- Восстановление посадки под чашки крестовин Merсedes-Benz Actros
- Jeep-lab › Blog › [Ремонт] Делай правильно — замена крестовины.
- Восстановление посадки под крестовину
- Каждый второй карданный вал, поступающий к нам в ремонт, имеет хотя бы один узел с поврежденной посадкой под чашку крестовины
- Это явление происходит по нескольким закономерным причинам:
- Порошковая металлургия
Восстановление посадки под чашки крестовин Merсedes-Benz Actros
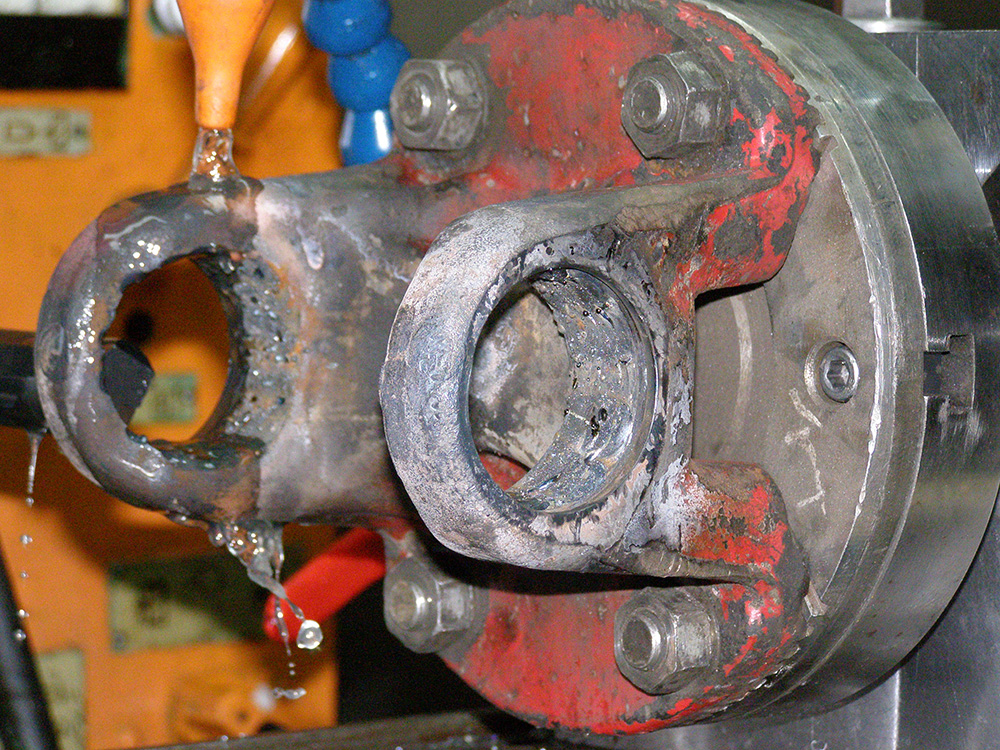
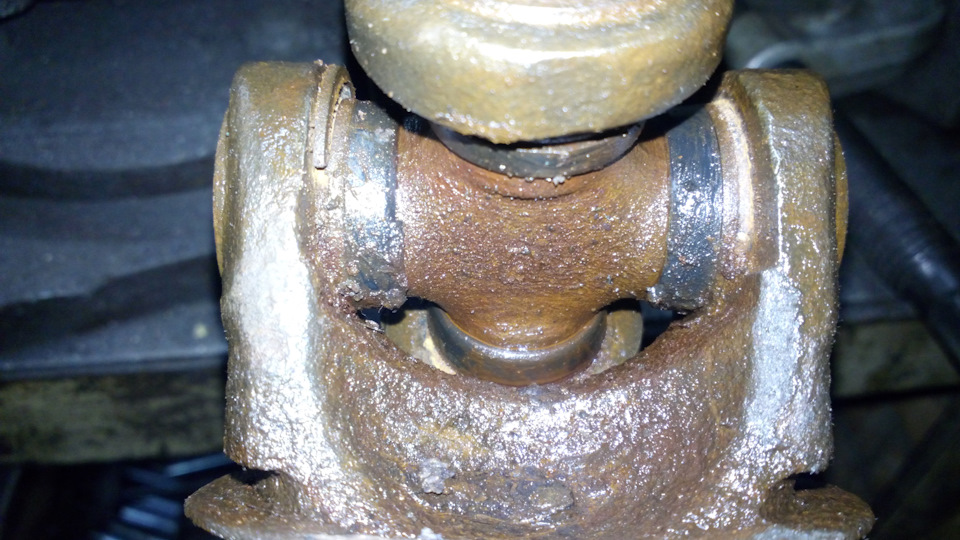
Нередки случаи проворота чашек крестовины в проушинах карданного вала. В данной статье рассмотрю пример восстановления отверстий в проушинах трубы и фланца. Такое явление довольно часто происходит при:
- заклинивании крестовины;
- множественной замене крестовины;
- установке крестовин неподходящего типа-размера;
- неправильно подобранных стопорных кольцах (крестовина зажата).
Восстановление отверстий может выполняться тремя способами:
- расточка и последующее завтуливание отверстий;
- газодинамическая/газопламенная наплавка отверстий;
- наплавка отверстий полуавтоматической сваркой.
Из всех способов мы используем третий и тут у вас возникнет законный вопрос: «А почему именно этот способ?». Объясняю: первый способ требует работы двух станков (фрезерный и токарный) и применим в основном при ремонте больших чугунных проушин «американцев». Второй способ самый легкий в обработке, но притягивает за уши дополнительную операцию по восстановлению канавок под стопорные кольца, а третий способ исключает минусы предыдущих, хотя и требует предварительный отжиг, иначе обработка будет затруднительна.
Стоит заметить сразу, что такие способы восстановления как: накернить поверхность отверстия, «накакать» медным проводом или электродом, залить «волшебным» клеем не работают!
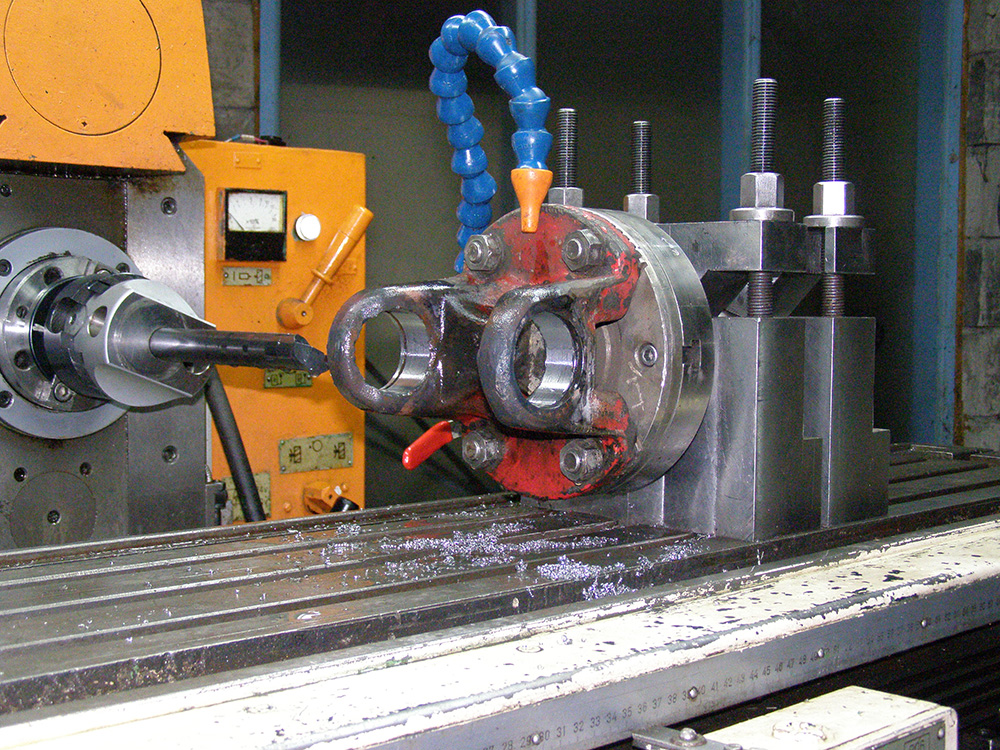
Теперь немного о процессе работы. После наплавки и отжига остывшая деталь устанавливается на станок.
Труба укладывается в призмы.
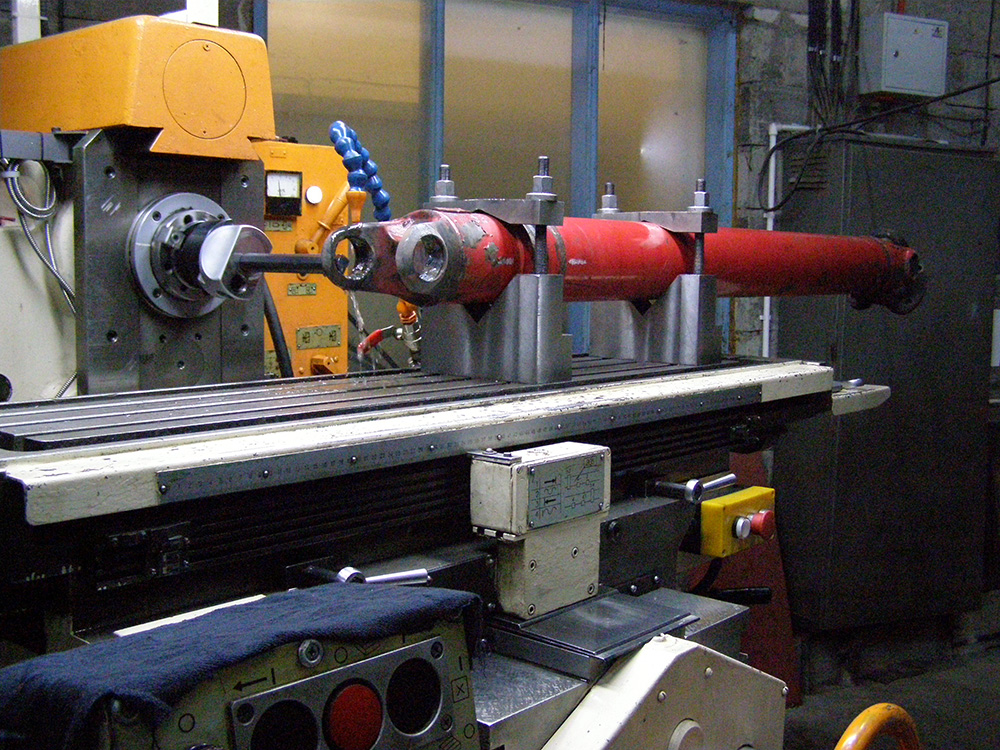

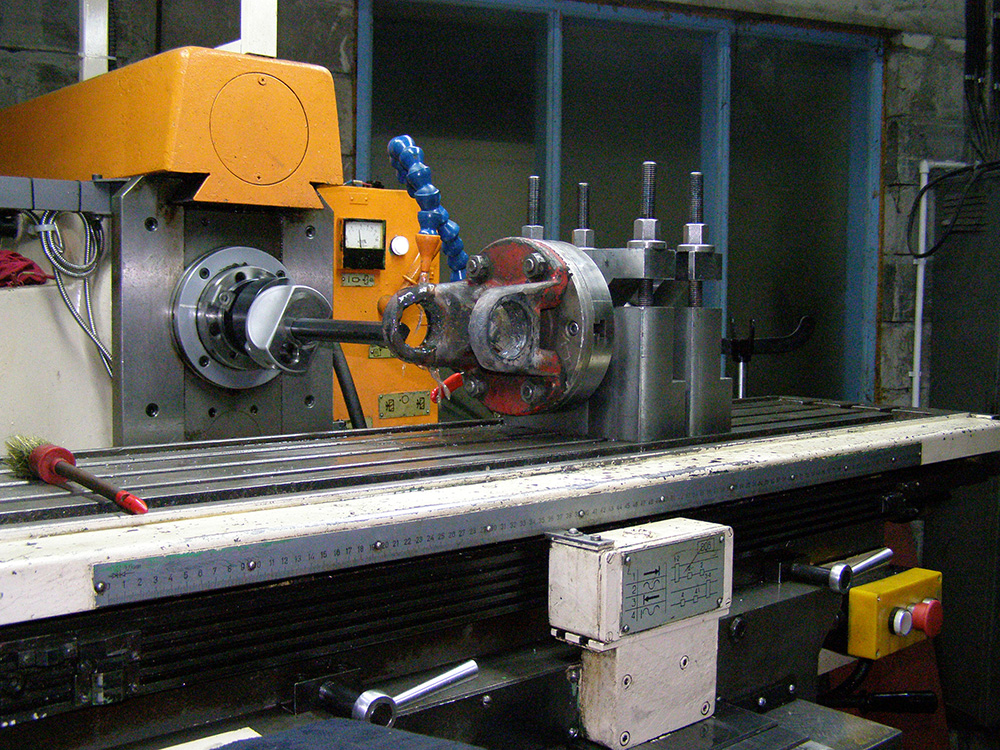
А фланец карданного вала устанавливается на специальную оправку и тоже укладывается в призмы.
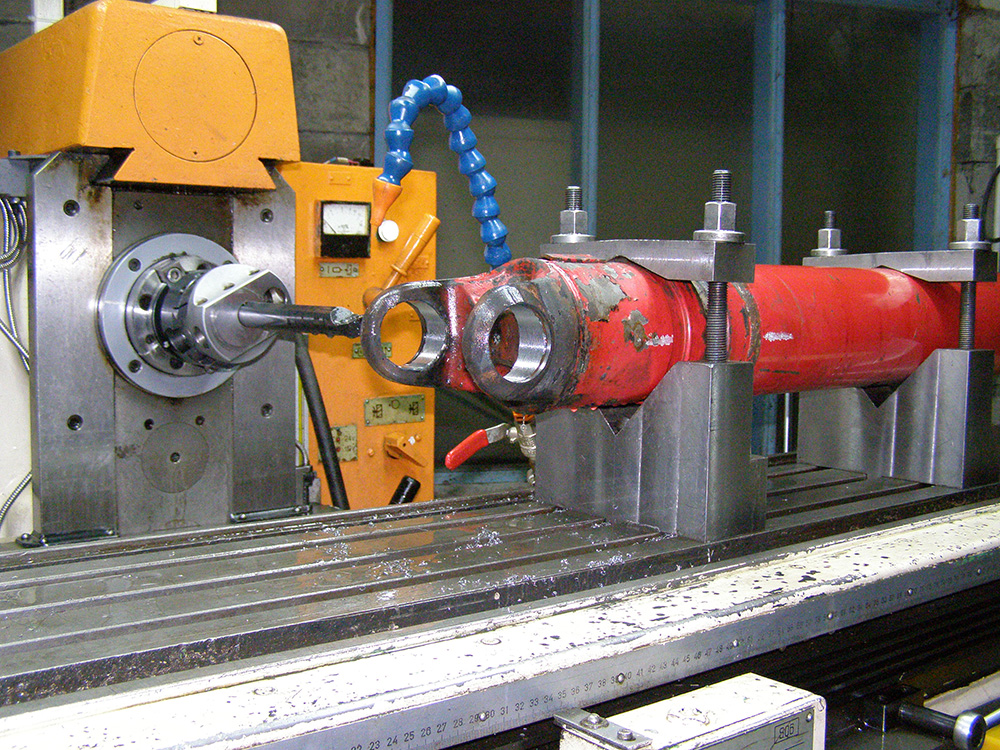
Перед обработкой соосность отверстий проушин и расточной головки (шпинделя станка) выставляется индикатором часового типа с точностью до 0,05мм (!). После следует неспешная расточка отверстий, занимающая по времени от 1 до 2,5 часов в самом сложном случае. В этом деле самое главное финишная обработка т.к. необходимо попасть в допуск -0,06мм до -0,02мм от диаметра отверстия, чтобы при дальнейшей сборке крестовины был обеспечен натяг.
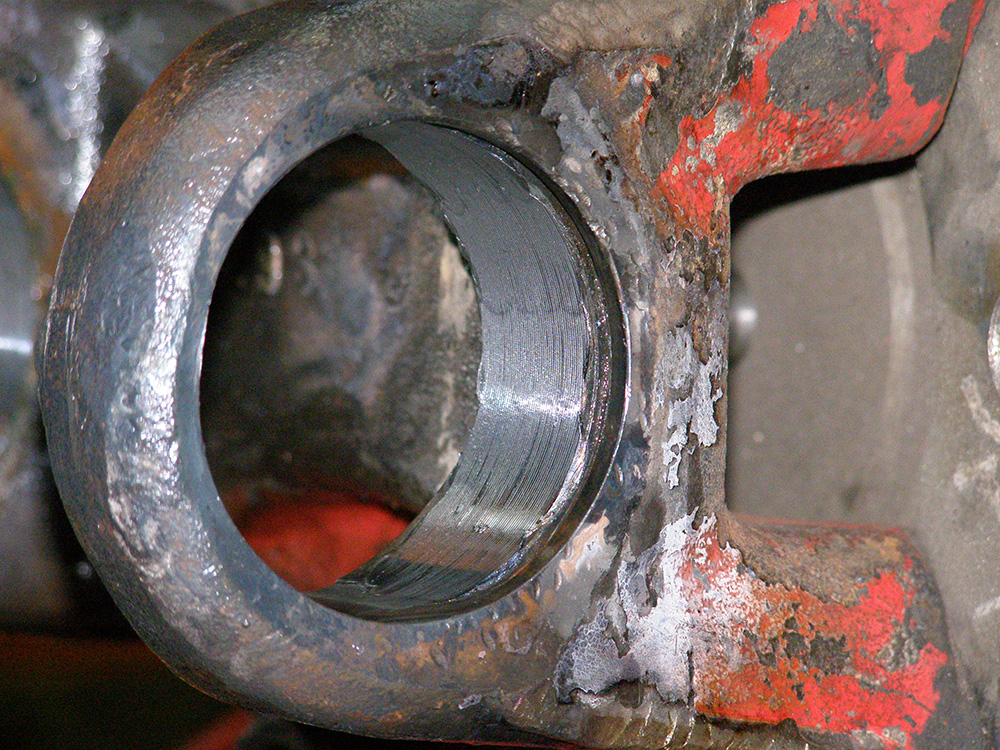
Так выглядит обработанная труба.
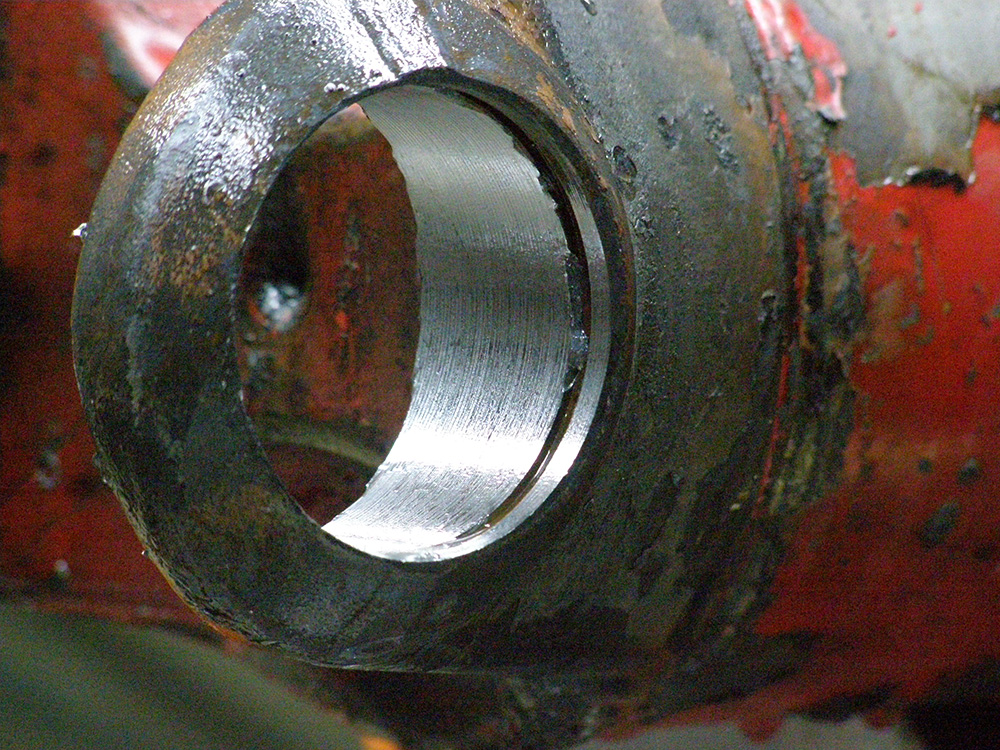
Измерения отверстий проводятся только нутромером, «штангелей» и близко быть не должно.
Конечно, мало какие ремонтные предприятия могут себе позволить иметь такое сложное оборудование и квалифицированный, опытный персонал, но выгода в этом есть как для клиента (финансовая составляющая), так и для самого предприятия (вопрос престижа и возможностей). «А про финансовую выгоду поподробнее, пожалуйста!». «Пожалуйста!»: Приведу пример ремонта данного карданного вала. Стоимость ремонта проушин одной вилки составляет 3000-4000 рублей, во многих случаях можно обойтись и без балансировки. Т.е. сумма ремонта проушин одной вилки 4000 рублей с заменой крестовины 1200 рублей составит 5200 рублей К примеру, такой фланец карданного вала стоит от 3500 до 5000 рублей, вилка под вварку в трубу от 2500 до 4000 рублей, работа по замене вилки от 3000 до 4000 рублей и конечно же в этом случае балансировка обязательна, а это еще 4000-6000 рублей в зависимости от размера карданного вала. Итого 10000-14000 руб. И это не говоря о том, что самих запчастей может не оказаться в наличии.
Выгода очевидна и результат работы по качеству ничем не уступает новой запчасти. Уже есть карданные валы, которые накатали после такого ремонта более 500 000 км, а это говорит само за себя.
Наш адрес: г.Брянск, ул. Вокзальная, д.122а.
Источник
Jeep-lab › Blog › [Ремонт] Делай правильно — замена крестовины.

Недавно меня поблагодарили в комментариях к одной моей статье. Там не описывался какой-то лютый треш, не развалилась машина пополам, нет. Просто зафиксирован процесс замены шаровых опор так, как это правильно следует делать. Сам факт, что описание таких банальных вещей в правильном свете может отличаться от того, как у нас привыкли делать или делают из-за нехватки средств производства, уже заслуживает того, чтобы банальные вещи описывать. Это может кому-то помочь решить его проблему, кому-то расширить горизонты познаний. Так почему бы не продолжить славное начинание, тем более, что предмет сегодняшней статьи широко распространён, и очень часто слышу недоумение со стороны, когда предлагают просто «забить молотком, все так делают». Нет уж, сегодня мы поменяем крестовину так, как это правильно в условиях СТО.
Сегодня разбираем (и собираем обратно) крестовину полуоси автомобиля Jeep Cherokee в кузове XJ. О том, как добраться до полуоси, можно почитать где угодно. Там ничего сложного: сняли колесо, сняли тормозной суппорт и три болта на 12 граней под 1/2 дюйма, полуось в руках. Веселье начинается дальше. Собственно, из-за того, что процесс сборки крестовин на кардане, особенно сдвоенных в шарнире Гука, требует внимания и развитой моторики рук, а так же в любой момент всё может пойти наперекосяк, производителям проще и дешевле ставить карданы со ШРУС-ами, а столь любимые нами крестовины всё больше уходят в нишу тюнинга. Как бы там ни было, дело мы имеем с машиной 95-го года, где безраздельно властвуют крестовины.
Что используется в Лаборатории Джипа, чтобы непосредственно поменять крестовину? Список внушительный:

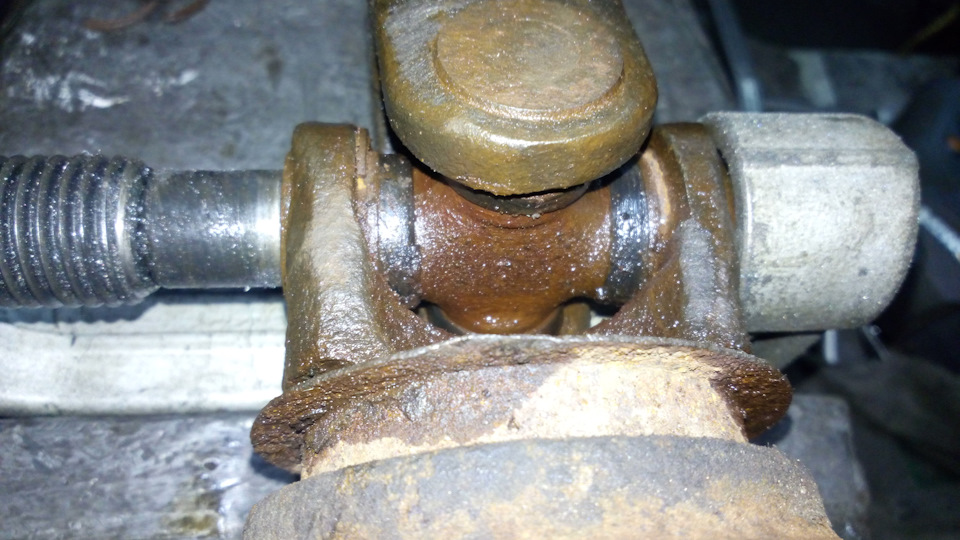
Молоток нужен не для того, чтобы забивать крестовину в уши, а в качестве более деликатного, я бы даже сказал — регулировочного инструмента, но воздействовать непосредственно с крестовиной ему не надо. Но до него ещё дело дойдёт, и я всё покажу-расскажу, а пока фиксируем полуось в тисках для удобства работы:

Всё следует очистить щёткой по металлу, особенно вычистить от грязи стопорные кольца. После этого можно залить всё вд-шкой, вместо неё Лаборатория давно и успешно применяет жижу собственного производства Н-40:

В процессе выколачивания стопорных колец одно из них ломается. Это нормально, всё равно мы поставим новые из комплекта крестовины. Но остатки стопорного кольца в пазу означают, что в эту сторону выпрессовки пока не будет:
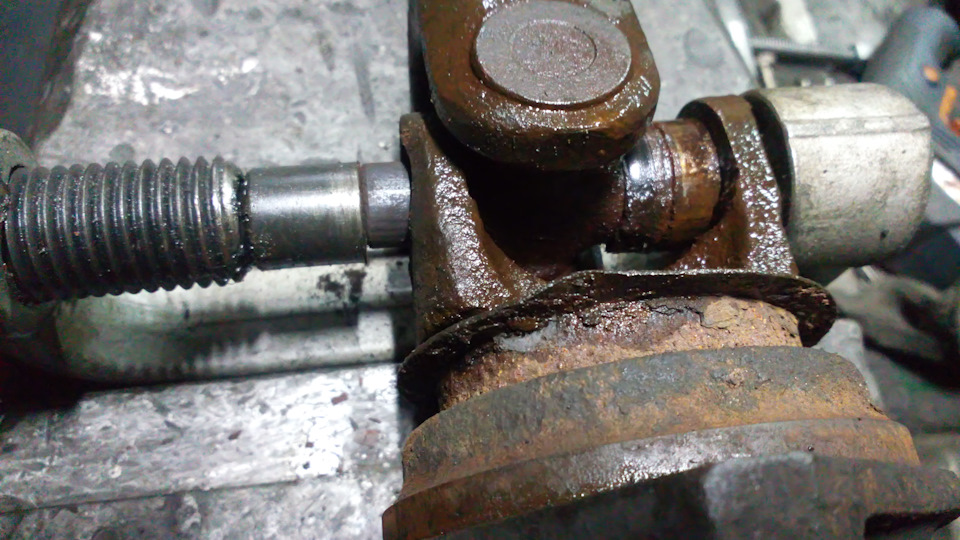
Высвобождаем полуось из тисков и вместо неё фиксируем струбцину. Далее зажимаем струбциной крестовину, находящуюся в данный момент в полуоси. Чашка крестовины с обломанным стопором должна упираться в винт, которым будет осуществляться давление:

Таким образом мы сдвинем крестовину с места, обломок стопора отойдёт от уха и мы получим пространство для манёвра. Надеваем на винт струбцины ключ на 22 накидным концом. Таков размер шестигранной части на винте, а длина рожково-накидного ключа оптимальна для лёгкого воздействия на винт. Это позволяет поджать винт до полного упора и не перегнуть палку, однако зачастую стронуть чашки с места нельзя, и тут на помощь приходит молоток. Правда, мы не пытаемся им выколотить крестовину, как делают многие, а пользуемся для нанесения шоковых ударов в напряжённые части заржавевших соединений. Шоковый удар это не столько сильный, сколько резкий, хлёсткий удар, от скорости тут зависит намного больше, чем от габаритов амбала, проводящего эти процедуры. Тем более, в данном случае удар наносится в предварительно напряжённый винт струбцины, чтобы вектор был направлен в сторону выпрессовки:

А вот и результат — напряжение резко спадает, и крестовина сдвигается на пару мм, теперь обломок стопорного кольца легко доступен и не оказывает сопротивления:

Извлекаем его и тщательно зачищаем чашку крестовины металлической щёткой, далее заливаем всё Н-40, ведь эту крестовину нам нужно будет проталкивать в своё ухо ещё раз, уже для её извлечения:

Вылезшую чашку пытаемся снять, если не идёт — захватить её какими-то клещами, а по боковой части чашки можно постучать молотком:

Далее ответственный момент — прессуем крестовину в обратном направлении. Хорошо, если оставшаяся чашка не вылезла из уха, тогда особых проблем не возникнет. Но если она выскочила, то пространства для извлечения всё равно нет, всё равно её нужно будет обратно пропихивать, и сделать это идеально ровно, чтобы она не перекосилась, иначе может лопнуть ухо:
Таким образом извлечены две чашки, для оставшихся двух следует всё повторить, не забывая очищать и поливать. После этого пустые уши следует очистить от грязи и ржавчины напильником либо наждаком. Следует не лениться это делать, ведь грязь, попавшаяся на пути новой чашки, может её перекосить или заклинить, а прилагать чрезмерные усилия к чашкам нельзя — они легко лопаются.
Видно, что оригинальная крестовина содержит в себе достаточное количество смазки:

Кому-то этого может показаться мало, но на самом деле общее содержание смазки оптимального количества, ведь смазка есть ещё в полостях в самой крестовине:

Она не шприцуемая (в данном случае), поэтому это только выемки, а не сквозные отверстия. Как понятно, смазывать выемку просто так глупо, но эта смазка там содержится для того, чтобы можно было легко запрессовать чашки, чтобы они смогли нормально сесть на свои места и можно было поставить стопоры. Попытки перед установкой набить чашки дополнительной смазкой приведут к тому, что общее количество смазки внутри будет чрезмерным, и вы просто не сможете собрать крестовину. Когда крестовина собрана правильно, и автомобиль начинает движение, то смазка из этих полостей будет стремиться к окружности, т.е. от центра крестовины. Т.о. она выйдет из этих полостей и заполнит всё пространство между иголками, в чём те ей с удовольствием помогут сами.
А тем временем мы, запрессовав одну чашку и получив возможность надеть на неё стопор, продолжаем давить её в сторону противоположной чашки примерно на половину своей длины, следя, чтобы она не выпала. Затем выдвигаем саму крестовину ещё на несколько миллиметров, чтобы получить следующую картину:

Объясняю — таким образом из отверстия торчит палец, на который можно легко надеть следующую чашку аккуратно и без применения силы или встряски, что позволит иголкам гарантированно остаться на своих местах и не заклинить крестовину при запрессовке. Прессуем крестовину, всё становится красиво на свои посадочные места, все стопоры защёлкиваются без усилий. Однако эти движения, безусловно, сказываются на ушах полуоси, которые уволакиваются трением вслед за движением чашек. Этим вызываются незначительные перекосы, которые приводят к тому, что крестовина зажимается, подклинивает или совсем намертво стоит. Снова берём молоток и хлёстким ударом снимаем напряжение:

Теперь всё вращается свободно, а главное — без люфтов. Повторяем процедуру до полной сборки полуоси. При набитой руке и необходимых инструментах процесс занимает не более 10 минут, при этом всё аккуратно и как новое, без следов насильственного вмешательства, а значит, работать будет дольше.
Источник
Восстановление посадки под крестовину
Каждый второй карданный вал, поступающий к нам в ремонт, имеет хотя бы один узел с поврежденной посадкой под чашку крестовины

Это явление происходит по нескольким закономерным причинам:
Процессы, описанные выше, не происходят в один момент. По следам ржавчины, по нарастающей со временем вибрации, появлении стуков и скрипов при трогании и движении автомобиля, у опытного водителя всегда возникает необходимость найти причину.
Пренебрегая своевременностью проведения технического обслуживания карданной передачи своего автомобиля, хозяин машины рискует остаться без выбора- ремонтировать или купить новый карданный вал.
Самое частое явление- это прослабленное ухо. Чашка крестовины вставляется в посадку от руки и может даже поворачиваться вокруг собственной оси. Такой узел эксплуатировать нельзя, долго не протянет и вызовет еще более серьезный урон.
Конечно идеальным решением является замена дефектного элемента на новый, будь то фланец или вилка в трубу, не важно, даже если понадобиться хирургия с применением сварки. Но это дополнительное время на проведение соответствующей операции и определенные расходы.
Иногда в таких случаях спасает сплошное кернение внутренней поверхности уха, с последующим применением молекулярного клея для таких соединений. В результате чашка крестовины после запрессовки будет плотно обжата «поднятым» после керна металлом, и останется вмороженной, благодаря применяемой химии.
Вышеописанный способ целесообразно применять совместно с предварительной обваркой растянутого уха по периметру. Правильная обварка после охлаждения заставляет ухо сжиматься и уменьшить внутренний диаметр, который в дальнейшем обязательно проверяется на соосность с противоположным отверстием и калибруется.
Если ухо не только растянуто, но еще и разбито, имеет наклепы или еще хуже того — глубокие ямы и выкрашенные стенки, необходима наплавка или газоплазменное напыление металла, с последующей обработкой соосных отверстий на фрезерном станке.


Вся сложность проведения этого мероприятия заключается в металле, из которого сделаны фланцы. Порошковая металлургия, применяемая в производстве карданных валов, не любит наплавку, сварку и высокие температуры. А напыляемый в соответствующей среде металл приходится обрабатывать дорогостоящим инструментом, что иногда существенно влияет на стоимость производимых работ. Но в любом случае, восстановление будет стоить на порядок дешевле, чем замена, а в нынешних экономических условиях для большинства это единственный приемлемый вариант.


Порошковая металлургия
Фланцы карданного вала на большинстве современных автомобилей, особенно американских производителей, изготавливаются из чугуна или методом порошковой металлургии.
Были случаи, когда карданный вал после экстремального ремонта водителем в дороге, разрывало на куски через километр. К нам в руки такие экземпляры иногда попадают в не полной комплектации и с очень сильными повреждениями. На редкие модели машин комплектующие можно ждать неделями. В такой ситуации мы можем предложить Вам изготовление комплектующих с нуля или произвести профессиональную адаптацию готовых изделий от других автомобилей.
Источник