Советские мотоциклы
вторник, 27 сентября 2011 г.
Ремонт двигателя Урала
Сегодня мы публикуем материал для тех, кто собирается ремонтировать мотор мотоциклов «Урал» М-62, М-63, М-66, М-67.
Необходимость в ремонте возникает обычно, когда ухудшается работа двигателя на разных режимах, увеличивается расход масла (более 0,3 л на 100 км) и бензина (более 7 л на 100 км), падает максимальная скорость (ниже 85 км/час с коляской), появляются посторонние, ранее не замечавшиеся, шумы и перегрев.
Наибольшую трудность представляет определение состояния двигателя по шумам и стукам. Лишь когда эти стуки ярко выражены из-за существенного износа сопряженных деталей, поставить диагноз под силу более или менее опытному владельцу мотоцикла, для чего ему надо руководствоваться определенной методикой.
Двигатель прослушивают при помощи деревянной палочки, один конец которой прикладывают к уху, а другой — к разным частям двигателя.
Чрезмерный зазор в соединении поршневого пальца с верхней головкой шатуна проявляется резким четким металлическим стуком в области цилиндра на прогретом двигателе, работающем под нагрузкой, когда резко увеличивают число оборотов коленчатого вала. Если стук исчезает при установке более позднего зажигания, мотоцикл можно эксплуатировать с такой регулировкой. В противном случае необходимо очистить головку цилиндра от нагара и определить фактический зазор между пальцем и отверстием в головке шатуна, который не должен превышать 0,03 мм. Износ пальца и втулки допускается до 0,015 мм от предельных размеров, приведенных в табл. 1 для соответствующих цветовых индексов.
Непригодную втулку заменяют новой (по этому поводу будет опубликована отдельная, более подробная статья ), сверлят в ней отверстия диаметром 3 мм по отверстиям в шатуне, зачеканивают пазы, как это было сделано на старой втулке, а затем обрабатывают внутреннее отверстие разверткой до диаметра 20,993—21,005 мм. В зависимости от фактически полученного размера подбирают палец (согласно той же табл. 1). Когда его цветовая маркировка не совпадает с маркировкой старого пальца, приходится ставить новый поршень соответствующего размера. Допустимо использовать старый поршень, если размер нового пальца отличается на одну группу в сторону увеличения (белый вместо красного, зеленый вместо белого, черный вместо зеленого).
Примерно при тех же условиях и так же, как и предыдущий дефект, проявляется зазор между пальцем и бобышкой поршня. Однако стук в этом случае более глухой и прослушивается на сильно нагретом двигателе. Допустимый вследствие износа зазор в этом соединении — 0,01 мм. Новые палец и поршень следует комплектовать из одной группы (см. табл. 1), и только в крайнем случае — из смежных.
Зазор между поршнем и цилиндром дает знать о себе «сухим» металлическим стуком на холодном двигателе при холостых оборотах коленчатого вала, усиливающимся при их изменении.
По мере прогрева двигателя стук становится глуше, и, если он потом исчезает, значит зазор допустимый (до 0,2 мм).
Фактический зазор определяют измерением диаметра поршня (на расстоянии 5 мм от нижней кромки) и диаметра цилиндра. Обычно, если поршень еще ни разу не меняли, а цилиндр не имеет заметного износа, бывает достаточно подобрать новый поршень нормального размера согласно табл. 2, чтобы получить требуемый зазор. При этом надо учитывать, что по весу новый поршень не должен отличаться от установленного в другом цилиндре более чем на 4 г. Если таким способом восстановить нормальный зазор не удастся из-за чрезмерного износа цилиндра (более 0,15 мм), следует расточить его до ближайшего размера н подобрать новый поршень, руководствуясь табл. 2. Эллипсность и конусность при этом не должны превышать 0,015 мм, а неперпендикулярность оси относительно фланца — 0,06 мм на длине 100 мм.
*Размерный индекс группы выбит на фланце цилиндра и на днище поршня
Износ поршневых колец вызывает уменьшение компрессии в цилиндре, прогрессирующий износ его стенок и увеличенный расход масла. Из-за этого падает мощность двигателя и интенсивно отлагается нагар в камере сгорания, на головке поршня и в его канавках.
При самых тяжелых условиях эксплуатации нормальная работоспособность колец обычно превышает 8000 километров пробега. Если при осмотре колец обнаружены большие не приработавшиеся к цилиндру участки, трещины или сколы, а также потеря упругости — их следует заменить.
Износ кольца выражается увеличением зазора в его замке. Максимально допустимым принято считать зазор 1,2 мм. У новых колец (компрессионных и маслосъемньгх), установленных в цилиндр, он должен быть в пределах от 0,25 до 0,45 мм.
В случае, когда требуется заменить только верхние компрессионные кольца, лучше на их место ставить нехромированные кольца, так как хромированные, обладая повышенной твердостью поверхности, дольше прирабатываются.
Во всех случаях после пробега 15 000 километров, если снят цилиндр, рекомендуется заменять кольца новыми нормального размера или увеличенного на 0,25 мм, подпилив концы до зазора в замке 0,25—0,45 мм.
Зазор в соединении нижней головки шатуна с пальцем кривошипа коленчатого вала проявляется глухим стуком среднего тона в средней части картера двигателя при холостых оборотах; он становится более отчетливым, когда мотоцикл тормозят двигателем после сбрасывания «газа». Этот зазор измеряют по перемещению нижней головки шатуна (вдоль по его оси) относительно пальца, которое должно быть не более 0,1 мм,
При износе коренных подшипников на прогретом двигателе в момент резкого увеличения «газа» в зоне расположения подшипников слышен глухой стук низкого тона. Люфт вала в подшипниках не должен превышать 0,1 мм.
Кроме этого, пригодность коленчатого вала для дальнейшей эксплуатации оценивают по величине осевого люфта шатунов между щеками кривошипа и по биению коренных шеек (цапф). Допустимыми считают люфт в пределах от 0,5 до 0,34 мм и биение до 0,03 мм.
Чрезмерное биение коренных шеек является главной причиной преждевременного износа коренных подшипников. При чрезмерных люфтах шатуна коленчатый вал требует ремонта — замены (после разборки) непригодных деталей. Эта работа связана с применением пресса, приспособлений и точного мерительного инструмента, а потому доступна не всем.
Биение коренных шеек можно измерить и при необходимости устранить, пользуясь центрами токарного станка и двумя индикаторами с ценой деления 0,01 мм, как показано на рисунке. Если стрелки обоих приборов показывают отклонение в одном направлении (то есть в сторону плюса или минуса), значит, коренные шейки находятся в одной плоскости, но их общая ось изломлена (см. рисунок, «а» и «б»). Для выпрямления ее края щек сближают («а») или раздвигают («б»). Если индикаторы показывают смещение шеек в разные стороны (см. рисунок, «Е»), отмечают самое высокое положение шейки и, закрепив вал в тисках, ударяют молотком по щеке в этом месте.
Помните, что каждая разборка и сборка двигателя приводит к смещению приработавшихся деталей, а это вызывает их более интенсивный, чем прежде, износ. Стало быть, приступать к ремонту следует лишь в тех случаях, когда это действительно необходимо, то есть после точного определения причины неисправности.
Источник
Ремонт поршневой группы мотоцикла урала
Поршни двигателей мотоциклов Урал, Днепр
Поршни двигателей мотоциклов «Днепр» и «Урал» отлиты из жаропрочного алюминиевого сплава и термически обработаны. Поршень состоит из головки со сферическим или плоским днищем, юбки и бобышек. На поршне устанавливаются поршневые кольца (два компрессионных и два маслосъемных). В канавках под поршневыми кольцами расположены сквозные отверстия для стока масла. Юбка поршня изготавливается специальной овальной формы. Больший диаметр юбки располагается в плоскости, перпендикулярной оси поршневого пальца. Юбка поршня имеет также коническую форму. Разница большего и меньшего диаметра юбки составляет 0,015 мм. Диаметр верхней части юбки меньше чем диаметр нижней части на 0,03 — 0,05 мм. Овальность и конусность юбки нужны для того, чтобы при малом зазоре между ней и цилиндром поршень, расширяясь от нагревания, не заедал в цилиндре. Для обоих цилиндров поршни одинаковые. В зависимости от диаметра цилиндры разбиты на группы (табл. 2.1).
Чтобы уменьшить шум поршня во время его работы, ось отверстия под поршневой палец в двигателе МТ 10-32 смещена относительно оси симметрии на 1,5 мм. Чтобы правильно установить такой поршень в цилиндре, на дне его днища выбита стрелка. Во время монтажа стрелка должна быть обращена на поршнях обоих цилиндров вперед в сторону центрифуги. В этом случае, если смотреть на двигатель сзади, палец в поршне правого цилиндра должен быть смещен вниз, а в поршне левого цилиндра — вверх.
Отверстия под палец в поршнях двигателей К-750М и М67-36 выполнены без смещения оси пальца от диаметральной плоскости поршня. Поршни двигателей К-750М и М67-36 имеют плоское дно, а поршень МТ 10-32 — плоское дно с выталкивателем.
Отверстия пальцев разбиты на группы через 0,0025 мм и маркированы краской на боковине (табл. 2.2). Допустимый износ отверстия под поршневой палец не должен превышать 0,02 мм. В этих отверстиях находятся канавки для пружинных стопорных колец, которые способствуют осевому смещению поршневого пальца. Поршни к цилиндрам подбираются с необходимым зазором. Чтобы облегчить подбор, поршни и цилиндры отсортированы через 0,010 мм. Их размеры выбиты на внутренней стороне дна поршня.
Кроме того, поршни разбиваются на группы по массе, которая совпадает с цветным индексом отверстия под поршневой палец. Разница в массе поршней двигателя не должна превышать 0,004 кг. Взвешиваются поршень в сборе с кольцами и пальцем. У подобранных поршней цветовая маркировка отверстий под поршневой палец должна соответствовать маркировке отверстия верхней головки шатуна. Маркировочная краска на поршнях наносится на нижнюю
поверхность одной из бобышек, на шатунах — у верхней головки.
Источник
Ремонт поршневой группы мотоцикла урала




2.4. РЕМОНТ ДВИГАТЕЛЯ
Неисправности двигателя можно разделить на три группы:
вызванные нарушением регулировки;
возникающие вследствие естественного изнашивания деталей при длительной эксплуатации;
случайные, вызванные поломкой деталей в результате скрытых дефектов, аварий, неправильной эксплуатации.
При возникновении неисправностей последней группы детали, как правило, имеют значительные повреждения и ремонту не подлежат. Ремонт двигателя в этом случае будет заключаться в замене поврежденных деталей новыми.
Неисправности могут быть вызваны нарушением регулировки: зажигания, карбюраторов, механизма газораспределения.
Порядок регулировки зажигания и карбюраторов будет дан в соответствующих разделах книги, здесь же мы подробнее рассмотрим регулировку механизма газораспределения.
В механизме газораспределения регулируется зазор в приводе клапанов. Для того чтобы клапан герметично садился на седло, необходимо, чтобы в то время, когда кулачок не воздействует на толкатель, между клапаном и деталями привода был зазор. Если зазора не будет, то клапан упрется в привод и не сядет на седло.
Регулировку зазора производят на холодном двигателе, так как при прогретом двигателе можно обжечься о горячие детали. Кроме того, зазор при нагревании изменяется. Причем у нижнеклапанного двигателя М-72 зазор при прогреве двигателя уменьшается (поэтому зазор часто называют «тепловым»), а у верхнеклапанных двигателей зазор увеличивается. Поэтому для нижнеклапанных двигателей при регулировке назначают больший зазор, а для верхнеклапанных — меньший. Кстати, термин «тепловой зазор» для верхнеклапанных двигателей мотоциклов «Урал» не совсем верен, хотя по привычке его часто употребляют. Если у верхнеклапанных двигателей зазор отрегулировать на горячем двигателе, то при остывании двигателя зазор может исчезнуть, что приведет к прогару клапанов.
Проверку и регулировку зазоров производят в соответствии с указанием инструкции или чаще, если появились признаки нарушения регулировки.
Внешним признаком увеличения зазоров в приводе клапанов является звонкий металлический стук в головках цилиндров на прогретом двигателе. Признаками отсутствия зазоров являются падение мощности двигателя, «хлопки» в карбюратор.
Для проверки и регулировки зазоров между клапаном и коромыслом необходимо снять крышку головки цилиндра (не забывайте, что в головке находятся масло) и установить коленчатый вал в такое положение, чтобы клапан был закрыт. В инструкции указано, при каком положении коленчатого вала регулируют каждый из клапанов. Такая регулировка обеспечивает наиболее точные значения зазоров с учетом биения кулачков.
Вследствие совершенствования технологии изготовления биение кулачков в настоящее время незначительно, поэтому можно предложить более простой способ регулировки. Для регулировки двух клапанов сразу в одном из цилиндров надо установить поршень в верхнюю мертвую точку в такте сжатия. Верхнюю мертвую точку можно определить по риске на маховике, а такт сжатия — по положению клапанов: оба клапана должны быть закрыты (у противоположного цилиндра при этом один из клапанов будет открыт). После этого необходимо щупом проверить зазор между штоком клапана и коромыслом. При отсутствии щупа зазор можно проверить, прижав коромысло к штоку клапана и вращая штангу. Штанга должна легко вращаться, но не должна иметь ощутимого осевого перемещения.
Если зазор не соответствует указанным в инструкции, то необходимо ослабить контргайку и отрегулировать его регулировочным болтом. После регулировки затянуть контргайку и вновь проверить зазор, так как при затяжке контргайки зазор часто изменяется. После регулировки зазоров в одном цилиндре повернуть коленчатый вал на 1 оборот и повторить операции на втором цилиндре.
Рассмотрим порядок ремонта двигателя при возникновении неисправностей, появляющихся в процессе эксплуатации.
В первые 8-10 тыс. км пробега чаще других встречается дефект «прихват» поршня, возникающий, как правило, в месте перехода юбки поршня в «холодильники». Если «прихват» незначительный (ширина полос с задирами 5×7 мм), необходимо опилить поршень мелким напильником или надфилем (пользоваться для этой цели наждачной бумагой нежелательно, так как абразивные частицы с бумаги будут вдавливаться в мягкий металл поршня и в дальнейшем вызовут повышенный износ цилиндра). Наволакивание алюминия на зеркало цилиндра можно удалить и наждачной бумагой, так как зеркало цилиндра достаточно твердое, абразивные частицы не вдавливаются в него и легко удаляются при промывке цилиндра.
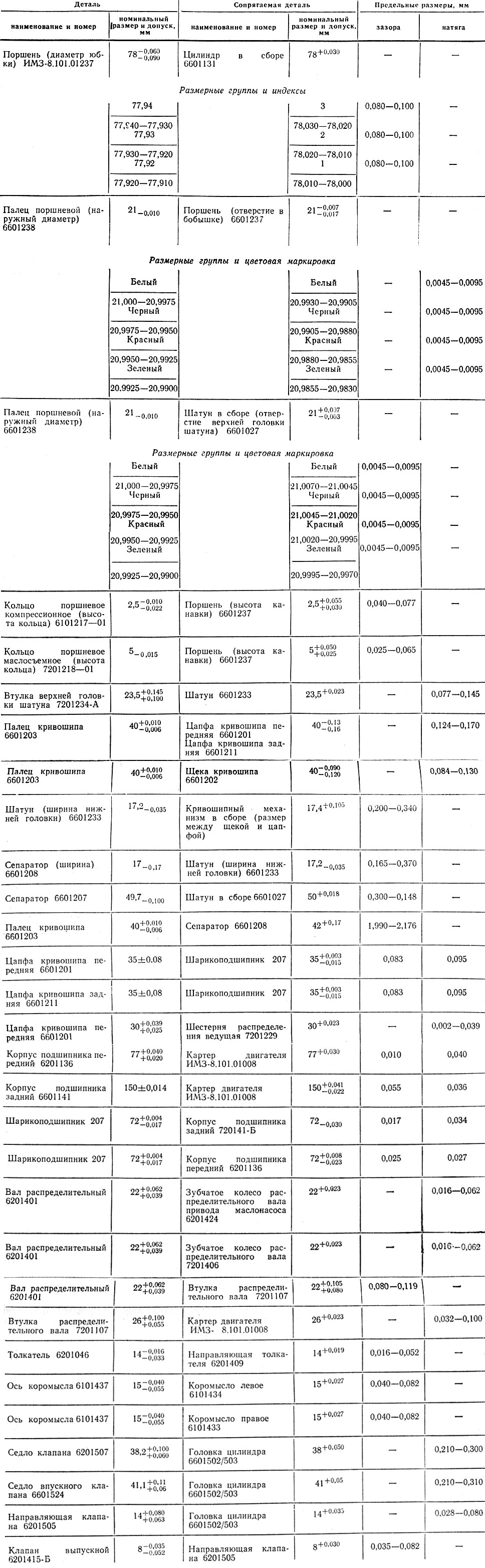
Таблица 2.2. Номинальные размеры, допуски, зазоры и натяги основных сопрягаемых деталей двигателя
Если же «прихват» распространился на значительную поверхность поршня, то в этом случае надо заменить поршень и кольца. Цилиндр при этом имеет значительные повреждения и требует расточки под ремонтный размер или замены. Данные, необходимые при ремонте двигателя, приведены в табл. 2.2 и в табл. 2.3.
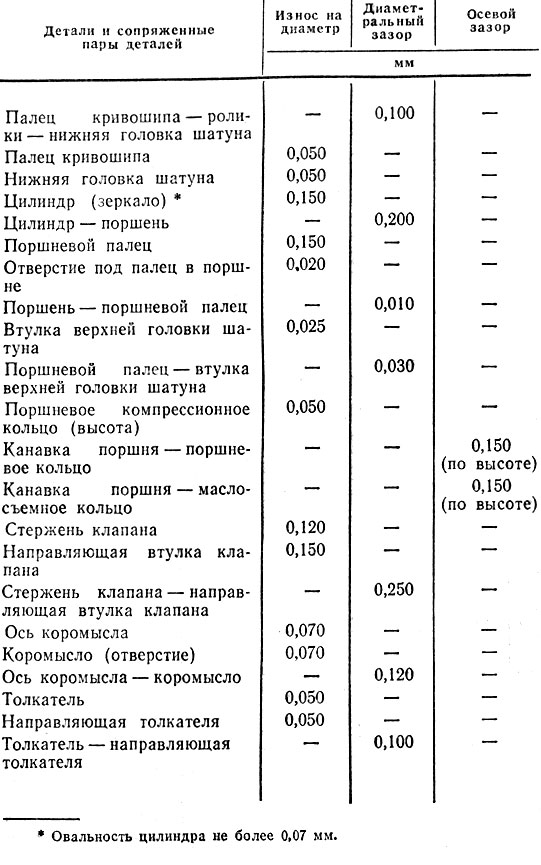
Таблица 2.3. Предельно допустимые износы деталей и зазоры в сопряженных деталях двигателя
Если одно или несколько колец поломаны и имеют повышенный износ (зазор в стыке более 1,2 мм), они подлежат замене, которую необходимо проводить с большой осторожностью вследствие хрупкости колец.
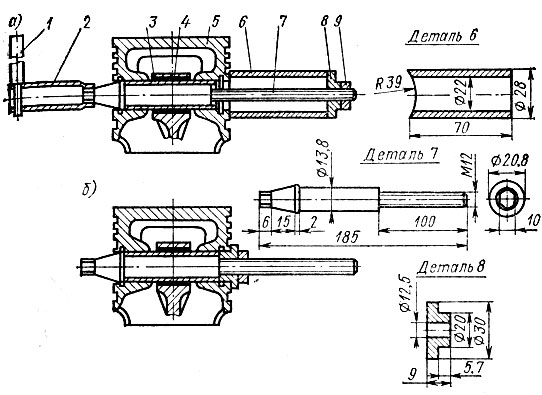
Рис. 2.16. Схема снятия (а) и установки (б) поршневого пальца: 1 — воротник; 2 — торцевой ключ 10×12; 3 — поршневой палец; 4 — шатун; 5 — поршень; 6 — втулка; 7 — стержень; 8 — шайба; 9 — гайка М12’brРис. 2.16. Схема снятия (а) и установки (б) поршневого пальца: 1 — воротник; 2 — торцевой ключ 10×12; 3 — поршневой палец; 4 — шатун; 5 — поршень; 6 — втулка; 7 — стержень; 8 — шайба; 9 — гайка М12
Для снятия и установки поршня можно изготовить универсальное приспособление (рис. 2.16). Для снятия поршня необходимо вынуть стопорные кольца поршневого пальца, отметить на поршне его расположение в двигателе (левый-правый, направление вперед), чтобы не нарушить приработку. Затем установить в поршневой палец стержень, надеть на стержень втулку и шайбу и накрутить гайку М12. Далее установить на стержень торцевой ключ 10×12 с воротком и, вращая гайку М12, выпрессовать поршневой палец (рис. 2.17).
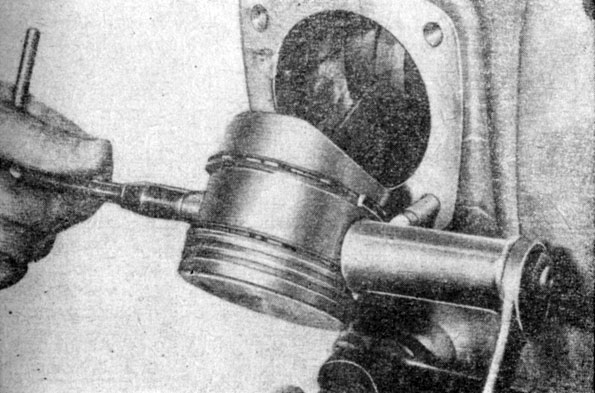
Рис. 2.17. Снятие поршня
Для установки поршня его необходимо нагреть. Для этого можно налить в поршень бензин (на высоту 5-7 мм от днища) и поджечь его. После этого установить поршневой палец на стержень приспособления, надеть шайбу и зажать их гайкой М12. Затем установить поршень на шатун (надо помнить о метках на поршне) и быстро вставить поршневой палец до упора шайбы в поршень.
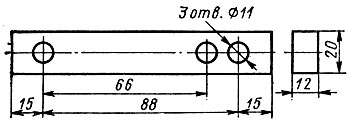
Рис. 2.18. Приспособление для снятия маховика и корпуса заднего подшипника
Для снятия маховика и корпуса заднего подшипника можно изготовить приспособление, показанное на рис. 2.18. При снятии маховика используются отверстия, расположенные на расстоянии 66 мм, а при снятии корпуса заднего подшипника — на расстоянии 88 мм. Чтобы снять маховик, отворачивают болт крепления маховика на 3-4 оборота, вворачивают в отверстия маховика две шпильки М10×1 длиной 50-60 мм и контрят их контргайкой. На шпильки устанавливают пластину приспособления и наворачивают гайки до упора пластины в болт крепления маховика. Если при дальнейшем подтягивании гаек маховик не снимется с коленчатого вала, необходимо ударить молотком по пластине напротив болта крепления маховика (рис. 2.19). Как правило, после этого маховик легко снимается при наворачивании гаек на шпильки. Вместо шпилек можно использовать подходящие болты. После снятия маховика вворачивают обратно болт крепления маховика на 3-4 оборота и, используя отверстия, расположенные на расстоянии 88 мм, снимают корпус заднего подшипника (рис. 2.20).
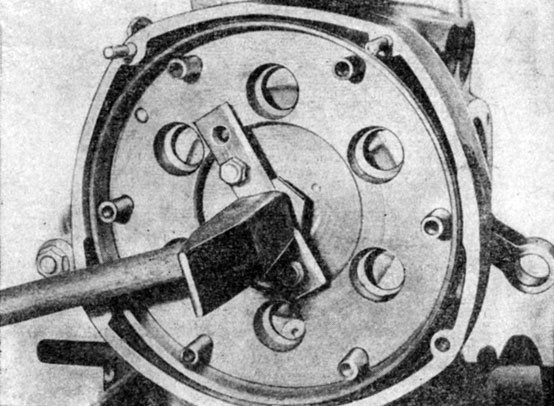
Рис. 2.19. Снятие маховика
Головки цилиндров в домашних условиях отремонтировать практически невозможно, поэтому можно дать только общие советы.
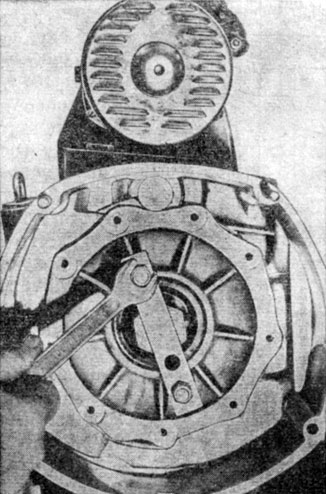
Рис. 2.20. Снятие заднего корпуса подшипника
Направляющую втулку и седла клапанов можно изготовить из бронзы, а сами клапаны — из автомобильных клапанов большего размера. Надо помнить, что материал впускного и выпускного клапанов разный, поэтому (особенно для выпускного клапана)) надо использовать соответствующие заготовки. На рис. 2.21-2.25 приведены чертежи клапанов впускного и выпускного, направляющей клапана и седел впускного и выпускного клапанов. После термообработки клапаны должны иметь твердость 27-34 HRCэ. На торец стержня наплавляют порошок ПК-С1-М (толщина слоя 1 мм), после чего твердость торца 48-50 HRCэ. Седла клапанов заменяют при образовании раковин, прогара или значительной выработки, причем не обязательно менять сразу все детали. Если, например, зазор между направляющей и клапаном велик, можно изготовить новый клапан, несколько большего диаметра и развернуть имеющуюся направляющую, или прошлифовать немного стержень имеющегося клапана для придания ему цилиндрической формы и установить новую направляющую. Перед запрессовкой направляющих и седел головку цилиндра надо нагреть до 200 °С. Если головка цилиндра снята, осмотрите впускной канал, в котором иногда остаются наплывы от литья. В этом случае необходимо с помощью шарошек или напильников удалить наплывы и заодно проверить совпадение каналов головки и карбюратора. Если каналы не совпадают, следует произвести подгонку, что улучшит наполнение цилиндров и повысит мощность двигателя.
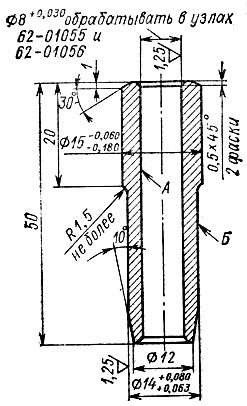
Рис. 2.21. Направляющая клапанов
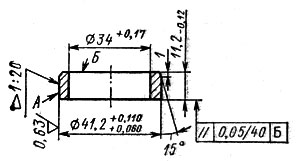
Рис. 2.22. Седло клапана впуска
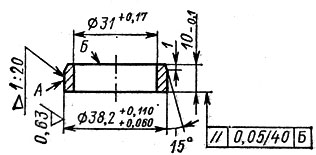
Рис. 2.23. Седло клапана выпуска
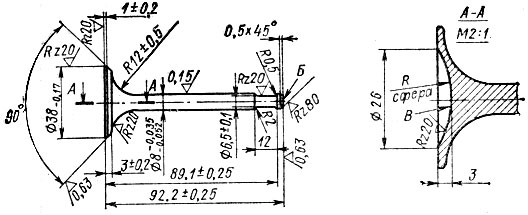
Рис. 2.24. Клапан влускной
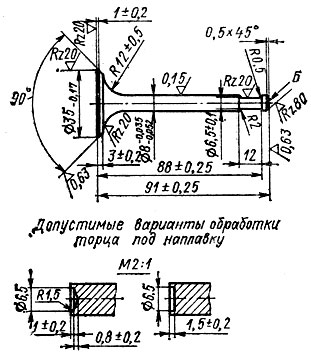
Рис. 2.25. Клапан выпускной
Источник