- Узлы соединения ползуна с шатуном на двухстоечных прессах. Схема ремонта ползуна.
- Ремонт ползуна кривошипного пресса
- ПОДГОТОВИТЕЛЬНЫЙ ЭТАП РАБОТ
- ОБЩИЕ ПОЛОЖЕНИЯ
- РЕМОНТ КРИВОШИПНОГО ПРЕССА
- ТРЕБОВАНИЯ К ФУНДАМЕНТУ
- МОНТАЖ КРИВОШИПНОГО ПРЕССА
- ОПЫТ РАБОТ
- Ремонт пресса КД2324
- Ремонт механической части пресса
- Ремонт ползуна
- Ремонт и настройка муфты-тормоза
- Ремонт электрической части пресса КД2324
- Ремонт пневматической части пресса
Узлы соединения ползуна с шатуном на двухстоечных прессах. Схема ремонта ползуна.
Узлы соединения ползуна с шатуном (рис. 63, а, б) устанавливаются на двухстоечные прессы. Износу подвергаются шаровая поверхность винта 4 и вкладыша 1, резьба винта и шатуна по диаметру d. Заводы-изготовители прессов обычно вкладыши 1 изготавливают из чугуна СЧ21-40, но практика показывает, что чугун в процессе ударной нагрузки способствует абразивному изнашиванию с образованием глубоких рисок на шаровой поверхности винта. Поэтому целесообразнее заменять материал вкладыша на сталь 45. При этом необходимо заливать жидкую смазку, не допускать утечки масла через уплотнительное кольцо 6 (рис. 63, а, б).
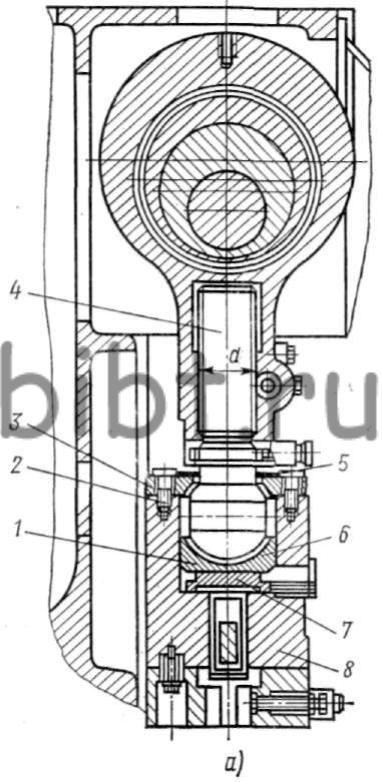
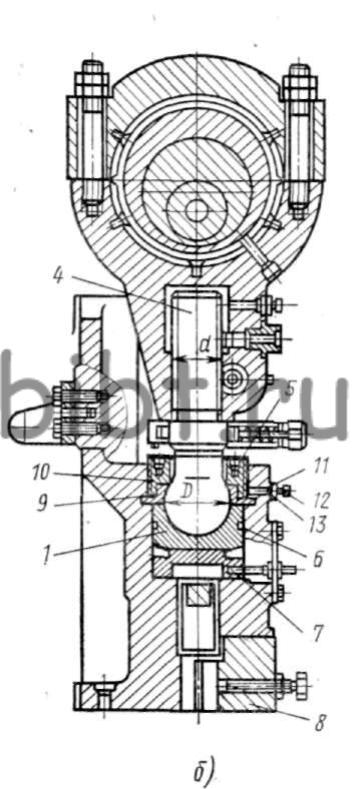
Рис. 63. Соединение ползуна с шатуном:
а — с помощью прижимного фланца, б — с помощью гайки; 1 — шаровой вкладыш, 2 — болт, 3 — фланец, 4 — винт регулировочный, 5 — защитное кольцо, 6 — уплотнительное кольцо, 7 — срезная шайба. 8 — ползун, 9 — вкладыш гайки, 10 — гайка, 11 — прокладка под болт (медная), 12 — болт стопорный, 13 — контргайка
Для обслуживания и ремонта конструкция соединения ползуна с шатуном посредством гайки 10 (рис. 63, б) удобней и надежней по сравнению с конструкцией крепления фланцем 3 (рис. 63, а). С помощью гайки легче отрегулировать необходимый зазор между шаровыми поверхностями вкладыша и винта, так как к гайке имеется свободный доступ с рабочей стороны пресса. На фланце часть крепежных болтов 2 находится за винтом 4, что затрудняет регулировку зазора. Если вовремя не регулировать зазоры, то из-за ударных нагрузок произойдет срыв резьбы или обрыв болтов 2 (рис. 63, а).
При ремонте шаровые поверхности вкладышей и винта зачищают и полируют до удаления дефектов: рисок, забоин, неглубоких задиров, загрязнения смазочных канавок. Если шаровые поверхности сильно изношены, то изготовляют новый вкладыш.
Срезные шайбы 7, предохраняющие пресс от перегрузки, после разрушения извлекаются через окно в ползуне 8. Чтобы заменить срезную шайбу, вкладыш 1 поднимают на определенную высоту и регулируют зазоры шаровых поверхностей.
При износе резьбы винта 4 может быть такое положение, когда винт невозможно вывернуть из шатуна. Это является следствием перегрузки пресса во время распора в нижнем положении ползуна. В таких случаях срезная шайба разрушается, а резьба винта может оказаться снятой в шатуне, отчего нарушается регулировка закрытой высоты пресса.
Для восстановления шатун и винт снимают с пресса. Если винт не вывертывается из шатуна, то его отрезают газопламенной горелкой до шатуна и на токарном станке растачивают по диаметру d. Когда расточка подходит к концу, то резьбу в шатуне зачищают резцом по профилю. В случае образования большого люфта в резьбе шатуна и неправильного профиля резьбы производится расточка на увеличенный диаметр d, а винт изготовляют новый.
Может быть и другой вариант восстановления: если позволяет толщина стенки шатуна, то его растачивают под резьбовую гильзу. В этом варианте запасной винт используется с подгонкой по гильзе. Во время капитального ремонта пресса зачищают направляющие поверхностей ползунов 8 (рис. 63).
Ползуны кривошипных открытых прессов изготовлены из чугуна СЧ21-40 или СЧ32-52. Сильно изношенные поверхности предварительно фрезеруют на глубину вмятин и рисок, а потом шабрят и пригоняют по схеме (рис. 64, а — ж).
Шабрят предварительно поверхность 1 (рис. 64, а) по линейке; далее шабрят по линейке поверхность 2, контролируя индикатором ее параллельность относительно поверхности 1 (рис. 64, б); потом шабрят окончательно поверхности 1 и 2 на краску (рис. 64, в) по сопряженным направляющим станины.
Используя как базу поверхности 1 и 2, переходят к шабрению поверхностей 3, 4 и 5 с контролем по индикатору (рис. 64, г). Проверка поверхности 5 относительно направляющих 3 и 4 выполняется с помощью оправки и индикатора (рис. 64, е). Опорную поверхность ползуна 6 контролируют так же относительно поверхностей 3 и 4 (рис. 64, д) по угольнику с индикатором. Направляющие планки ползуна 8 и 7 шабрят и подгоняют совместно с ползуном (рис. 64, ж).
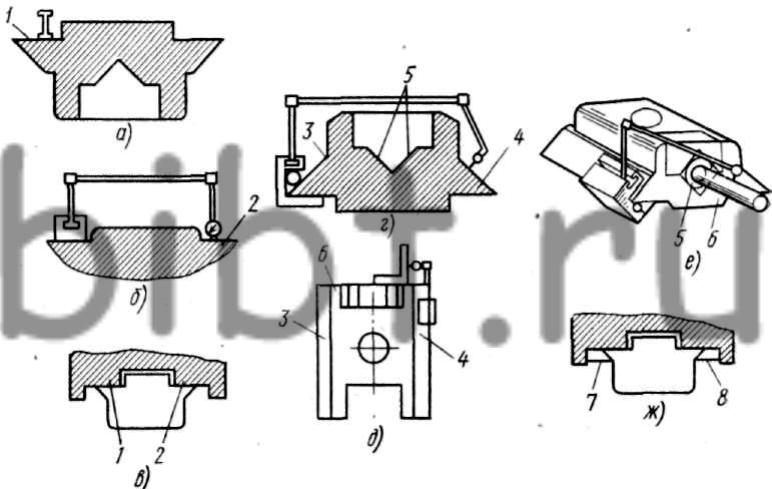
Рис. 64. Схема ремонта ползуна:
а — предварительное шабрение, б — контроль шабрения, в — окончательное шабрение, г — контроль направляющих, д — контроль нижней поверхности ползуна, е — контроль призмы ползуна, ж — шабрение и подгонка направляющих
Приведенный пример ремонта относится к кривошипным прессам усилием до 980,7 кН (100 тс). Для крупных двухстоечных кривошипных прессов ремонт является очень сложным. Капитальный ремонт может длиться более двух месяцев с полной разборкой и сборкой основных узлов. Пневмофрикционная муфта установлена на верху пресса на высоте не менее 7 м. Для ремонта такую муфту вместе с тормозом снимают с пресса мостовым краном. Разборку осуществляют в ремонтной базе цеха.
Узел ползуна имеет массу более 5 т, и для его ремонта выделяется специальная площадка. Проверке и ремонту подлежат: направляющие плоскости ползуна, червячные колеса механизма регулировки, пальцы и втулки шатунов.
1. Какие основные данные указываются в технической характеристике пресса? 2. Что подразумевается под номинальным усилием пресса? 3. Что называется закрытой высотой межштампового пространства? 4. Какие механизмы управления применяются на кривошипных прессах? 5. Расскажите об основных правилах ухода за кривошипными прессами (во время работы, после окончания работы). 6. Расскажите об основных неполадках на прессах и способах их устранения. 7. Расскажите о предохранительных устройствах от перегрузки на прессах. 8. Расскажите о ремонте прессового оборудования. 9. Расскажите о правилах и видах проверки прессов по нормам точности.
Источник
Ремонт ползуна кривошипного пресса

МОНТАЖ И РЕМОНТ КРИВОШИПНОГО ПРЕССА
Компания «Синтез ТМК» предлагает услуги по монтажу, демонтажу, такелажу, ремонту и обслуживанию кривошипных прессов.
ВИДЫ КРИВОШИПНЫХ ПРЕССОВ
Кривошипные прессы используются для штамповки широкой номенклатуры деталей. Такое оборудование состоит из шатуна, крутящий момент которого обеспечивается работой электродвигателя и передается на ползун, который, в свою очередь и выполняет пресс-функцию. Рабочим инструментом таких прессов является штамп, состоящий из подвижной части (крепится к ползуну) и неподвижной (крепится к столу).
Кривошипные прессы делятся на:
- одно- или двухкривошипные, прессы закрытого, либо открытого действия, наклоняемые или ненаклоняемые прессы.
Прессы для объемной штамповки могут подразделяться на:
- горизонтально-ковочные машины, холодно-высадочные автоматы, чеканочные прессы, горячештамповочные прессы; специальные прессы.
Прессы для листовой штамповки могут быть простого (служат для гибки, вырубки, неглубокой вытяжки и имеют один ползун), двойного (применение аналогично, но имеют два ползуна) и тройного действия (имеют три ползуна и используются для особенно сложной вытяжки).
ПОДГОТОВИТЕЛЬНЫЙ ЭТАП РАБОТ
Специфика работы и массогабаритные характеристики кривошипных прессов накладывают повышенную ответственность на подготовительный этап работ по монтажу, демонтажу и такелажу данного вида оборудования. Для того, чтобы избежать нежелательных проблем и непредвиденных расходов в будущем, необходимо еще на начальном этапе детально изучить паспорт изделия, убедиться в качестве изготовления агрегата, отсутствии повреждений в процессе перевозки, а так же во время его хранения непосредственно перед установкой. Не меньшее внимание уделяется изучению плана промышленного здания, в котором предполагается проводить работы по монтажу или демонтажу кривошипного пресса, сбору информации о доступных мощностях и необходимых для проведения работ мероприятиях, а также составлению исполнительной документации для монтажа пресса или ППР на монтаж пресса. Только после подписания сторонами исчерпывающего пакета документов можно приступать к монтажу, демонтажу или такелажу кривошипного пресса.
ОБЩИЕ ПОЛОЖЕНИЯ
Компания «Синтез ТМК» обладает всем спектром технических допусков для выполнения работ, связанных с монтажом, демонтажем, а так же капитальным ремонтом кривошипных прессов. В случае отсутствия необходимой технической документации наши специалисты в состоянии ее оперативно восстановить или заново разработать. Компания «Синтез МТК» не только производит работы по монтажу, демонтажу, такелажу и ремонту прессового оборудования, но и предлагает услугу его последующего гарантийного технического обслуживания. Компания «Синтез МТК» имеет допуски на все виды работ, на все действия с промышленным оборудованием. Кроме того, Компания «Синтез ТМК» является членом СРО. Сроки и стоимость ремонтных работ, которые мы предлагаем клиентам, являются на 100 процентов обоснованными, реальными и конкурентоспособными.
РЕМОНТ КРИВОШИПНОГО ПРЕССА
В рамках ремонта кривошипного пресса заказчик получает все вышедшие из строя в процессе эксплуатации прессового оборудования и подлежащие замене комплектующие. Наличие специального инструмента, портальных систем, технической документации, запасных частей и богатый опыт работы позволяют специалистам компании «Синтез ТМК» избегать ошибок и проблем, возможных при демонтаже, такелаже, ремонте и последующем монтаже кривошипных прессов.
Процедура капитального ремонта кривошипного пресса включает в себя целый комплекс обязательных и еще более широкий список рекомендуемых работ. Все начинается с подробного осмотра агрегата с составлением дефектных ведомостей оборудования в части комплектности его механической части и электрооборудования. После этого производится полный демонтаж всех узловых элементов пресса. Части механизмов чистятся и промываются. За этим следует этап дефектовки, контроля и сортировки деталей пресса – решается вопрос о целесообразности восстановительного ремонта и замене деталей (нередко вышедшие из строя узлы приходится изготавливать по индивидуальным чертежам). Поверхности столов, маховика, станины, ползуна и других базовых узлов соответствующим образом обрабатываются. Для капитального восстановления узлов изготовляются новые бронзовые вкладыши и втулки. Устанавливаются новые подшипники скольжения и качения. В обязательном порядке меняются элементы в системах смазки. После завершения непосредственно ремонтных работ выполняется обязательный комплекс пуско-наладочных испытаний: монтаж пресса, подключение пресса, выставление требуемых норм точности ползуна, пробная обкатка пресса, контроль норм точности, окраска агрегата.
ТРЕБОВАНИЯ К ФУНДАМЕНТУ
Кривошипные прессы могут прибыть на площадку как в полной заводской готовности, законсервированными, так и отдельными элементами (сборочными элементами – царгами). Особое внимание специалисты нашей компании уделяют этапу транспортировки пресса или его частей с территории завода изготовителя до площадки монтажа. Этот процесс делится на несколько технологических этапов: сдача оборудования заводом, погрузка на транспорт, разгрузка и временное хранение до окончательного монтажа пресса на фундамент. В ходе каждого этапа ведется контроль состояния оборудования на предмет отсутствия повреждений, окончание работ фиксируется актами с обязательным наличием подписей специалистов как сдающей, так и принимающей оборудование стороны.
Учитывая массогабаритные параметры кривошипных прессов и специфику и выполняемой ими работы, особое внимание еще до установки данных агрегатов уделяется монтажу фундамента для них, который изготавливается из армированного бетона высоких марок с обязательным контролем геометрии точек крепления пресса. В случае, если на объекте уже имеется фундамент для кривошипного пресса, или если работы по его строительству выполнила другая организация, специалисты компании «Синтез ТМК» выполнят комплекс работ по его проверке, а при необходимости – лабораторные исследования материала фундамента на соответствие заявленным прочностным характеристикам.
МОНТАЖ КРИВОШИПНОГО ПРЕССА
Монтаж и демонтаж кривошипного пресса выполняется как на свободных площадках, так и в условиях работающих производств, с использованием специальной техники средств механизации, а также тяжелых строительных кранов с большим вылетом стрелы. Специалисты компании «Синтез ТМК» составят задание на монтаж, проведут обследования, выполнят проектирование, разработают ППР, перевезут, выполнят строительно-монтажные работы, проведут приемочные испытания, оформят исполнительную документацию и сдадут объект в эксплуатацию.
При необходимости может быть выполнен монтаж подкрановых путей и ферм. Стоимость монтажа кривошипного пресса строго индивидуальна и складывается из целого комплекса работ, в котором расценки на монтаж пресса являются лишь одной из составных частей.
ОПЫТ РАБОТ
Наша компания имеет уникальный опыт по проведению работ по монтажу и демонтажу кривошипных прессов. Один из проектов нашей компании состоял в перемещении работавшего в США пресса на одно из российских промышленных предприятий. Соответственно комплекс работ по данному проекту (укрупненно) включал в себя: демонтаж пресса, погрузку узлов и агрегатов сначала на автомобильный, а затем и на морской транспорт, приемку оборудования в порту прибытия, выгрузка оборудования на автомобильный транспорт, приемка оборудования на площадке монтажа, монтаж пресса и, наконец, пусконаладочные работы и окончательная приемка оборудования.
Заказывая услугу по монтажу, демонтажу, такелажу или капитальному ремонту кривошипных прессов в нашей компании вы гарантированно получаете качественную услугу и избавляете себя от необходимости устранять последствия халатного или непрофессионального отношения к делу. В случае с такими сложными и крупными агрегатами, как кривошипные прессы, эти последствия могут иметь серьезный финансовый характер.
Источник
Ремонт пресса КД2324
Прессовое оборудование широко применяется во многих отраслях современного производства – приборостроении, транспортном машиностроении, электротехнической промышленности, ракетно-космической отрасли и пр. Оно востребовано на мелких и на крупных предприятиях, в ремонтных цехах и специализированных участках холодной штамповки.

По принципу действия прессы подразделяют на механические (кривошипные, винтовые) и гидравлические. В наше время самой распространённой группой прессового оборудования являются кривошипные прессы. Во многом это обусловлено простотой конструкции. Также такие прессы позволяют уменьшить количество операций по обработке заготовки и экономить материал (за счёт уменьшения припусков на механическую обработку). Всё это приводит к снижению трудоёмкости и стоимости изготовления деталей.
 Однокривошипный пресс КД2324 является популярной моделью, выпуск которой был начат ещё в 1984 г. Её производство продолжается до сих пор. Данная модель применяется для изготовления деталей методом холодной штамповки из листового материала. Особенностью пресса КД2324 является наклоняемая до 30 о станина, что позволяет проще снимать детали и удалять отходы через просвет между стойками станины.
Однокривошипный пресс КД2324 является популярной моделью, выпуск которой был начат ещё в 1984 г. Её производство продолжается до сих пор. Данная модель применяется для изготовления деталей методом холодной штамповки из листового материала. Особенностью пресса КД2324 является наклоняемая до 30 о станина, что позволяет проще снимать детали и удалять отходы через просвет между стойками станины.
Во время штамповки возникают достаточно большие переменные усилия и вибрационные нагрузки, поэтому необходимо постоянно следить за техническим состоянием нагруженных узлов и своевременно производить плановое обслуживание и ремонты.
Специалисты компании «ИМПУЛЬС» – опытные профессионалы в сфере проведения ремонтно-восстановительных работ и модернизации различных станков и другого промышленного оборудования. Нами успешно выполнено более 2000 проектов. Компания обслуживает предприятия Санкт-Петербурга и Ленинградской области. Ремонт может производиться либо на нашей производственной базе, либо на территории заказчика. При этом первичный осмотр оборудования производится бесплатно.
Ремонт механической части пресса
Ремонт пресса КД2324 начинается с внешнего осмотра станка и проверки его работоспособности в разных режимах работы. При таком осмотре специалисты компании фиксируют не только явные поломки, но также источники повышенных шумов, вибраций, нехарактерных звуков. Большое значение имеет общение с персоналом, работавшим на станке. Полученная информация о проблемах и неполадках при работе пресса поможет быстрее выявить все имеющиеся неисправности и установить причины их возникновения.
Ремонт ползуна
 Наибольшим механическим нагрузкам подвергаются элементы ползуна – рабочего органа пресса, к которому прикрепляется верхняя половина штампа. Наиболее частые поломки в узле ползуна связаны с износом бронзовых вкладышей подшипника кривошипа. Такая неисправность может быть вызвана не отрегулированными зазорами между валом и вкладышами или неправильной работой системы смазки (засорённостью смазочных каналов). В зависимости от степени повреждения вкладышей инженерами принимается решение о ремонте (методом шабрения) или полной замене их новыми.
Наибольшим механическим нагрузкам подвергаются элементы ползуна – рабочего органа пресса, к которому прикрепляется верхняя половина штампа. Наиболее частые поломки в узле ползуна связаны с износом бронзовых вкладышей подшипника кривошипа. Такая неисправность может быть вызвана не отрегулированными зазорами между валом и вкладышами или неправильной работой системы смазки (засорённостью смазочных каналов). В зависимости от степени повреждения вкладышей инженерами принимается решение о ремонте (методом шабрения) или полной замене их новыми.
Износу также подвергается верхний плавающий вкладыш и опора шаровой головки винта шатуна, о чём может свидетельствовать появление громкого стука в шаровой опоре. Другими причинами появления подобного стука может быть потеря шаровой головкой своей сферической формы или разрушение предохранительной шайбы. Опытные специалисты компании установят причину возникновения данной проблемы и устранят её путём замены неисправных деталей и последующей настройки этого узла.
При необходимости будет восстановлена геометрия направляющих ползуна (методом шабрения) и отрегулирована система смазки. Это вернёт ползуну точность перемещения и плавность хода.
Ремонт и настройка муфты-тормоза
В некоторых случаях наблюдается самопроизвольное опускание ползуна, вызванное неправильной работой тормоза либо негерметичностью манжеты уравновешивателя. Для устранения такой неисправности специалисты компании «ИМПУЛЬС» произведут ревизию уравновешивателя и настройку муфты-тормоза.
Данная муфта также обеспечивает остановку ползуна в верхней мёртвой точке за счёт правильной настройки (тарировки) пружин. В случае поломки пружин наши специалисты произведут их замену.
Среди других распространённых неполадок муфты-тормоза можно отметить:
- износ фрикционных накладок;
- прорыв (нарушение герметичности) воздушной камеры;
- попадание масла в полость муфты-тормоза.
Все эти неисправности устраняются в процессе разборки, чистки, ремонта и настройки данного узла.
Ремонт электрической части пресса КД2324
 Опытные электрики компании «ИМПУЛЬС» произведут ремонт и восстановление элементов электрической схемы станка. В частности, заменят пускатели с подгоревшими контактными группами, проверят исправность электромагнитов, целостность проводки, параметры заземления, состояние электродвигателя.
Опытные электрики компании «ИМПУЛЬС» произведут ремонт и восстановление элементов электрической схемы станка. В частности, заменят пускатели с подгоревшими контактными группами, проверят исправность электромагнитов, целостность проводки, параметры заземления, состояние электродвигателя.
Часто встречаются поломки, связанные с выходом из строя кнопок управления. В случае таких неисправностей будут заменены контактные группы данных элементов схемы или кнопки целиком.
В случае выхода из строя электродвигателя он может быть заменён новым либо может быть произведена перемотка сгоревших обмоток двигателя.
Ремонт пневматической части пресса
Как показывает опыт проведения ремонтных работ, неполадки в пневматической системе чаще всего возникают по причине:
- недостаточной герметичности разъёмных соединений;
- загрязнения очистительных фильтров;
- неправильной работы пневмокоммутирующей арматуры (клапанов, регуляторов, дросселей).
Наши инженеры восстановят герметичность воздухопроводов, произведут замену уплотнителей и резиновых вкладышей пневмоклапанов, обеспечат синхронность работы трёхходового сдвоенного клапана.
Мы гарантируем, что ремонт пресса КД2324, произведённый высококлассными специалистами компании «ИМПУЛЬС», будет выполнен качественно и в срок.
Источник