- Ремонт ступицы
- Ремонт ступицы
- Чем опасен износ и непрофессиональный ремонт ступицы
- Какие ступицы мы ремонтируем
- Время и стоимость ремонта ступиц
- Гарантия
- Как записаться на ремонт передней и задней ступицы, восстановление посадочных поверхностей, замену болтов и подшипников
- Примеры работ
- Пример восстановления посадочного места по обойму подшипника на ступице SAF.
- Мы с радостью ответим на оставшиеся вопросы!
- Реставрация посадочных мест под подшипник на все типы ступиц
- Разбило посадочное место подшипника что делать
- Рекомендованные сообщения
- Создайте аккаунт или войдите в него для комментирования
- Создать аккаунт
- Войти
- Сейчас на странице 0 пользователей
Ремонт ступицы
Ремонт ступицы
Ремонт ступицы позволяет в 90% случаев обойтись без замены дорогой детали. Новая ступица для грузовика, автобуса, прицепа или спецтехники стоит 45-90 тысяч рублей, а самый дорогой вид ремонта (восстановление посадочного места тормозного диска с его установкой) – всего 10 тысяч.
Чем опасен износ и непрофессиональный ремонт ступицы
Тяжелые машины постоянно работают под нагрузкой и одной из первых систем страдает подвеска. Если же нарушены правила сборки (например, недостаточная или неравномерная затяжка гаек) или использования (нехватка смазки), то износ происходит в разы быстрее. В частности разбиваются посадочные места под колесный и тормозной диски, обойму подшипника, точки размещения шпилек. Результат – появление зазоров, люфта и неизбежная поломка, которая обычно случается во время работы, приводит к потере управления и авариям.
Чтобы избежать неприятностей не забывайте, выполнять регулярное обслуживание подвески и допускайте к ремонту ступицы и сборке узла только профессиональных механиков.
Какие ступицы мы ремонтируем
В «Давлат-Техно» вы можете заказать ремонт ступиц колес для любой спецтехники и транспорта:
- грузовых автомобилей общего назначения;
- седельных тягачей любых марок;
- прицепной техники;
- тракторов и карьерной спецтехники;
- легковых автомобилей.
В обслуживание входят работы по ремонту передней и задней ступицы, восстановлению посадочных мест:
- обоймы подшипника;
- тормозного диска;
- колеса.
Одновременно модернизируем поверхность под обойму подшипника (металл уплотняется и предотвращает повторное проворачивание), устанавливаем на готовую поверхность тормозной диск, меняем диаметры для монтажа новых колесных шпилек. Извлекаем сломанные болты, выправляем ступичные болты фиксатора диска и заново нарезаем резьбу на них. Выполняем все типы работ по ремонту передней и задней ступицы, включая восстановление после серьезных повреждений.
Примеры освоенной техники:
- BPW;
- SAF;
- ROR;
- VOLVO;
- DAF;
- MAN;
- SCANIA;
- FREELANDER;
- MERCEDES;
- КАМАЗ;
- МАЗ;
- ремонт ступиц легковых автомобилей, внедорожников и микроавтобусов.
Для сервисного центра «Давлат-Техно» ремонт ступиц – одно из основных направлений, которым мы занимаемся более 11 лет.
Время и стоимость ремонта ступиц
Посадочное место обоймы подшипника
| Название работы | Время выполнения, час | Стоимость, руб |
| Наплавка металла на изношенные участки | 2-4 | 2000-4000 |
| Постепенное охлаждение | 1-2 | |
| Черновая токарная обработка | 2-4 | 2000-3000 |
| Чистовая токарная обработка | 1-2 | |
| ИТОГО | 6-12 | 4000-7000 |
Посадочное место тормозного диска с запрессовкой
| Название работы | Время выполнения, час | Стоимость, руб |
| Наплавка металла на изношенные участки | 2-5,5 | 3000-4000 |
| Постепенное охлаждение | 1-2 | |
| Черновая токарная обработка | 3-5 | 3000-4000 |
| Чистовая токарная обработка | 2-4 | |
| Запрессовка диска с установкой фиксаторов | 2-3 | 1000-2000 |
| ИТОГО | 10-19,5 | 7000-10000 |
Посадочное место колесного диска
| Название работы | Время выполнения, час | Стоимость, руб |
| Наплавка металла на изношенные участки | 2-4 | 2000-3000 |
| Постепенное охлаждение | 1-2 | |
| Черновая токарная обработка | 2-4 | 3000-5000 |
| Чистовая токарная обработка | 2-3 | |
| ИТОГО | 6-13 | 5000-8000 |
Гарантия
Срок гарантии устанавливается в зависимости от категории работы. Например, гарантия на восстановление посадочного места под обойму подшипника – 6 месяцев, в некоторых случаях период бесплатного обслуживания увеличивается до года. После каждого обращения в гарантийный срок проводится осмотр с выяснением причин повторной поломки. Если неисправность появилась по нашей вине, то ремонт проводится бесплатно и без очереди.
Как записаться на ремонт передней и задней ступицы, восстановление посадочных поверхностей, замену болтов и подшипников
Свяжитесь с инженером сервисного центра и опишите проблему. Специалист рассчитает предварительную стоимость работ, расскажет подробнее о способах оплаты и доставки техники в ремонтную зону. Выберите удобное время, передайте обслуживание техники профессионалам и ступица превратится из проблемного узла в нормальную рабочую деталь.
Примеры работ







Пример восстановления посадочного места по обойму подшипника на ступице SAF.
Работа выполняется с гарантией, после восстановления за счёт усиления металла в местах наплавки вероятность повторного проворота обоймы исключается, скорее съест саму обойму. Стоимость от 3500 руб. срок восстановления от 3.5 часов. Аналогичная ситуация со ступицами BPW.


Мы с радостью ответим на оставшиеся вопросы!
Источник
Реставрация посадочных мест под подшипник на все типы ступиц
Немного расскажем о реставрации посадочных мест под обойму подшипника на колесных ступицах различных модификаций и габаритов. Расточка происходит на токарном и только на токарном позже объясню почему. По ходу работы было изготовлено множество спец.кулачков чтобы ступицу было возможно зажать как за вн. так и за наружный диаметр. Основная задача при расточке места под подшипник сохранить соосность между ними. Существует несколько базовых мест по которым выставляется соосность:
- Это не тронутое место подшипника, где ширина посадочного места шире чем обойма.
- Там где можно выставится по месту сальника.
- Там где это не возможно сделать, выставляется по торцу ступицы, где сидит колесный диск, он должен быть идеально перпендикулярным относительно места подшипника.
Поэтому расточка происходит на токарном станке, чтобы увидеть все ее погрешности при вращении, а не расточных станках, где ступица не подвижна. После расточки место под обойму изготавливается так называемый стакан, который запрессовывается вместо расточки. Внутренний и наружный диаметр стакана рассчитывается таким образом что после запрессовки не требуется повторной установки ступицы. Хотя в некоторых случаев, таких, как приварка стакана к ступицы, она еще раз устанавливается на станок и происходит окончательная расточка места под обойму подшипника.
Десятилетний опыт реставрации ступиц, дает нам основание говорить, что 99 % отреставрированных ступиц вернутся в строй. Это все что касается расточки и установки стакана. Так же реставрация происходит при помощи наплавки и обработки посадочных мест под колесный диск, как на простых ступицах так и на бортовых редукторах и так называемые « звездочки» под диск на ступицах КАМаз старого образца.
Источник
Разбило посадочное место подшипника что делать
Думаю, многие видели неосознанные вопли «Да эти ступицы — хлам, в них подшипники болтаться скоро будут!» Подобный школьный бред раздается повседневно и постоянно, по поводу и без.
Итак, речь пойдет о посадочных местах подшипников ступиц и о том, почему все-таки посадочные места проседают.
Причина первая, не зависящая от владельца — это первоначальное качество материалов, из которых изготовлена ступица.
К примеру, возьмем для сравнения ступицы CNC и обычную стандартную ступицу бюджетных питбайков.


Первая выполнена из цельного фрезерованного алюминия, вторая же часто состоит из прессованной стружки, которая деформируется под действием ударов, передающихся от поверхности движения.
Вторая причина — смешенная — это подшипники колес. Смешанная она в том плане, что зависит как от качества установленных подшипников, так и от лени владельца следить за их состоянием.
Если вы ставите дешевые подшипники, то они или быстро развалятся и начнут бить, или же даже новыми будут иметь биение, недопустимое для использования в принципе. Естественно, все удары будут передаваться на ступицу, а любой метал от удара деформируется, вот вам и просадка.
Ну, а владелец виноват в двух случаях: установка дешманских подшипников и несвоевременная замена подшипника, все просто.
Третья причина в перетянутой приводной цепи. Она дает большую нагрузку на одну сторону колеса, соответственно, неравномерное распределения нагрузок приводит к биению, ускоренному износу, ударам — и готово, посадочное просело.
НО ВСЕ ЭТО НИЧТО по сравнению с главной причиной — РУКОЖОПСТВОМ!)))
Тут просто царство инженерных идиотизмов.
Итак, первая глава — выбивание подшипников отверткой и кувалдой на холодную! Это прям то, что любит каждый школьник. После того, как он это сделает, микроны металла снимаются криво-косо выходящим подшипником, но это ерунда. Они еще и бьют не по кругу, равномерно выбивая подшипник, а долбят в одну точку. Подшипник при этом упирается одной стороной, просаживает ступицы, да еще и снимает краем необходимые микроны!
Допустим, некоторые считают, что нагрев металла не нужен, и достаточно анкерного съемника. Пусть так, подшипник хотя бы будет идти равномерно, но туго, и все равно микроны будут съедаться, а это не хорошо. Но зачем вам съемники и строительные фены? Есть же отвертка и кувалда!
Но на самом деле, если вы хотите, чтобы посадочные места подшипников и ступицы в целом служили вам долго и счастливо, то помните:
1) Следить за натяжением цепи
2) Следить за состоянием подшипников!
3) Своевременная замена подшипников
4) Использование качественных подшипников
5) При замене подшипников использовать строительный фен, КАК МИНИМУМ! И лучше всего, чтобы у вас был анкерный съемник.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Бывает, что подшипник в картере провернулся, его посадка в блоке двигателя или в картере какого то агрегата (коробки передач или заднего моста) ослабевает, и эксплуатировать автомобиль или мотоцикл с такой неисправностью нельзя, так как посадочное место подшипника ещё больше разобьётся. Такая неисправность может произойти от многократного или неправильного монтажа подшипника в отверстие (гнездо) картера, недостатка смазки (подшипник клинит и он проворачивается), или просто от неточного изготовления отверстия подшипника. И с такой неисправностью часто сталкиваются владельцы любого транспортного средства, или просто какого то станка или агрегата. Как легко избавиться от такой неисправности в домашних условиях, не имея гальванического оборудования, даже самого простого (для покрытия цинком) мы и рассмотрим в этой статье.
Конечно же можно нарастить диаметр наружной обоймы подшипника, если покрыть его хромом, или слоем цинка, и об этом я уже писал (почитать можно вот в этой статье). Но для этого потребуется изготовить специальные заглушки (чтобы слой покрытия не попал на шарики, сепаратора и внутренние поверхности обойм), да и придётся повозиться с химреактивами.
В этой же статье, мы рассмотрим другой, ещё более простой способ наращивания наружного диаметра обоймы подшипника, который сможет осуществить как в своём гараже, так и в полевых условиях любой человек, даже школьник.
Для начала рассмотрим более распространённые традиционные методы восстановления разбитого посадочного отверстия в подшипнике, может кто то из новичков не знает о них и они кому то пригодятся. А уже после этого разберём более редкий способ, о котором большинство ремонтников не знает.
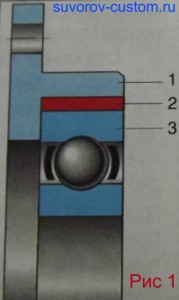
Восстановление посадочного отверстия с помощью втулки.
1 — картер, 2 — втулка, 3 — наружная обойма подшипника.
Так вот, если подшипник монтируется в картере какого то агрегата или его крышке, и посадочное отверстие разбито, то крышку закрепляют через планшайбу в токарном станке, а картер в кардинатно-расточном станке, и растачивают диаметр посадочного отверстия примерно на 3 — 4 мм и после этого запрессовывают в расточенное место ремонтную втулку, в которой внутренний диаметр немного больше (с припуском на чистовую обработку) и после завтуливания, растачивают внутренний диаметр втулки под диаметр наружной обоймы подшипника (см. рисунок 1).
Этот способ достаточно распространён, не смотря на то, что многим мастерам приходится искать кардинатно-расточной или токарный станок и изготавливать ещё и приспособление для точного закрепления детали. К тому же такой способ не подойдёт, если толщина металла стенки корпуса, после расточки станет тонкой и не обеспечит достаточной жёсткости отверстию подшипника. И многих это и останавливает, да и грамотного станочника не везде найдёшь.
Некоторые «мастера» пытаются вообще обойтись просто кернением посадочной поверхности, но вряд ли стоит надеяться, что такого «ремонта» хватит надолго, как правило на пару часов. Ведь обойма подшипника при таком способе будет лежать не на всей поверхности посадочного отверстия, а лишь на мизерных площадках (пупырышках), которые имеют мизерную площадь. Да и накерненные места быстро сминаются уже при монтаже подшипника (особенно в мягком алюминиевом картере), и обойма подшипника снова начинает болтаться и проворачиваться.
Наиболее доступные и эффективные способы ремонта, это когда увеличенное отверстие подшипника вообще не трогают, а занимаются лишь наращиванием толщины обоймы подшипника. И способов тут тоже несколько, это и напыление металла специальными установками, которые пока очень мало распространены, это и покрытие обоймы хромом, ну и более доступное в домашних условиях покрытие обоймы цинком, о котором я уже писал (ссылка выше в тексте).
Но существует ещё один малоизвестный, но очень простой способ наращивания размера любой круглой металлической детали, а в данном случае обоймы подшипника, который не сложно осуществить у себя дома, в гараже и даже в путешествии (на обочине дороги). Причём особой квалификации или какого то секретного мастерства не потребуется, и любой водитель, способный открыть капот на своей машине, справится с этой несложной операцией довольно легко, особенно если будет помогать помощник.
Принцип наращивания металла этим простым способом, основан на принципе работы контактной сварки. И для работы нам потребуется всего лишь пара рессор, например от Москвича или Волги, пара кусков толстого провода (подойдут кабели с зажимом «крокодил», для «прикуривания») ну и хорошо заряженный аккумулятор, или сварочный трансформатор (может подойти и мощное пуско-зарядное устройство).
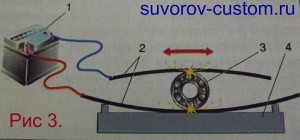
Подключение самодельной установки для наплавки подшипников.
1 — батарея, 2 — рессоры, 3 — подшипник, 4 — стол с подставками.
И чтобы нарастить диаметр наружной обоймы подшипника, этот подшипник нужно будет прокатывать между двух рессор, подключив к рессорам электрический ток (см. рисунок 3). И как я уже говорил, подойдут рессоры от наших отечественных машин, но если подшипник гораздо большего размера, например от грузовика, то и ширину рессор нужно подобрать пошире, от того же грузовика (можно найти старые рессоры на пунктах приёма металлолома, или в автохозяйствах).
Длинна рессор тоже зависит от диаметра подшипника, но как правило хватает длины одной рессоры около метра, а вторую можно отрезать до полуметра (так будет удобнее работать). Соединяем каждую рессору кабелем с полюсными наконечниками батареи или трансформатора, обеспечив хороший контакт.
Можно использовать клеммы от автомобиля, чтобы плотно подсоединить кабели к аккумулятору, ну а к рессорам можно зажать кабели с помощью болтов с шайбами, или мощных зажимов «крокодил» (типа сварочных). Причём полярность при подключении рессор может быть любая.
 Большую рессору удобнее закрепить где нибудь на столе или верстаке, прогибом вверх, далее на неё устанавливается подшипник, во внутреннюю обойму которого вставляется круглая палка, и сверху на подшипник ложится прогибом вниз более короткая рессора.
Большую рессору удобнее закрепить где нибудь на столе или верстаке, прогибом вверх, далее на неё устанавливается подшипник, во внутреннюю обойму которого вставляется круглая палка, и сверху на подшипник ложится прогибом вниз более короткая рессора.
Конечно работать удобнее вдвоём, так как один человек удерживает подшипник палкой и старается, чтобы он не ушёл в сторону от прямолинейного направления (подруливает). А второй человек, накрыв подшипник верхней рессорой, прокатывает её по поверхности наружной обоймы, при этом подшипник будет немного прокатываться и по нижней рессоре.

Наплавленные подшипники с разной толщиной наплавки.
а — толщина наплавки 0,1 мм, б — толщина наплавки 0,25 мм, в — толщина наплавки в 0,5 мм.
Прокатку выполняют несколько раз, и при этом поверхность наружной обоймы постепенно покрывается большим количеством мелких привариваемых бугорков из металла рессор (см фото слева). И достаточно сделать несколько прокаток, и поверхность наружной обоймы подшипника уже наращивается до такого диаметра, что обойма уже не будет болтаться в своём разбитом отверстии.
На концы верхней рессоры полезно одеть резиновые перчатки и примотать их скотчем, или просто намотать изоленту. Это позволит избежать короткого замыкания рессор и порчи аккумулятора, если при прокатке верхняя рессора своим концом коснётся нижней рессоры.
Это часто случается, если диаметр восстанавливаемого подшипника маленький. И если подшипник уж очень маленького диаметра, то полезно при работе наоборот развернуть верхнюю рессору прогибом вверх.
При работе с аккумулятором, чтобы его не испортить,полезно вообще не защищать ржавчину на рессорах, так как ржавчина обладает дополнительным сопротивлением, которое будет препятствовать чрезмерному росту тока. Но при желании можно подключить и реостат, которым можно будет точно подобрать нужную силу тока.
Если же вместо аккумулятора будет использоваться сварочный трансформатор, то конечно лучше использовать тот, на котором есть регулировка тока. Сварочный ток выставляют в пределах 100 — 150 ампер, и чем ток больше, тем быстрее будет происходить наращивание металла, но и крупнее будут наплавляемые частицы.
Поэтому полезно подобрать золотую середину, чтобы и частицы наплавляемого металла (вкраплений) были не крупные, и возиться долго не пришлось. Можно потренироваться сперва на негодном подшипнике. Но как правило, для нормального увеличения диаметра 110- миллиметрового подшипника на 0,5 мм, потребуется ток в 150 ампер и примерно пять минут накатки. И при этом подшипник нагревается всего лишь до 100 градусов, а значит структура его металла не изменяется.
 После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
Способом, описанным в этой статье, была восстановлена посадка провернувшихся в своих местах подшипников не только легковых автомобилей и мотоциклов, но и грузовиков, и были сэкономлены не малые деньги, так как картер коробки передач или заднего моста, ступицу колеса, или блок двигателя уже не нужно было менять, чего и вам желаю; удачи всем.
Источник