- Ремонт поршневой группы
- Подбор поршней
- Подбор поршневых колец
- Ремонт поршневого пальца
- Ремонт поршневой группы, особенности, где лучше делать
- Что представляют собой цилиндр и поршень?
- Проведение тюнинга
- Конструкционные материалы
- Технология капитального ремонта
- Последовательность разборки
- Выявление дефектов
- Устранение неполадок
- Охлаждение цилиндро-поршневой группы
- Воздушное
- Жидкостное
- Что еще учесть при проведении тюнинга
- Система смазки цилиндров
- Несколько советов
Ремонт поршневой группы
В процессе работы поршни могут иметь следующие дефекты:
- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.
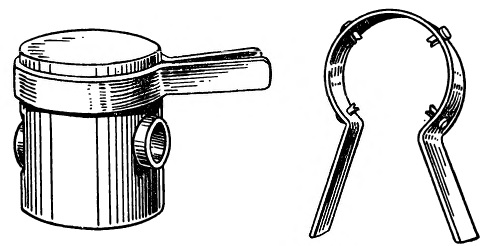
Рис. Приспособление для удаления нагара из канавок поршня.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня. На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.
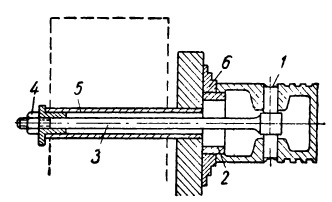
Рис. Установка поршня при проточке поршневых канавок:
1 — поршневой палец; 2 — установочное кольцо; 3 — болт с проушиной; 4 — гайка; 5 — шпиндель станка; 6 — патрон станка.
Изношенные отверстия в бобышках ремонтируют развертыванием их под увеличенный диаметр поршневого пальца при помощи раздвижной развертки с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси пальца с осью поршня; поэтому после развертывания необходимо проверять перпендикулярность осей на специальном приспособлении.
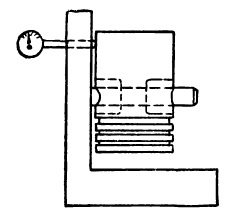
Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Подбор поршней
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.

Рис. Проверка зазора между поршнем и цилиндром:
1 — динамометр; 2 — лента-щуп.
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
При износе поверхности колец и потере упругости кольца заменяют новыми ремонтного размера, соответствующего ремонтному размеру поршня и цилиндра. Цифру ремонтного увеличения диаметра поршневого кольца выбивают на его торцевой поверхности около замка. Новое кольцо подбирают по цилиндру и поршню.
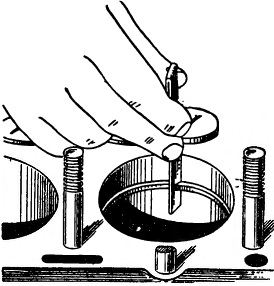
Рис. Проверка зазора в стыке поршневого кольца.
Для подбора кольца по цилиндру нужно установить его в цилиндр, выравнять поршнем и щупом измерить зазор в стыке. Если зазора нет или он мал, то опиливают стык напильником до нормальной величины. Если зазор больше нормального, то кольцо для данного цилиндра непригодно.
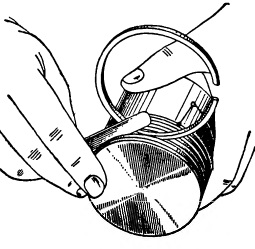
Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца по поршню его следует сначала «прокатить» кругом по канавке поршня, а затем щупом измерить зазор в канавке поршневого кольца. При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость колец проверяют на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндр.
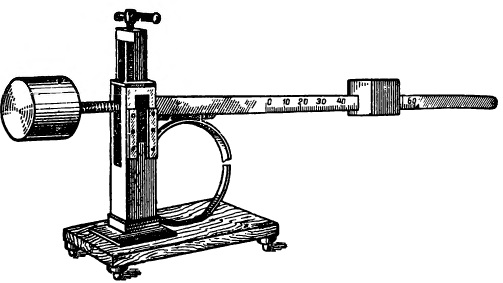
Рис. Проверка упругости поршневого кольца.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
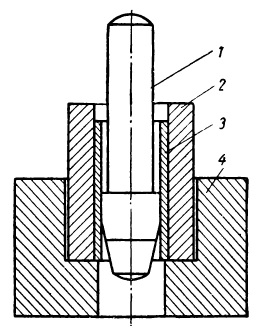
Рис. Раздача поршневого пальца:
1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800—900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка. Матрица ограничивает расширение пальца и придает ему правильную форму. После раздачи палец подвергают закалке в масле с последующим отпуском и шлифуют под номинальный размер.
Отремонтированный или новый поршневой палец подбирают по втулке шатуна и отверстиям бобышек поршня.

Рис. Проверка посадки поршневого пальца во втулке головки шатуна.
Во втулку шатуна поршневой палец входит под давлением большого пальца руки. В отверстия бобышек алюминиевого поршня он также входит под нажимом руки, но для этого поршень должен быть нагрет в масле до температуры 70—80°.
Источник
Ремонт поршневой группы, особенности, где лучше делать
Ремонт поршневой группы должен проводиться в специализированном автосервисе грамотными мотористами, но с признаками неисправностей ЦПГ и порядком проведения работ не помешает познакомиться всем автовладельцам, в том числе и начинающим водителям.
В статье объясняется, каким образом производится замена поршневой группы, в каких случаях можно производить ремонт без снятия двигателя с автомобиля.
Информация будет полезна для автовладельцев, которые собираются ремонтировать поршневую группу автомобиля.
В автомобильном двигателе поршневая группа – важная составляющая, при возникновении в ней различных неисправностей мотор начинает неустойчиво работать, плохо развивает обороты, вследствие чего пропадает динамика автомобиля, повышается расход моторного масла.
В случае появления различного рода дефектов в цилиндро-поршневой группе (ЦПГ) двигателю требуется ремонт, и в зависимости от поломки он может быть различной сложности.
Что представляют собой цилиндр и поршень?
В двигателях современных автомобилей от 2 до 16 цилиндров, объединенных в единый прочный корпус – блок цилиндров. Количество цилиндров определяет мощность силового агрегата.
Внутренняя часть цилиндра, которая является его рабочей поверхностью, называется гильзой, внешняя часть, составляющая единое целое с корпусом блока, – рубашкой. По каналам рубашки циркулирует охлаждающая жидкость.
Внутри цилиндра совершает возвратно-поступательное движение поршень. Он передает усилие, возникающее от давления газов, на шатун, герметизирует камеру сгорания и отводит от нее излишек тепла.
Поршень имеет вид перевернутого стакана, состоит из головки (днища), уплотняющих колец и направляющей части (юбки).
В бензиновых двигателях используются поршни с плоским днищем – они проще в изготовлении, меньше нагреваются при работе. Иногда в них выполняются канавки, способствующие полному открытию клапанов. Поршни дизельных двигателей имеют выемку заданной формы на дне, чтобы воздух, поступающий в цилиндр, лучше перемешивался с топливом.
Плотность соединения поршня с цилиндром обеспечивают поршневые кольца. Их число и расположение зависит от типа и предназначения двигателя. Чаще всего поршень включает два компрессионных кольца и одно маслосъемное.
Компрессионные кольца уменьшают попадание газов из камеры сгорания в картер двигателя, а также отводят тепло от головки поршня к стенкам цилиндра. По форме они могут быть трапециевидными, бочкообразными и коническими.
Верхнее компрессионное кольцо изнашивается быстрее других, поэтому его наружную поверхность подвергают пористому хромированию или напылению молибдена. Благодаря этим процедурам первое кольцо лучше удерживает смазочный материал и становится более износостойким. Остальные уплотняющие кольца покрывают слоем олова для лучшей приработки к цилиндрам.
Маслосъемное кольцо при движении поршня вверх и вниз удаляет излишки масла со стенок цилиндра, предупреждая тем самым их попадание в камеру сгорания. Через дренажные отверстия в стенках поршня масло попадает внутрь последнего и далее – в картер.
Направляющая часть поршня (юбка) может иметь конусообразную или бочкообразную форму – это позволяет компенсировать расширение при достижении высоких рабочих температур.
На юбке расположено отверстие двумя приливами (бобышками), в котором крепится поршневой палец, соединяющий поршень с шатуном.

Палец поршня имеет трубчатую форму и может устанавливаться по-разному:
- Закрепляться в бобышках поршня, но вращаться в головке шатуна
- Закрепляться в головке шатуна и вращаться в бобышках поршня
- Свободно вращаться в бобышках поршня и в головке шатуна (плавающие пальцы)
Шатун соединяет поршень с коленчатым валом. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленчатого вала, стержень совершает сложное колебательное движение. В процессе работы шатун подвергается сжатию, изгибу и растяжению, поэтому его производят прочным и жестким, а для уменьшения сил инерции – легким.
Проведение тюнинга
При усовершенствовании узлов и агрегатов двигателя необходимо проводить их облегчение. Но нужно и учитывать то, что следует делать это разумно, без фанатизма, чтобы не ухудшить прочность и надежность механизмов. Например, у поршней стачивают юбку с внутренней стороны, что позволяет уменьшить вес на несколько грамм, но крутящий момент заметно увеличивается. Вся поршневая группа двигателя нуждается в значительном облегчении ее элементов. Аналогично производится уменьшение массы коленчатого вала: с его поверхности убирается слой металла. Маховик, расположенный на валу, тоже подвергается обработке: с внутренней части снимается лишний металл. Аналогичные действия проделать нужно и с шатунами.
Стоит заметить, что при усовершенствовании (тюнинге) таких агрегатов, как маховик, коленвал, распредвал, обязательно необходимо проводить по окончании центровку и балансировку. Поскольку это элементы, которые вращаются вокруг оси, если точка тяжести окажется смещена, то появится биение. И если оно слишком сильное, то разрушения агрегатов ждать останется не очень долго. Более простой способ, но с финансовой стороны не слишком выгодный, можно применить, если провести установку узлов для конкретного двигателя, уже прошедших процедуру облегчения. У них и форма несколько иная, и используемый материал по прочности не уступает стандартному, зато масса его намного меньше. Обратите внимание на поздние модификации моторов. Например, поршневая группа «ВАЗ-2101» может быть заменена на более совершенные элементы модели 2103 или 2106.
Конструкционные материалы
Для того, чтобы цилиндры могли выдерживать высокие нагрузки, их изготавливают из высокопрочных материалов – чугуна или стали с различными присадками. В целях снижения веса современные блоки часто производят из алюминия, а внутреннюю часть цилиндра, запрессованную в блок и контактирующую с движущимся поршнем – из стали.
Автомобильные поршни двигаются внутри цилиндра с высокой скоростью, в процессе работы они подвержены воздействию высоких температур и давлений. Именно поэтому изначально их отливали из чугуна. С развитием технологий основным конструкционным материалом стал алюминий, его использование позволило обеспечить меньшую нагрузку на детали, лучшую теплоотдачу, рост оборотов и мощности двигателя.
Сегодня многие автомобили, особенно с дизельными ДВС, оснащаются сборными поршнями из стали. Они легче алюминиевых, за счет меньшей компрессионной высоты позволяют использовать удлиненные шатуны и, тем самым, снизить боковые нагрузки в паре «поршень-цилиндр».
Поршневые кольца производятся, в основном, из специального серого высокопрочного чугуна с легирующими добавками (хромом, молибденом, никелем, вольфрамом). Эти материалы обеспечивают высокую термо- и износостойкость колец, а также их отличную прирабатываемость.
В процессе работы детали ЦПГ подвергаются значительным циклическим, механическим и тепловым нагрузкам, которые повторяются тысячи раз в минуту.
Именно поэтому современные материалы, применяемые для изготовления поршней, обладают:
- Высокой механической прочностью
- Хорошей теплопроводностью
- Малой плотностью
- Незначительным коэффициентом линейного расширения
- Антифрикционными свойствами
- Коррозионной устойчивостью
Некоторые производители автокомпонентов в целях снижения потерь, вызванных трением, покрывают боковую поверхность поршней специальным антифрикционным материалом, содержащим графит или дисульфид молибдена. Однако со временем заводское покрытие разрушается. Во избежание усиленного износа поршня и образования задиров оно требует восстановления.
Для этих целей применяются специальные материалы на основе твердых смазочных частиц. Одним из самых эффективных является антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Состав на основе высокоочищенного дисульфида молибдена и графита имеет практичную аэрозольную упаковку с оптимальными параметрами распыления.
Материал наносится на юбки поршней быстро и равномерно, для отверждения не требует нагревания в печи, создает на поверхности долговечное сухое покрытие, снижающее его износ и препятствующее появлению задиров.
Технология капитального ремонта
Работа начинается с разборки всего двигателя.
Последовательность разборки
- Сливаются тосол, масло
- Отсоединяются: — выхлопные патрубки («штаны»); — термостат, радиатор, отопитель салона, помпа
- Отвинчиваются: — картер, — головка БЦ, — КПП, — Масляный насос и задняя крышка коленчатого вала, — шатуны с поршнями, — сам коленвал;
- Освобождаются шатуны (выбиваются пальцы из поршней).
Выявление дефектов
Износ ЦПГ определяется визуально, а также при посредстве микрометра. Наиболее частые изъяны:
- в кольцах: — поломка, — истончение (увеличен зазор в стыках);
- в поршнях: — прогар в верхней части, — поломка межколечных перегородок;
- на гильзе: — выработка, — механическое повреждение (от сломанных колец, осколков перегородок).
Устранение неполадок
Замена поршневой группы является главным, но не единственным звеном в капитальном ремонте двигателя. Её сопровождают:
- Расточка блока цилиндров под один из стандартных размеров (больший, чем предыдущий);
- Подборка комплектов: — ремонтных колец, — поршней с монтажными пальцами для шатунов ;
- Растачивание под ремонтный стандарт коленвала;
- Покупка соответствующих вкладышей.
Охлаждение цилиндро-поршневой группы
При сгорании топлива в надпоршневом пространстве в каждом цикле работы двигателя выделяется огромное количество тепла. Именно поэтому цилиндро-поршневая группа нуждается в эффективном охлаждении.
Для отвода избыточного тепла предусмотрена воздушная или жидкостная система охлаждения.
Воздушное
Цилиндры двигателя с воздушным охлаждением снаружи покрыты множеством ребер, которые обдуваются встречным или искусственно созданным (с помощью воздухозаборников) потоком воздуха.
Жидкостное
При жидкостном (водяном) охлаждении цилиндры снаружи омываются охлаждающей жидкостью, циркулирующей в толще блока. Нагретые цилиндры отдают ей часть тепла, затем жидкость попадает в радиатор, охлаждается и вновь подается к цилиндрам.
Что еще учесть при проведении тюнинга
Не нужно останавливаться на достигнутом. Так как вы увеличили мощность и крутящий момент, нужно предусмотреть и более эффективную смазку. Без модернизации масляного насоса никуда не деться. Систему смазки лучше всего дополнить канавками с внутренней стороны вкладышей. Занятие не из легких, так как эти элементы с трудом подвергаются какой-либо обработке. Но выполнить все можно, хоть и затратите время. Также позаботьтесь о системе охлаждения. Режим работы мотора существенно изменился, поэтому со стандартным теплообменником он может перегреваться.
Применение сцепления усиленного типа обязательно, так как крутящий момент вышел в плюс. Стандартные диски могут просто не выдержать возросших нагрузок. Выжимной подшипник также подбирается, исходя из новых характеристик. Но самое главное – это модернизация тормозов. Увеличение площади соприкосновения колодки с диском – это эффективное решение для обеспечения торможения. На колесах сзади следует отказаться от применения барабанных механизмов, отдавайте предпочтение дисковым. Любой легковой автомобиль можно переоборудовать таким образом. И если изменяются размеры поршневой группы, проводится облегчение, то в обязательном порядке требуется усовершенствование всех агрегатов автомобиля.
Система смазки цилиндров
Если цилиндр не смазан изнутри, поршень будет заклинивать, что рано или поздно приведет к разрушению двигателя. Именно поэтому качественное смазывание стенок – вторая по значимости проблема после отвода тепла.
Для удержания стабильной масляной пленки на внутренние поверхности цилиндров наносят микросетку. Это процесс называется хонингованием. Благодаря наличию такой сетки на стенках всегда присутствует слой масла, что не только снижает трение в паре «поршень-цилиндр», но и способствует отведению излишков тепла внутри ЦПГ.
Несколько советов
Главная рекомендация состоит в следующем: не пытайтесь проводить тюнинг или ремонт двигателя, если не уверены в своих силах либо вообще не понимаете, для чего нужны те или иные узлы. Отдайте все в руки профессиональных мастеров, которые сделают работу максимально качественно.
Если вы желаете провести ремонт, то оцените и свои финансовые возможности. Даже самостоятельное его проведение выльется в копеечку. Порой выгоднее оказывается приобрести двигатель с небольшим пробегом, нежели восстанавливать свой. А так как мотор – это запчасть, а не номерной агрегат, то регистрация в ГИБДД не требуется (если он установлен с автомобиля той же модели).
Источник