2–3 мм. В полости полумуфты электродвигателя, образованные ребрами 4, через пробку 2 второй полумуфты засыпают дробь, нарубленную из углеродистой проволоки диаметром 5–6 мм. Длина кусочков 6–10 мм. В зависимости от размера муфты засыпают 4–6 кг дроби (равное количество во все полости).

Рис. 3.5. Дробевая муфта:
1, 3 – полумуфты приводимого механизма электродвигателя, 2 – пробка для засыпки дроби, 4 – ребра
При включении электродвигатель начинает вращаться на холостом ходу. По мере увеличения частоты вращения дробь центробежной силой отбрасывается к периферии и прижимается к внутренней поверхности стакана полумуфты приводимого механизма, обеспечивая плавную передачу вращающего момента. Количество дроби подбирается такое, чтобы время разгона приводимого ротора составляло 10–15 с.
Дробевые муфты устанавливают для привода крупных молотковых мельниц, а также центробежных и осевых дымососов.
Проверку состояния и ремонт полумуфт электродвигателей выполняет персонал котельного цеха, а снятие и установку – персонал электрического цеха. Рассмотрим ремонт пальцевых и дробевых муфт.
Для нормальной работы пальцевых муфт должны быть выдержаны следующие условия:
— отклонения индикатора при проверке биения посадочных мест валов под полумуфты не должны превышать 0,05 мм ;
— осевые и радиальные биения полумуфт на валах (по наружному диаметру) не должны превышать 0,2–0,3 мм;
— допуск посадки полумуфт на валы должен быть в пределах от +0,02 до –0,04 для машин и ± 0,05 мм для углеразмольных мельниц;
— боковые грани шпонки должны плотно входить в пазы вала и полумуфты, а между верхней гранью шпонки и пазом в полумуфте должен быть зазор 0,3–0,4 мм;
— смещение отверстий для пальцев по окружности и шагу должно быть не более ± 0,2 мм ;
— допуски в диаметре отверстий и диаметре пальцев должны быть не более ± 0,2 мм ;
— металлическая часть пальцев должна плотно (с легким натягом) входить в отверстие полумуфты, эластичная часть – с зазором 2–3 мм для обеспечения взаимного смещения полумуфты по окружности до 2 мм ;
— минимальный осевой зазор между полумуфтами должен быть в пределах 4–5 мм.
Ремонт полумуфт заключается в восстановлении всех размеров и допусков.
У неспокойно работающих механизмов снимают обе полумуфты, проверяют их на токарном станке и замеряют биение посадочных мест валов. Для этого обе полумуфты надевают на общую оправку и в центрах станка проверяют соосность по отверстиям для вала, по наружной поверхности и центровой окружности отверстий для пальцев. Совпадение отверстий для пальцев проверяют плотными пробками. В двух отверстиях пробки затягивают гайками, а третьей пробкой проверяют остальные отверстия. Несовпадающие или разбитые пальцами отверстия рассверливают и увеличивают диаметр пальцев.
Полумуфты с трещинами, неправильно расточенными посадочными отверстиями, разбитыми или перекошенными шпоночными канавками заменяют. Дефектные шпоночные канавки в отдельных случаях исправляют, увеличивая их размеры под установку ступенчатой шпонки.
Пальцы с искривлением и дефектами на металлической части заменяют. Эластичные шайбы заменяют, если они выработались более чем на 2 мм . При небольшом смятии эластичной части с одной стороны пальцы провертывают на 180°.
В дробевых муфтах чаще всего изнашивается дробь, которую легко заменить. Перед засыпкой в полости полумуфты дробь для обезжиривания прокаливают. Рабочие поверхности полумуфт при ремонте зачищают от заусенцев. Ремонт шпонок, шпоночных канавок и проверку соосности полумуфт выполняют так же, как и для пальцевых муфт. Изготовленные или отремонтированные с применением сварки полумуфты балансируют.
Источник
Ремонт полумуфт
Муфты во вращающихся механизмах применяют для соединения валов электродвигателя с основным механизмом и передачи вращающего момента с одного вала на другой.
В механизмах котельных цехов чаще всего используют муфты с эластичным диском и пальцевые муфты. В современных мощных котельных установках применяют также дробевые муфты.
Муфты с эластичным диском и пальцевые муфты называются упругими, так как они допускают некоторый сдвиг валов и смягчают передачу вращения. Однако допускать неточную сборку и центровку валов, рассчитывая на упругие муфты, нельзя, поскольку при этом муфты подвергаются ускоренному износу и выходят из строя.
Муфты с эластичным диском (рис. 3.3) наиболее надежны в работе, просты в изготовлении и ремонте, обладают значительной компенсирующей способностью при расцентровке валов.
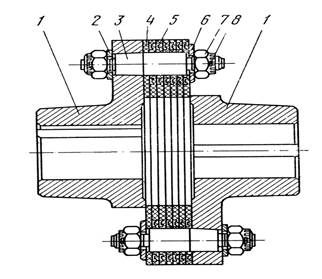
Рис. 3.3. Муфта с эластичным диском:
1 – полумуфта, 2, 6 – шайбы, 3 – палец, 4 – эластичное кольцо, 5 – шайба эластичного кольца, 7 – гайка, 8 – шплинт
Полумуфты 1 выполняют в виде звездочек с тремя углами, в которых расположены пальцы 3.Углы одной полумуфты сдвинуты по окружности относительно углов другой на 60°. Таким образом, для соединения полумуфт требуется шесть пальцев. Эластичные кольца 4 изготовляют из отработанных транспортерных лент или прорезиненных ремней, а для передачи небольших вращающих моментов – из листовой резины.
Пальцевые муфты (рис. 3.4) обеспечивают компенсацию небольших радиального и углового смещений валов за счет упругости кожаных или резиновых шайб, которые надеваются на пальцы. Вращение от одной полумуфты на другую передается пальцами. Эти муфты допускают осевые перемещения роторов и их взаимные смещения на некоторый угол по окружности, что сглаживает резкие изменения вращающего момента.
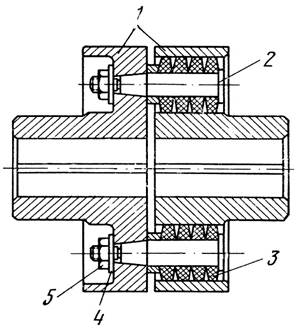
Рис. 3.4. Пальцевая муфта:
1 – полумуфты, 2 – палец, 3 – эластичная шайба, 4 – шайба, 5 – гайка
Дробевая муфта (рис. 3.5) состоит из двух неодинаковых полумуфт. Полумуфта 1 электродвигателя выполнена в виде ступицы с двумя дисками, между которыми в диаметрально противоположных местах приварены ребра 4.Полумуфта 3,надеваемая на вал основного механизма, имеет вид стакана и надвигается на полумуфту электродвигателя. Полумуфты не соединены между собой; между их деталями должны быть зазоры в радиальном направлении 0,5–1 мм, а в осевом – 2–3 мм. В полости полумуфты электродвигателя, образованные ребрами 4, через пробку 2 второй полумуфты засыпают дробь, нарубленную из углеродистой проволоки диаметром 5–6 мм. Длина кусочков 6–10 мм. В зависимости от размера муфты засыпают 4–6 кг дроби (равное количество во все полости).
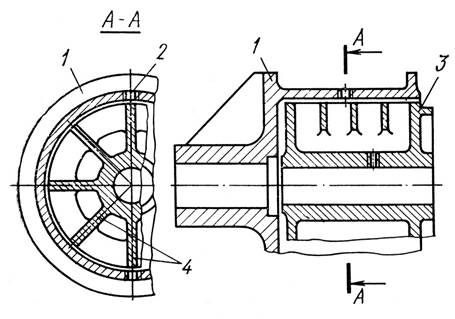
Рис. 3.5. Дробевая муфта:
1, 3 – полумуфты приводимого механизма электродвигателя, 2 – пробка для засыпки дроби, 4 – ребра
При включении электродвигатель начинает вращаться на холостом ходу. По мере увеличения частоты вращения дробь центробежной силой отбрасывается к периферии и прижимается к внутренней поверхности стакана полумуфты приводимого механизма, обеспечивая плавную передачу вращающего момента. Количество дроби подбирается такое, чтобы время разгона приводимого ротора составляло 10–15 с.
Дробевые муфты устанавливают для привода крупных молотковых мельниц, а также центробежных и осевых дымососов.
Проверку состояния и ремонт полумуфт электродвигателей выполняет персонал котельного цеха, а снятие и установку – персонал электрического цеха. Рассмотрим ремонт пальцевых и дробевых муфт.
Для нормальной работы пальцевых муфт должны быть выдержаны следующие условия:
— отклонения индикатора при проверке биения посадочных мест валов под полумуфты не должны превышать 0,05 мм;
— осевые и радиальные биения полумуфт на валах (по наружному диаметру) не должны превышать 0,2–0,3 мм;
— допуск посадки полумуфт на валы должен быть в пределах от +0,02 до –0,04 для машин и ±0,05 мм для углеразмольных мельниц;
— боковые грани шпонки должны плотно входить в пазы вала и полумуфты, а между верхней гранью шпонки и пазом в полумуфте должен быть зазор 0,3–0,4 мм;
— смещение отверстий для пальцев по окружности и шагу должно быть не более ±0,2 мм;
— допуски в диаметре отверстий и диаметре пальцев должны быть не более ±0,2 мм;
— металлическая часть пальцев должна плотно (с легким натягом) входить в отверстие полумуфты, эластичная часть – с зазором 2–3 мм для обеспечения взаимного смещения полумуфты по окружности до 2 мм;
— минимальный осевой зазор между полумуфтами должен быть в пределах 4–5 мм.
Ремонт полумуфт заключается в восстановлении всех размеров и допусков.
У неспокойно работающих механизмов снимают обе полумуфты, проверяют их на токарном станке и замеряют биение посадочных мест валов. Для этого обе полумуфты надевают на общую оправку и в центрах станка проверяют соосность по отверстиям для вала, по наружной поверхности и центровой окружности отверстий для пальцев. Совпадение отверстий для пальцев проверяют плотными пробками. В двух отверстиях пробки затягивают гайками, а третьей пробкой проверяют остальные отверстия. Несовпадающие или разбитые пальцами отверстия рассверливают и увеличивают диаметр пальцев.
Полумуфты с трещинами, неправильно расточенными посадочными отверстиями, разбитыми или перекошенными шпоночными канавками заменяют. Дефектные шпоночные канавки в отдельных случаях исправляют, увеличивая их размеры под установку ступенчатой шпонки.
Пальцы с искривлением и дефектами на металлической части заменяют. Эластичные шайбы заменяют, если они выработались более чем на 2 мм. При небольшом смятии эластичной части с одной стороны пальцы провертывают на 180°.
В дробевых муфтах чаще всего изнашивается дробь, которую легко заменить. Перед засыпкой в полости полумуфты дробь для обезжиривания прокаливают. Рабочие поверхности полумуфт при ремонте зачищают от заусенцев. Ремонт шпонок, шпоночных канавок и проверку соосности полумуфт выполняют так же, как и для пальцевых муфт. Изготовленные или отремонтированные с применением сварки полумуфты балансируют.
Дата добавления: 2014-12-16 ; просмотров: 7053 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник