- ПРИЗНАКИ И ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА. САМОСТОЯТЕЛЬНЫЙ РЕМОНТ
- 7 шагов по ремонту поршней, которые заставят работать убитый двигатель
- В чем заключается ремонт поршней?
- Шаг первый
- Шаг второй
- Шаг третий
- Шаг четвертый
- Шаг пятый
- Ремонт поршневой группы
- Подбор поршней
- Подбор поршневых колец
- Ремонт поршневого пальца
- Как достать поршневую двигателя — замена поршневой
- Причины износа поршневой группы
- Чем вызывается износ днища поршня?
- Причины повреждения колец
- Отчего повреждается юбка поршня?
- Лада 2108 Долгостройный Долгострой › Бортжурнал › Сборка ДВС: Блок цилиндров.
- Как выбрать новые поршни при покупке?
- Ремонт поршней. Определяем и устраняем неисправности деталей двигателя
- Смотрите также
- Какие инструменты нужны для замены поршней
- Установка фаз газораспределения ч2 (по-колхозному — зажигания)
- Самостоятельная замена поршней
- Как установить новый поршень вместо старого?
- Как заменить поршневые кольца?
- Очистка
- Стоимость замены
- Подготовка
- Обкатка двигателя после замены поршневой
- Установка натяжителя цепи ГРМ
ПРИЗНАКИ И ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА. САМОСТОЯТЕЛЬНЫЙ РЕМОНТ
Иногда с ручным гидравлическим прессом случаются неполадки, и ему срочно необходим ремонт. Самым правильным и надёжным решением будет обращение в Сервисный Центр, где специалисты быстро и качественно проведут необходимые процедуры по восстановлению вышедшего из строя инструмента. Но что делать, если необходимо срочно продолжить работу, а замены агрегату нет? Для этого, к каждому прессу SHTOK., например, в комплектацию добавлен ремкомплект с несколькими типами уплотнителей соединений.

Давайте рассмотрим несколько основных неисправностей на примере ПГ-120 SHTOK., которые можно устранить самостоятельно. Более редкие и сложные проблемы мы изучать не будем, так как подобный ремонт необходимо производить в условиях Сервисного Центра.
Итак, основных неисправностей может быть две:
- Пресс не нагнетает давление
- Течь масла из-под резьбовых соединений
Рассмотрим каждую по-отдельности.
Состояние гидравлического пресса, когда крайне медленно смыкаются матрицы или они не двигаются совсем, либо смыкание происходит, но недостаточно развиваемого усилия на них для завершения опрессовки, можно охарактеризовать, как «пресс не нагнетает давление».
Это может произойти по двум причинами:
- Полное или частичное отсутствие масла в масляной ёмкости
- Засорен перепускной клапан
В первую очередь, идём по самому простому пути и проверяем уровень масла в прессе, понимаем, что его недостаточно и производим долив до необходимого уровня.
Смотрим, как это делается:
В том случае, если, долив масла не помог, то причина может быть серьёзней – засор перепускного клапана. В процессе эксплуатации различные продукты износа гидравлического пресса как раз начинают скапливаться в районе данной детали агрегата, а также, что крайне редко случается, подобная проблема может обнаружиться и у совершенно нового инструмента из-за попавшей внутрь металлической стружки.
Представляем Вашему вниманию видео-инструкцию по устранению засора в гидравлическом клапане:
На всякий случай поясним один нюанс. В конце ролика опускаем магнит внутрь корпуса клапана и извлекаем шарик вместе с мусором.
Следующая возможная неисправность – это «течь масла из-под резьбовых соединений». Это происходит, в основном, из-за естественного износа резиновых уплотнений. Как уже ранее упоминалось, в комплект поставки гидравлических прессов SHTOK. входит набор с различными уплотнителями, которые можно использовать для самостоятельного ремонта.
Итак, видео-инструкция по замене уплотнительной манжеты на поршне.
Как вы видите, самостоятельно провести подобный ремонт несложно. Тем самым, вы устраните около 90% всех поломок. При остальных редких и сложных неисправностях, мы всё же настоятельно рекомендуем обращаться в Сервисный Центр!
Друзья, на этом мы завершаем серию публикаций об устройстве и обслуживании ручного гидравлического пресса. Если, по Вашему мнению, мы пропустили что-то интересное, либо у Вас есть вопросы, оставляйте свои комментарии на наших каналах в
Источник
7 шагов по ремонту поршней, которые заставят работать убитый двигатель
Цилиндро-поршневая группа ДВС работает под воздействием высоких температур и повышенных нагрузок. Подобные условия эксплуатации приводят к износу и задирам на рабочих поверхностях деталей. В итоге автовладельцы нередко сталкиваются с необходимостью ремонта поршней и других компонентов.
Поршни в процессе эксплуатации могут приобретать следующие дефекты:
- Износ отверстий в бобышках
- Износ канавок для поршневых колец
- Износ по диаметру
- Трещины и задиры на стенках
- Нагар на днище и в канавках под кольцами
В большинстве случаев поршни можно отремонтировать, кроме тех, которые имеют трещины, глубокие царапины и большой износ по диаметру. Такие детали ремонту не подлежат и их следует заменить. Ниже рассмотрим основные действия при ремонте поршней.
В чем заключается ремонт поршней?
Шаг первый
Ремонтные работы начинаются с определения наличия трещин в поршне. Делается это на слух. Деталь берется за головку а по юбке наносятся легкие удары металлическим предметом. Если звук глухой и дребезжащий, то это свидетельствует о наличии трещин.
Шаг второй
Далее следует очистка поверхностей. С днища нагар удаляется при помощи тупого металлического скребка или металлической щеткой. Предварительно загрязнение нужно смочить в керосине. Из канавок нагар удаляется при помощи специального приспособления.
Шаг третий
Изношенные канавки можно проточить на токарном станке. Это позволит установить кольца с увеличенным размером по высоте. Канавки протачивать необходимо, учитывая установленные ремонтные размеры поршневых колец.
Шаг четвертый
Износ отверстий в бобышках можно устранить при помощи развертывания их под увеличенный диаметр. Делается это при помощи развертки с направляющим хвостовиком. Нельзя использовать короткие инструменты, так как они легко нарушают перпендикулярность оси пальца с осью поршня. Именно поэтому после этой операции необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, который закреплен на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение. Зафиксировав ее показания поршень снимается и надевается на палец другой стороной. Разница в измерениях не должна превышать 0,05 мм. Если она больше, то поршень забраковывается.
Шаг пятый
Изношенные поршневые кольца меняются на новые. Их ремонтный размер должен соответствовать ремонтному размеру цилиндра и поршня. Новое кольцо подбирается по поршню и цилиндру.
Источник
Ремонт поршневой группы
В процессе работы поршни могут иметь следующие дефекты:
- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.
Рис. Приспособление для удаления нагара из канавок поршня.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня. На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.
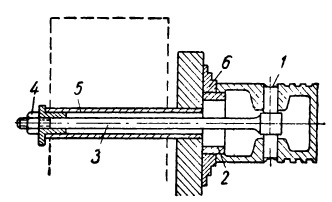
Рис. Установка поршня при проточке поршневых канавок:
1 — поршневой палец; 2 — установочное кольцо; 3 — болт с проушиной; 4 — гайка; 5 — шпиндель станка; 6 — патрон станка.
Изношенные отверстия в бобышках ремонтируют развертыванием их под увеличенный диаметр поршневого пальца при помощи раздвижной развертки с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси пальца с осью поршня; поэтому после развертывания необходимо проверять перпендикулярность осей на специальном приспособлении.
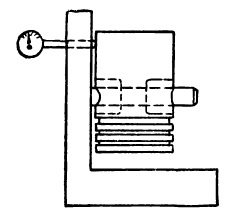
Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Подбор поршней
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.

Рис. Проверка зазора между поршнем и цилиндром:
1 — динамометр; 2 — лента-щуп.
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
При износе поверхности колец и потере упругости кольца заменяют новыми ремонтного размера, соответствующего ремонтному размеру поршня и цилиндра. Цифру ремонтного увеличения диаметра поршневого кольца выбивают на его торцевой поверхности около замка. Новое кольцо подбирают по цилиндру и поршню.
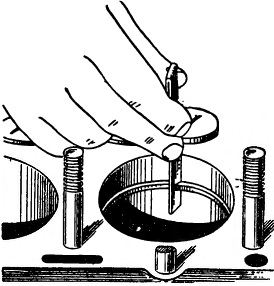
Рис. Проверка зазора в стыке поршневого кольца.
Для подбора кольца по цилиндру нужно установить его в цилиндр, выравнять поршнем и щупом измерить зазор в стыке. Если зазора нет или он мал, то опиливают стык напильником до нормальной величины. Если зазор больше нормального, то кольцо для данного цилиндра непригодно.
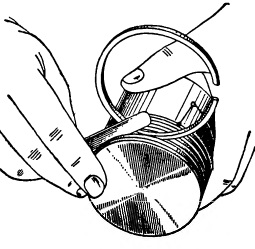
Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца по поршню его следует сначала «прокатить» кругом по канавке поршня, а затем щупом измерить зазор в канавке поршневого кольца. При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость колец проверяют на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндр.
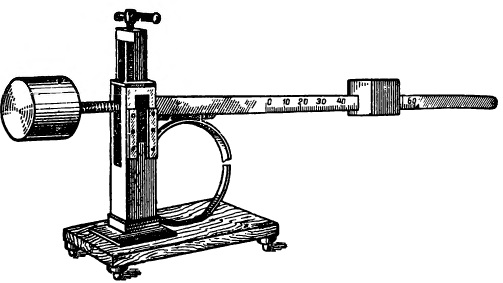
Рис. Проверка упругости поршневого кольца.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
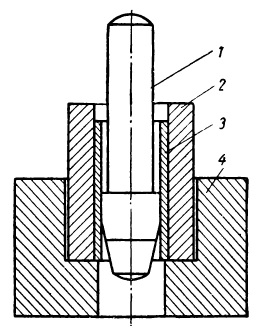
Рис. Раздача поршневого пальца:
1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800—900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка. Матрица ограничивает расширение пальца и придает ему правильную форму. После раздачи палец подвергают закалке в масле с последующим отпуском и шлифуют под номинальный размер.
Отремонтированный или новый поршневой палец подбирают по втулке шатуна и отверстиям бобышек поршня.

Рис. Проверка посадки поршневого пальца во втулке головки шатуна.
Во втулку шатуна поршневой палец входит под давлением большого пальца руки. В отверстия бобышек алюминиевого поршня он также входит под нажимом руки, но для этого поршень должен быть нагрет в масле до температуры 70—80°.
Источник
Как достать поршневую двигателя — замена поршневой

- Причины повреждения поршней
- Виды износа поршней
- Подбор ремонтных поршней
Цилиндро-поршневая группа (ЦПГ), включающая в себя поршень с компрессионными и маслосъемными кольцами, а также гильзу цилиндра, является одной из важнейших рабочих систем двигателя внутреннего сгорания.
Работая в условиях высоких температур и нагрузок, поршни и цилиндры подвергаются усиленному износу. Он проявляется возникновением большого количества задиров на рабочих поверхностях поршней, их прогаром, растрескиванием, заеданием и прочими проблемами.
Рассмотрим основные виды износа поршней, его причины и способы профилактики.
Причины износа поршневой группы
Постоянная эксплуатация машины неминуемо приводит к повреждениям ПГ. Как и любые другие элементы силового агрегата, поршни изнашиваются по причине устаревания или из-за перегрева, вызванного нарушением процесса сгорания.
Чем вызывается износ днища поршня?
Задиры на днище поршня образуются по причине засорения или деформации масляной форсунки, установки элементов с другими размерами, неисправности в системе охлаждения.
На поршнях подержанных машин часто заметны следы от ударов. Вызываются они чересчур большим выступом поршня или неправильной подгонкой торцевой стороны ГБЦ. Это же происходит из-за отложений моторного масла на головке элемента, необычно узким зазором в клапанном приводе и неправильной установкой фаз ГРС.
Повреждения также определяются по наплывам металла на элементах. Такое происходит при неисправном инжекторе — количество впрыска определяется в этом случае системой неверно. Это же укажет на недостаточное сжатие, позднее или ранее зажигание.
Если на днище поршня и в полости камеры сгорания наблюдаются трещины, это свидетельство неисправной форсунки или недостаточной компрессии. Подобное также возможно при неграмотной чиповке двигателя, когда за счёт модернизации пытаются увеличить мощность агрегата.
проверка поршня на износ
Причины повреждения колец
Как правило, это случается из-за эрозии материала в зоне колец, вызванного неправильной установкой, избытком горючего в камере сгорания, нарушением теплового зазора между поршнем и его цилиндром. Такое же происходит при сильном осевом истирании канавки поршней и вибраций.
Другая причина — радиальный износ, связанный с приготовлением смеси. Любое нарушение процесса сгорания топлива, а также недостаточное давление сжатия приводят к такой неисправности.
Осевой износ возможен и в результате банального загрязнения, когда частички сажи прилипают в канавке из-за недостаточного фильтрования. Это могут быть опилки, остатки после струйной очистки или любые другие продукты истирания.
Отчего повреждается юбка поршня?
Несколько причин способствуют этому — деформация шатуна, криво установленные цилиндры, чрезмерный люфт шатунного подшипника. В этих случаях на юбке образуется асимметричное, чётко различимое пятно.
Возможны также задиры под углом 45 градусов и другие следы трения, вызванные чрезмерно тесной посадкой пальца или ошибкой при установке шатуна горячего прессования. Причиной также называют малый процент сжатия, перебои в зажигании, разбавление масла бензином.
Основные признаки, указывающие на выработку ресурса:
- синий цвет выхлопа;
- активный нагар свечей зажигания;
- падение мощности ДВС;
- неустойчивая работа агрегата на нейтральных оборотах — быстро определяется по сильным вибрациям ручки КПП.
И, конечно, самый главный признак — повышенный расход моторного масла.
Лада 2108 Долгостройный Долгострой › Бортжурнал › Сборка ДВС: Блок цилиндров.
Ранее я уже писал «бортовик» про сборку мотора, но запись была краткой, а точнее только список деталей, которые применял при сборке. В итоге планы поменялись, в связи с чем блок был разобран и кованые поршни были проданы. В этот раз опишем весь процесс сборки более подробно. Как я и писал ранее, блок точился под первый ремонт, под ковку. После продажи кованых поршней решил установить литые поршни фирмы СТК, но разница в том, что под ковку был сделан тепловой зазор в 7 соток (в идеале 6 соток), тогда как под литье делается 3 — 5 соток в зависимости от эксплуатации двигателя. Долго думал точить или не точить блок под 83-х миллиметровые поршни, но в итоге решил не мучить блок растачиванием, а оставить цилиндры расточенными в первый ремонт. Перед сборкой блока купил поршневые кольца диаметром 82,5 мм для измерения зазора в замках колец установленных в цилиндрах, зазор в замках колец во всех четырех цилиндрах был 0.40 мм, то есть был в допуске (см. картинку), после чего были куплены поршни под первый ремонт
Как выбрать новые поршни при покупке?
На отечественном рынке представлен большой ассортимент данной продукции. Обычно затрудняются выбрать между технологией изготовления поршней — кованые или литые. Первые разновидности значительно дороже. Вторые — более распространены. Перед тем, как делать выбор — нужно понять, требуется ли автомобилю увеличение стандартной мощности. Если да, то однозначно дать предпочтение кованым аналогам.
Поршни регулярно подвергаются высоким нагрузкам, поэтому от их качества непосредственно зависит отдача ДВС. Немаловажным параметром также является масса изделия. Производители стараются делать их лёгкими, но одновременно прочными.
При выборе рекомендуется обратить внимание на немецкие бренды Kolbenschmidt, Mahle, Prima. Неплохо зарекомендовали себя выпуском такой продукции российские Мотордеталь-Кострома и СТК.
Поршень 6D16 ME072549 (комплект 6 шт.) для двигателя 6D16 на Mitsubishi
Ремонт поршней. Определяем и устраняем неисправности деталей двигателя
Смотрите также
Одним из важнейших рабочих элементов двигателя внутреннего сгорания является цилиндро-поршневая группа (ЦПГ), включающая в себя поршень с компрессионными и маслосъемными кольцами, а также гильзу цилиндра.
Детали ЦПГ работают в условиях высоких температур и повышенных нагрузок. В результате на рабочих поверхностях поршней и цилиндров возникают задиры, они быстро изнашиваются и требуют ремонта.
В данной статье мы рассмотрим самые распространенные причины выхода из строя поршней двигателя, способы профилактики проблем и их устранения.
Какие инструменты нужны для замены поршней
Следующий набор инструментов обязателен для проведения замены поршневой двигателя:
- гаечные ключи;
- тяжёлый молоток;
- съёмник поршневых колец, представляющий собой щипцы — если такого приспособления нет, можно использовать обычную тонкую отвёртку с плоским жалом;
- тиски;
- горелка;
- микрометрический нутромер;
- динамометрический ключ;
- направляющая втулка и оправка с ручкой и резьбовым отверстием на конце специального или самодельного исполнения — можно выточить на токарном станке;
- выколотка под размер пальца поршня — должна заходить внутрь отверстия;
- напильник;
- деревянные бруски;
- трещотка с головками различного размера.
Безусловно, надо подготовить новый комплект поршней. Рекомендуется обратить внимание на качество колец и внешний вид упаковки — наименование изготовителя, материал. На кольцах должна иметься маркировка, указывающая на верхнюю сторону. В целях максимального увеличения ресурса поршней на юбки изделий наносят антифрикционное покрытие. Например, подходит такой вариант — твёрдая смазка Modengy.
Установка фаз газораспределения ч2 (по-колхозному — зажигания)
Не сбивая поршня с ВМТ — ориентируем распределительный вал так, чтобы большое отверстие и риски на его звездочке стали как показано на фото и с одновременным одеванием цепи устанавливаем распределительный вал в постель.
В идеале — риски на звездочке должны стать строго параллельно плоскости разъема крышки клапанов. На практике к сожалению такой точности добиться сложно. И связано это в основном с растяжением цепи ГРМ. И с этим ничего не поделаешь — либо менять цепь ГРМ на новую либо ловить фазу перекидкой зубьев, но этот метод установки фаз газораспределения лично для меня не приемлем.
Ориентируем постель распределительного вала меткой в виде букв «E» и «X» к выпускному каналу и устанавливаем постель.
Затягиваем крест накрест гайки постели затем затягиваем два болта на боковом приливе ГБЦ.
Самостоятельная замена поршней
Всё начинается с подготовительных работ. Сначала нужно обесточить аккумулятор, слить антифриз и моторное масло из поддона картера. Потом провести этап квалифицированной диагностики. Это делается двумя способами: без снятия и со снятием моторной установки.
Чтобы обойтись малой кровью, демонтируется только головка блока цилиндров и поддон. С верхней части цилиндров напильником снимается нагар. Последующие действия:
- замерить диаметр между стенками цилиндра нутромером и сверить с паспортными данными;
- убедиться прокручиванием коленвала, что на гильзах имеются расточки — если состояние гильз не вызывает сомнений, двигатель можно не снимать;
- осмотреть дно поддона — насторожить должна металлическая стружка в масляной плёнке, указывающая на износ колец, вкладышей;
- проверить состояние поршней, аккуратно сняв их вместе с шатунами и кольцами — в норме не должно быть глубоких задиров на юбке, прогара днища, износа верхней канавки больше допустимого значения.
проверка поршней на двигателе
Как проводить на двигателе замену поршневых колец подробно описано ниже.
Как установить новый поршень вместо старого?
Если повреждения значительны, надо заменить поршень. Для этого его следует отделить от шатуна, удалив из отверстий в бобышках стопорные кольца. Палец достаётся с помощью выколотки.
Подробнее о том, как разъединить (выбить) поршень от шатуна:
- уложить поршень на два деревянных бруска;
- вдеть выколотку в отверстие под цилиндрический стержень на поршне;
- ударить сверху по выколотке молотком несколько раз, пока не выскочит палец.
Чтобы установить новый поршень, сначала нужно вдеть в него палец. Данный элемент также рекомендуется заменить. Палец должен войти в отверстие с небольшим усилием. Если он вываливается, то однозначно не подходит по размерам. В этом случае подбирают другой стержень для шарнирного подвижного соединения.
Запрессовка пальца выполняется на «горячую» специальной оправкой или самодельным приспособлением с направляющей втулкой. Она должна быть диаметром на несколько микром толще элемента шарнирного соединения. Собирается «приспособа» перед вдеванием пальца на шатун и поршень так: сначала на оправку надевается палец, затем сверху ставится выколотка. Всё это дело затягивается на конце прута удерживающим винтом.
Крайне желательно перед запрессовкой проводить этап подгонки. Палец вдевается в отверстие поршня, без шатуна. Затем проверяется, как он вошёл. Если неравномерно, то на приспособление добавляется шайба.
- зажать шатун в тисках;
- 1,5-2 минуты нагревать ручной горелкой внутреннюю часть шейки шатуна;
- поставить сверху поршень, стрелкой в сторону замков шатуна — указывается производителем на головке элемента;
- вдеть оправку с пальцем в поршень и шатун до упора;
- вывернуть фиксатор, убрать всё лишнее, оставив палец внутри поршня.
запрессовка поршня в шатун
После остывания проверяется хождение поршня. Минимальная его подвижность укажет на правильное проведение работы.
Как заменить поршневые кольца?
Обязательно должен быть демонтирован поддон картера. Дополнительно снимается также маслонасос — рекомендуется проверить его состояние. Далее откручиваются крышки шатунов, последние выталкиваются с поршнями вверх.
Внимание! Крышки шатунов нельзя менять местами. Каждая на завершающем этапе прикручивается к «родному» шатуну.
Замена поршневых колец проводится специальными съёмными щипцами. После снятия изношенных колец из канавок удаляется весь нагар. Можно это сделать куском жёсткой проволоки или обломком старого кольца. Отложения также следует убрать с днища поршней. Для удобства поверхность можно смочить керосином.
Щипцы-съёмник для колец
Установка маслосъемных новых колец проводится по инструкции. Первым ставится маслосъёмное кольцо, затем оба компрессионных кольца. При монтаже проявляется максимальная осторожность, так как элементы крайне хрупкие, легко ломаются. Исключение составляет первое компрессионное кольцо — оно прочное.
Особое внимание обращается на расположение замков поршневых колец. Лучше ставить их под углом 120°. Если схема замков будет неправильной, газы могут прорваться из камеры сгорания в картер.
Смотрите замену поршневой видео, для полного представления картины https://www.youtube.com/watch?v=iOhU9w1e8Ow
Очистка
При разборке вам необходимо очищать все старые прокладочные материалы и уплотнительные поверхности от масла, пыли и мелкого мусора. Очистке подлежит также основание для цилиндра, верхняя и нижняя поверхности самого цилиндра и нижняя поверхность головки, которая плотно прилегает к цилиндру.
Для очистки больших и особо сложных участков успешно используется бритвенное лезвие. Однако будьте осторожны и не оставляйте на поверхности глубокие канавки или царапины. Кроме того, следите за своими пальцами, лезвия ножей очень легко соскакивают с металлических поверхностей.
Что следует помнить:
- Во-первых, не думайте, что обыкновенным лезвием вы не сможете оставить канавку на поверхности прочного металла цилиндра – практика показывает, что возможно все;
- Во-вторых, очень часто для упрощения и ускорения процедуры очистки используют наждачную бумагу; этого нельзя делать, даже «нулевка» запрещается, так как полученная поверхность (какой бы гладкой она не казалась) не создаст абсолютно герметичное соединение с другой поверхностью.
Извлеките остатки прокладки осторожно, опасаясь канавок или царапин на уплотнительных поверхностях
Заключительная чистка обычно включает использование очистителя карбюратора или аналогичного химического чистящего средства (на основе бензина, растворителя или уайтспирита) и тряпки для достижения абсолютно чистых, зеркальных и плоских поверхностей.
Стоимость замены
Вот примерны цены на замену поршневых колец в сервисах:
- легковые автомобили отечественного производства — от 7-8 тыс. рублей;
- Японские иномарки в кузовах седан, хэтчбек, универсал — от 10 тыс. рублей;
- джипы, кроссоверы, микроавтобусы — от 15 тыс. рублей.
А на замену поршневой цена, как правило, высокая. Это объясняется тем, что процедура входит в перечень капитального ремонта двигателя. Поэтому стоимость соответствующая — от 20 до 40 тыс. рублей.
Подготовка
Чтобы у вас потом не было зеленых соплей по-поводу того, что тюнинговая поршневая не лезет в картер и вас тут якобы обманули — снимите старую поршневую с двигателя и замерьте штангенциркулем отверстие под гильзу. Если отверстие меньше чем гильза тюнинговой поршневой, «мясо» картера позволяет, руки растут оттуда откуда нужно — круглый напильник вам в помощь (только перед расточкой — разберите двигатель, соберите пустой картер на болты, расточите отвертстие, убедитесь, что поршневая входит в картер без проблем — вымойте детали от стружки и соберите двигатель по-новой. Или на крайний случай обмажьте картер и напильник солидолом, чтобы хоть как-то обезопасить себя от попадания опилок в внутрь двигателя.)
Отверстие под гильзу двигателя 162QMK (такие двигатели стоят на китайских коростах больше известных в народе как «Лейка») в стоке составляет 65 мм. Без расточки в этот картер спокойно входит поршневая 57мм (150СС), 61мм (1700СС) и 62мм (180СС). 62мм поршневой в продаже днем с огнем не найдешь, поэтому на этот движок решено было поставить обычную поршневую на 61мм.
Кстати, для тех кто не в курсе, поршневую диаметром 61мм без труда можно установить не только на двигатель «Лейки», но и на любую другую китайскую 150-ку оснащенную двигателем серии 157QMJ. Туда же, если приложить руки можно воткнуть поршневую и на 62мм, но только если позволяет «мясо» картера. Все индивидуально, нужно смотреть по месту. В любом случае — расстояние по шпилькам, что у поршневой на 61мм, что у поршневой на 62мм — одинаково.
Слева направо: 61мм, 57мм
На двигатель серии 139QMB от обычной китайской 80-сятки можно легко установить поршневую 39мм (45СС), 47мм (72СС), 50мм (84СС)
Слева направо: 39мм (45СС), 47мм (72СС), 50мм (84СС)
Обкатка двигателя после замены поршневой
Замена поршневой группы всегда сопровождается обкаткой или проверкой работоспособности двигателя. Делается это просто — мотор запускается на холостых оборотах. Если в течение 5-10 минут работы нет спада оборотов и других признаков нестабильности, проводится обкатка на 2-3 тыс. километров (дизельные агрегаты обкатываются не менее 8-10 тыс. км). Желательно проводить её на третьей скорости. Перед обкаткой рекомендуется проверить состояние АКБ — она должна быть заряженной на 90-100%. И самое главное — первые 300 км рекомендуется преодолеть за один заезд по загородной трассе!
Совет, как избежать проблем во время первого заезда. Двигатель авто после замены поршневой нужно хорошо прогреть, а для этого лучше сделать так. Сначала дать ему поработать на холостых оборотах до 80 градусов. Затем остановить мотор, дать остыть до 40 градусов. Снова запустить на ХХ, дав прогреться до 80°. Процедуру повторить 8-10 раз.
В ходе обкатки запрещено:
- сильно нагружать автомобиль — например, сажать пассажиров или брать на буксир;
- резко ускоряться;
- ехать в гору;
- повышать обороты выше 3000/мин;
- тормозить двигателем;
- передвигаться на пониженных оборотах;
- ездить на недостаточно прогретом моторе.
Что даёт обкатка. Она позволяет новым деталям мотора после замены поршневой без лишних перегрузок приработаться. На СТО обкатка часто проводится посредством стенда. К двигателю машины после замены поршневой подключается электродвигатель, который и «притирает» его. В домашних условиях это делается прямо на машине, описанным выше способом.
Установка натяжителя цепи ГРМ
Если у вас двигатель 157QMJ серии — делаем следующее: отворачиваем на корпусе натяжителя заглушку; вставляем в нее тонкую плоскую отвертку и начинаем закручивать болтик пока шток натяжителя не зайдет внутрь корпуса.
Не отпуская отвертки с одновременным придерживанием корпуса натяжителя, свободными пальцами — вставляем натяжитель в цилиндр, прикручиваем его болтами и только потом отпускаем отвертку и заворачиваем на место заглушку.
Если у вас двигатель 139QMB серии, то делаем так: выкручиваем из корпуса натяжителя заглушку и вынимаем пружину; задвигаем внутрь корпуса шток; устанавливаем в цилиндр натяжитель; вставляем в корпус пружину и заворачиваем заглушку.
После установки поршневой не забываем произвести регулировку тепловых зазоров клапанов и обкатать двигатель.
Источник