- Три метода восстановления посадочного места подшипника
- Характеристики металлополимеров
- Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
- Метод №1
- Метод №2
- Этап 1: Подготавливаем поверхность
- Этап 2: Обезжириваем поверхность
- Этап 3: Подбор композитного материала для ремонтных работ
- Этап 4: Обработка поверхности кондуктора
- Этап 5: Наносим материал и устанавливаем втулку
- Метод №3
- Этап 1: Подготовка
- Этап 2: Очистка поверхности посадочного места
- Этап 3: Обезжириваем поверхность
- Этап 4: Устанавливаем центрирующий маятник
- Этап 5: Использование композитного материала и установка подшипника на втулку
- Фотоотчет Переборка коробки 02Т, замена подшипников МКПП
- Ivanado
- Ivanado
Три метода восстановления посадочного места подшипника
Металлополимеры или двухкомпонентные эпоксидные металлопластики WEICON – продукты, предназначенные для быстрого и долгосрочного ремонта, восстановления и техобслуживания металлических поверхностей, узлов и деталей. Используя металлопластики, можно проводить следующие работы:
- ликвидация повреждений от коррозии, в т. ч. точечной;
- создание моделей, инструментов и форм, противостоящих высокотемпературному режиму;
- проведение капремонта металлических поверхностей, а также заделка трещин;
- восстановление посадочных мест подшипников и вал-втулочных соединений;
- ремонт изделий из различных металлов, бетона, пластика и резины.
Характеристики металлополимеров
Перед применением металлополимеров WEICON изучите физическую, токсикологическую и экологическую информацию о выбранном продукте. В инструкции по эксплуатации указаны меры предосторожности и сертификаты по безопасности. Успешный технологический процесс зависит от тщательной подготовки поверхностей. Пыль, грязь, жир, масло, ржавчина и влага имеют негативное влияние на адгезию эпоксидных смол.
Металло-Пластики WEICON в жидком и затвердевшем состоянии:
Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICONA (wcn10000005).
При высоких нагрузках и температурах эксплуатации восстанавливаемой поверхности, допустимо использование:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Подбор двухкомпонентного эпоксидного композита WEICON осуществляется согласно технической таблице, представленной выше и требуемых технических характеристик для восстанавливаемой поверхности.
За консультацией по подбору металл полимера WEICON обращайтесь к нашему менеджеру по телефону 8 863 270 39 73 или закажите обратный звонок. Отправить запрос или получить дополнительную информацию можно по e-mail: info@energosnab.com
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
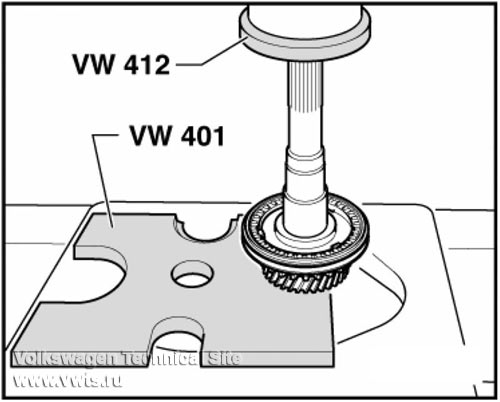
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте металлполимеры с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять наши эпоксидные композиты cбыстрой полимеризацией, например WEICONSF или WEICONWR.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
К сведению: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Получите подробную информацию и помощь в подборе материалов для реставрации посадочного места по телефону (863) 2703973 или направив запрос на e-mail: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% — 90%
- Изготовление оправки, как на рисунке №7
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Вы можете зарегистрироваться в интернет-магазине компании «Волгодонскэнергоснаб». Это позволит Вам самостоятельно формировать заказ и выводит на печать счет для оплаты выбранной продукции.
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
Свяжитесь с нами по телефону 8 863 270 39 73 или закажите обратный звонок.Отправить запрос или получить дополнительную информацию можно по email:info@energosnab.com
Автор статьи — Екатерина Иванова
Источник
Фотоотчет Переборка коробки 02Т, замена подшипников МКПП
В какой-то момент появился ощутимый гул со стороны моторного отсека. На видео слышен рычащий звук
После непродолжительного изучения стало ясно, что гудит один из подшипников на приводном валу в коробке передач. Если на стоящей машине включить нейтраль и выжать сцепление то гул пропадает. Отпускаешь сцепление — гул возобновляется, что однозначно указывает на приводной вал. Было принято решение коробку перебрать (все промыть изнутри и заменить все подшипники и все сальники). Для этого я преобрел ремкомплект INA 462 0055 10 и другие подшипники и сальники которые в него не вошли.

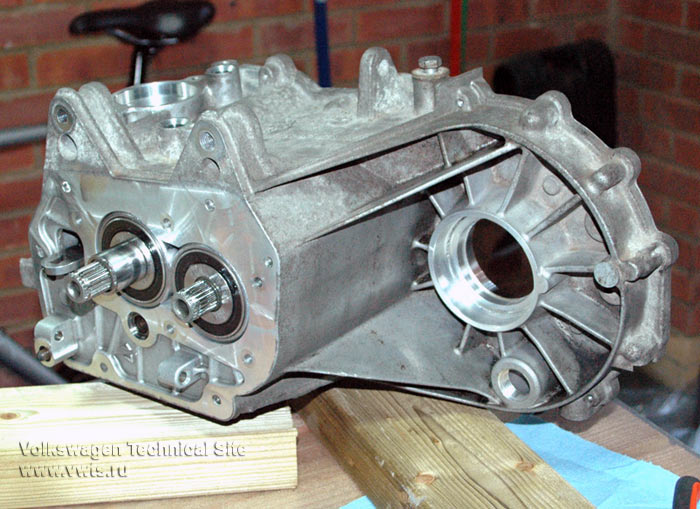
Снимаем коробку с машины и кладем на «операционный» стол:


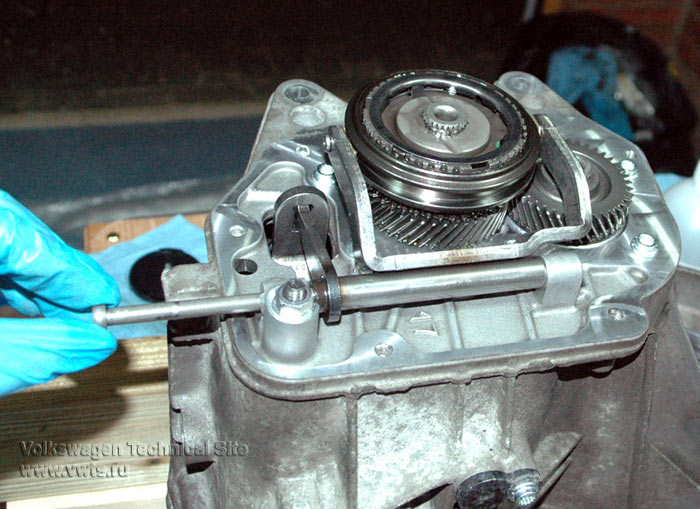
Перед началом переборки коробку лучше помыть, но мы не удержались и приступили к разборке сразу. Сливаем масло и снимаем крышку пятой передачи:
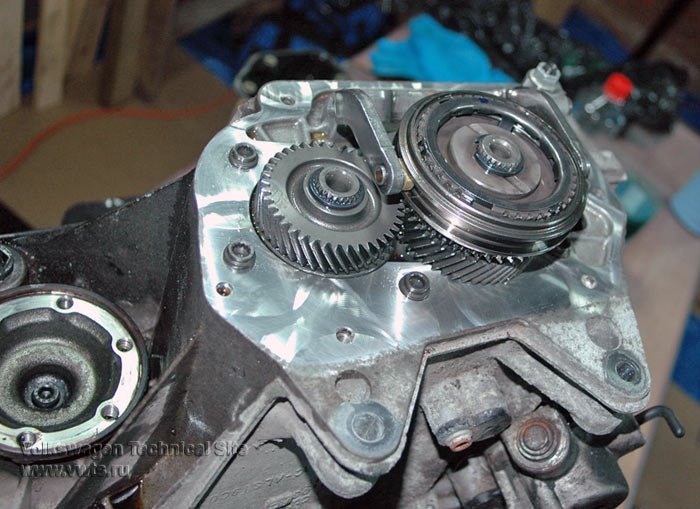
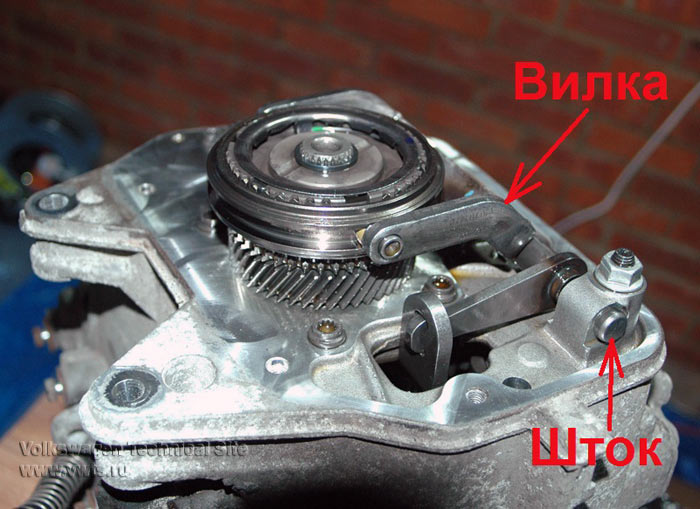
… и начинаем разбирать ее. Для этого вытаскиваем шток и снимаем вилку включения передачи:
Снимаем стопорные кольца, запоминаем положение, в котором стоят кольца синхронизаторов, и снимаем все с валов:

Откручиваем 6 болтов крепящих корпус двойного подшипника и гайку, фиксирующую вилку включения реверса.
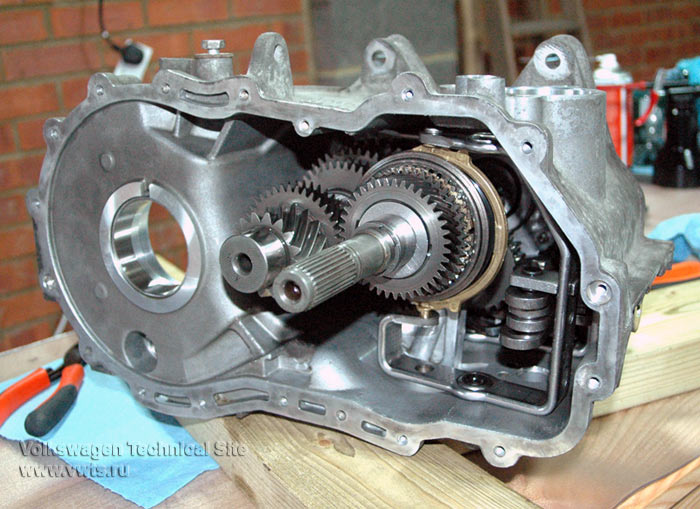
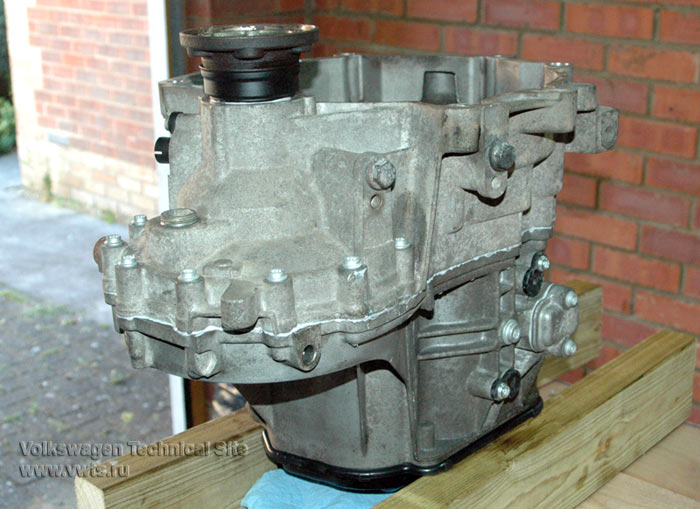
Далее, переворачиваем коробку колоколом вверх. Откручиваем и вынимаем фланцы. Откручиваем 18 болтов, которые скрепляют половинки корпуса и, собственно, «половиним» корпус. Надо постучать немного резиновым молоточком т. к. корпус сидит на герметике.

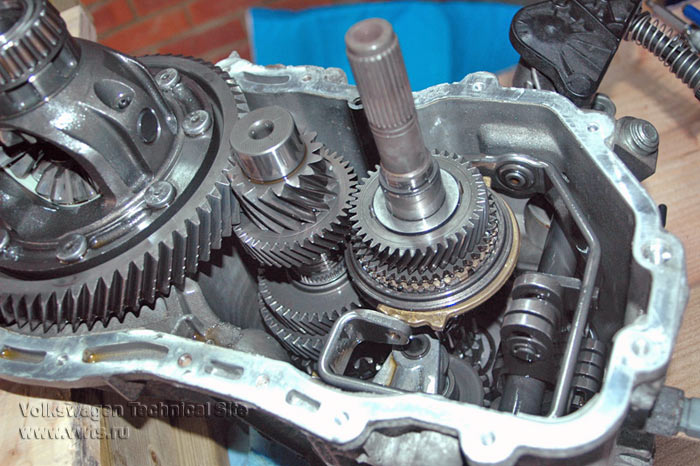
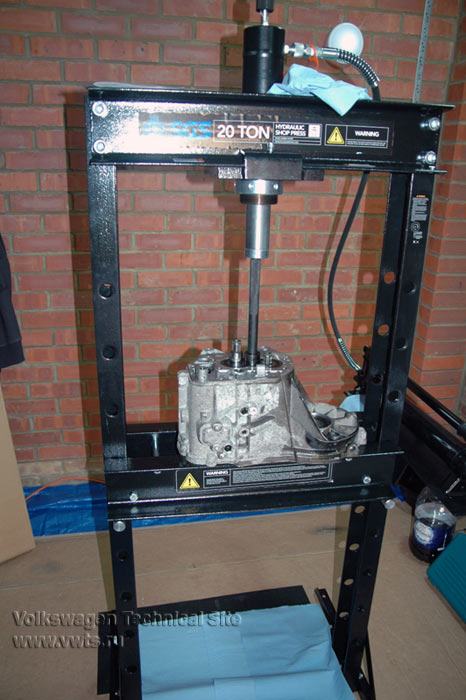
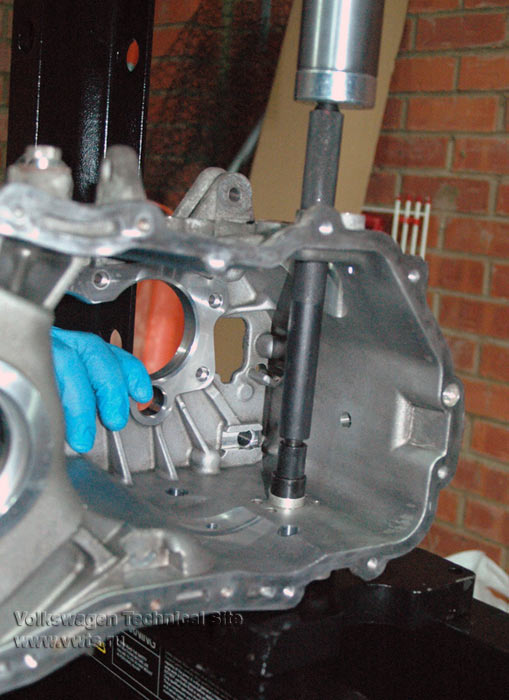
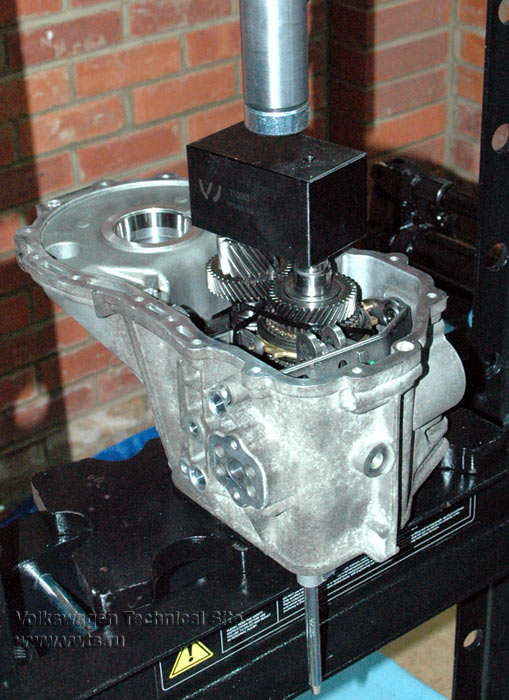
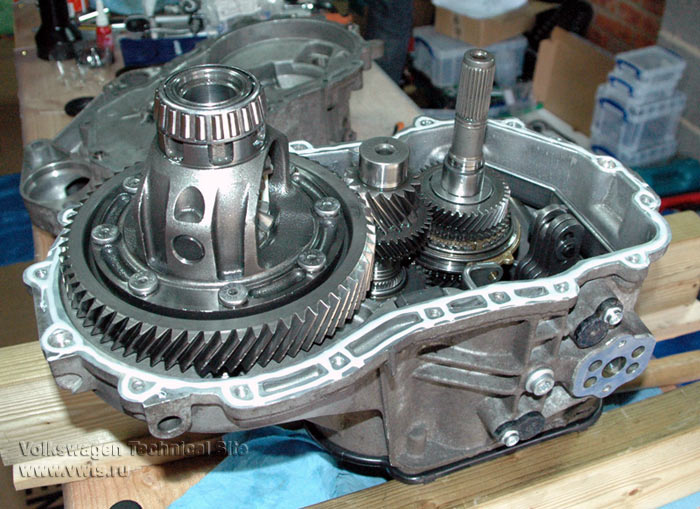
Извлекаем дифференциал и откладываем его в сторону. Ставим шток переключения передач в нейтраль, откручиваем два крепящих болта и вынимаем его из коробки. Также надо открутить и вынуть четыре оси держащих вилки (две сверху, две снизу) и болт крепления кронштейна задней передачи. В таком виде коробка готова для выпрессовки валов вместе со сдвоенным подшипником из корпуса. Для этого я использовал пресс, но посадка там не очень тугая и все можно выбить выколоткой.

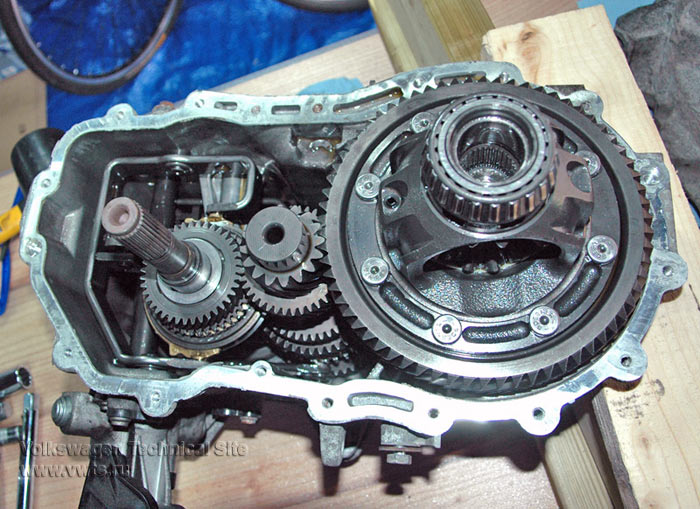
Все внутренности вываливаются наружу. Раскладываем их по узлам и приступаем к переборке каждого узла по отдельности.
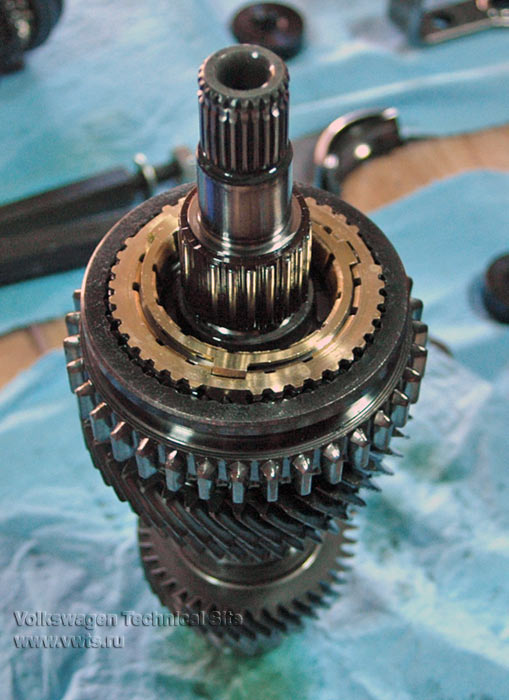
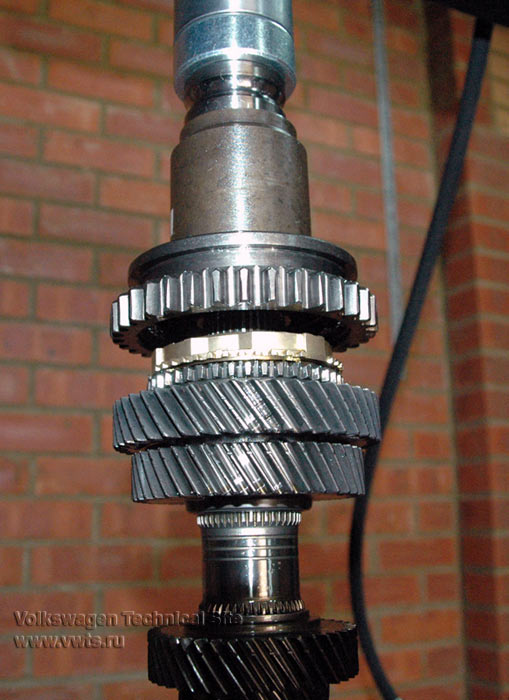
Валы с двойным подшипником в сборе:


В моем случае двойной подшипник внешне оказался нормальным. Все уплотнители на месте. Что вначале дало повод усомниться в правильности принятия решения о вскрытии коробки и его замене:

Однако отклоняться от намеченного плана — плохая практика. Следовательно, мы продолжаем.
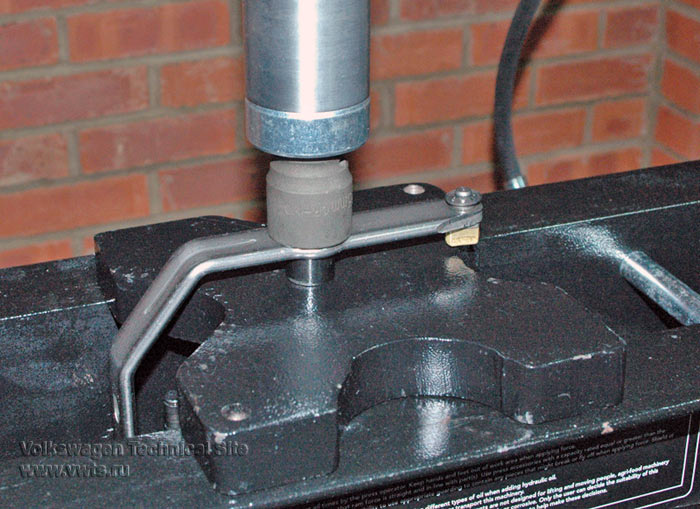
Существует пара приспособ (T10081 и T10084A) для одновременной выпрессовки двух валов из корпуса двойного подшипника, но мы решили пойти другим путем и сэкономить на этих приспособах. В основу экономии лег принцип «разделяй и властвуй». Берем в руки болгарку с отрезным диском и делаем два пропила в наружней обойме подшипника на ведущем валу как показано на фотках:

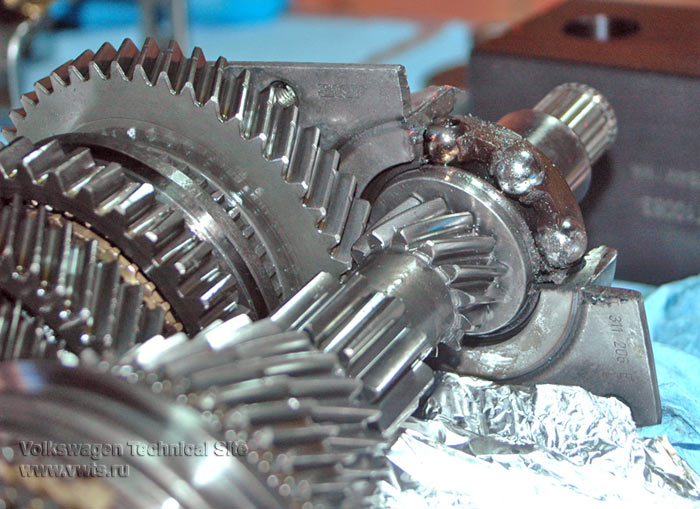
Пилить надо аккуратно, чтобы не задеть зубья первой передачи на ведущем валу. Мы также закрыли все важные поверхности фольгой для запекания, чтобы искры их не повредили. Как пропилы сделаны, отверткой выковыриваем все шарики и разъединяем валы:


Далее их можно разбирать по отдельности съемниками. Мы же использовали пресс, так как он у нас был.
Удаляем масло с внешней обоймы распиленного подшипника и находим источник гула — это пятно питтинг коррозии:

В принципе, жена с этим гулом прокаталась 15000 км. Он со временем даже стал немного тише. Однако это явный износ и такой подшипник подлежит замене.
Разбираем первичный вал. Съемником стаскиваем внутреннее кольцо подшипника вместе со втулкой игольчатого подшипника пятой передачи. Сидят они довольно крепко. У нас пресс развил усилие в 4.5т до того как они сдвинулись. Для облегчения усилия их можно снимать по отдельности. Сначала снять втулку игольчатого подшипника сепараторным съемником, а затем внутреннюю обойму двойного подшипника.
Первичный вал со снятыми втулкой и внутренним кольцом:


Далее начинаем разбирать другой конец вала. Для снятия шестерен требуется спрессовать втулку роликового подшипника. Официальная инструкция предлагает зацепиться за шестерню 4-ой передачи сепараторным съемником и стащить ее вместе со втулкой. Нам этот метод не очень понравился, так как зазор там небольшой, и съемник цеплялся только за верхушки нескольких зубьев. Мы решили дремелем с отрезным диском проточить канавку глубиной 1.5мм во втулке (так как у нас была новая в ремкомплекте) и стащить ее сепараторным съемником:


Все прошло как по маслу. Только надо четко следить за глубиной пропила, чтобы не пропилить слишком глубоко и не задеть посадочную поверхность на валу.
Снимаем шестерню 4-ой передачи и кольцо синхронизатора:



Спрессовываем синхронизатор вместе с шестерней 3-ей передачи и втулкой игольчатого подшипника. К сожалению увлеклись и сфотать забыли. Делали как в оф. руководстве:
Можно и съемником, но для этого потребуются длинные лапы.
Все. Вал разобран.
Приступаем к разборке вторичного вала.
Прежде всего, спрессовываем остатки двойного подшипника, цепляясь за большую шестерню первой передачи. При наличии пресса никаких хитростей нет. Если делать съемником, то он должен иметь большой раствор, так как диметр зубчатого колеса больше 100мм (точную цифру не помню). Потом снимаем кольца синхронизаторов. На 1-ой и 2-ой их три (двойной конус трения в отличие от одинарного на 3, 4 и 5-ой).



Далее надо спрессовать синхронизатор, предварительно сняв фиксирующее его кольцо в виде полумесяца. Цепляться удобно за зубчатое колесо второй передачи.
Разбираем набор синхронизаторных колец второй передачи. Промываем и складываем так чтобы их потом не перепутать. При постановке менять их местами не рекомендуется, так как они уже приработались друг к другу.

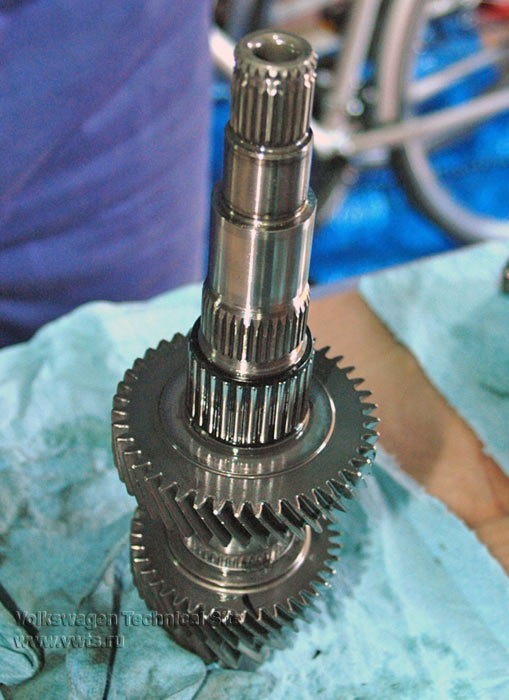
Шестерни третей и четвертой передачи снимаются руками, без каких либо дополнительных усилий. Надо только снять стопорные кольца. Полностью разобранный вторичный вал:

Съем и замена подшипников дифференциала.
Конические подшипники легко снимаются все темже сепараторным съемником. Под один из них подлезть сложно, но если срезать сепаратор роликов, то можно зацепиться за внешний буртик:

Напрессовываем новые подшипники, используя обоймы старых. Если без пресса, то кладем дифф в морозилку на ночь. Греем новые подшипники строительным феном (можно нагреть в масле на плите — жена будет рада) и одеваем их на холодный дифференциал.

Приступаем к корпусу коробки. Внешняя обойма конического подшипника выпрессовывается легко подходящей оправкой с внешней стороны коробки. На некоторых коробках стоит регулировочное кольцо толщиной 1мм. Его не теряем и запрессовываем новую обойму с этим кольцом. У меня его не было.
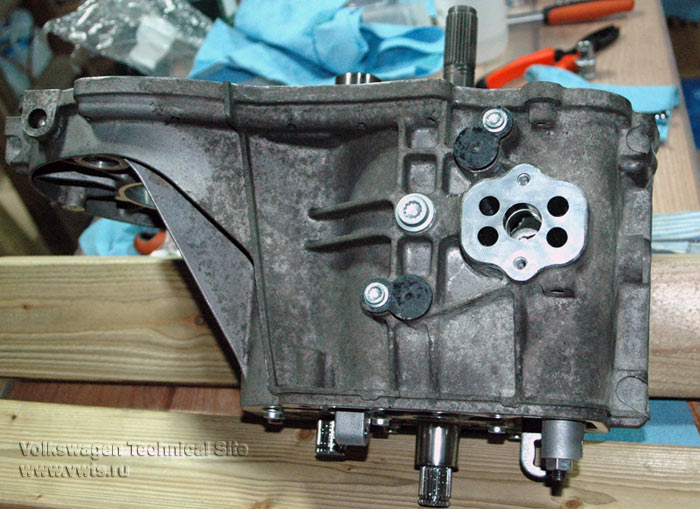
Я также поменял втулку штока переключения передач:
Удаляем остатки старого герметика отовсюду, где он был:


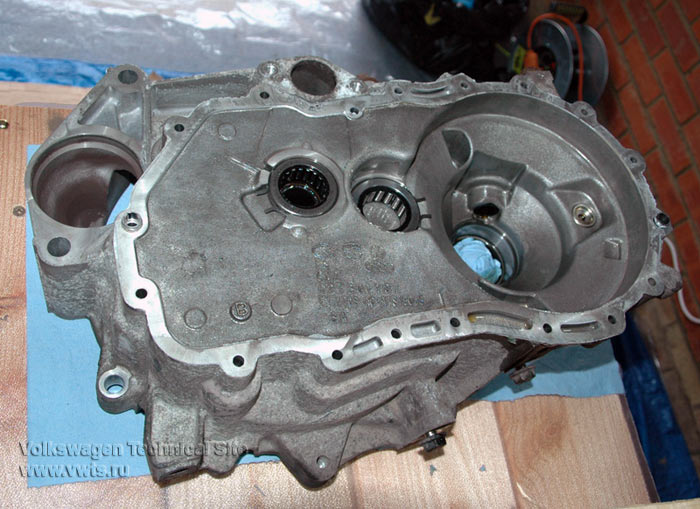
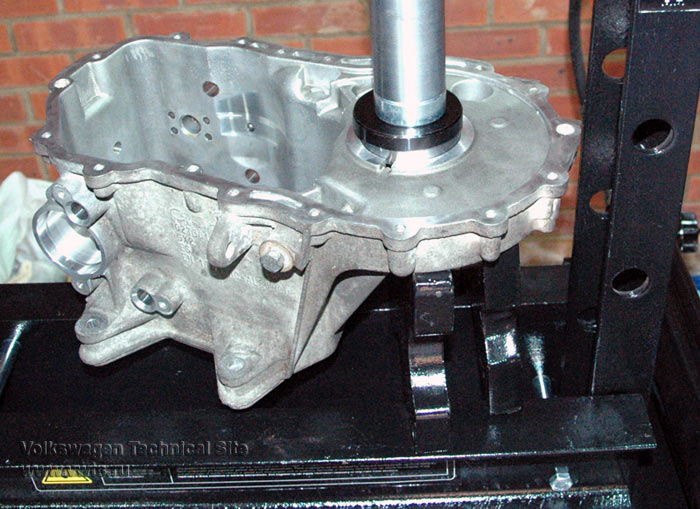
Далее беремся за крышку с колоколом. Выдергиваем роликовые подшипники съемником для внутренних колец, сжимая при этом ушки стопорных колец плоскогубцами:

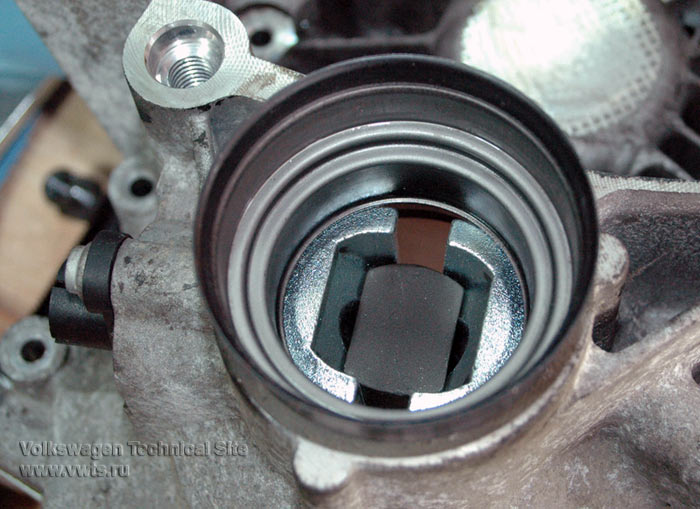
Для съема внешней обоймы конического подшипника в корпусе имеются две выемки:

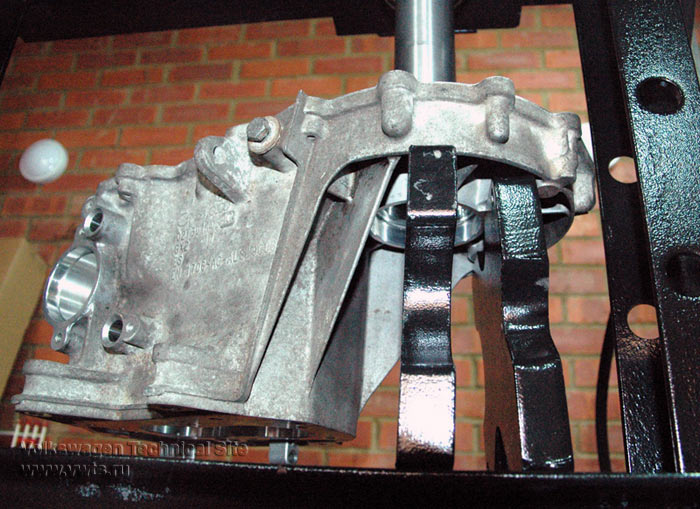
В них вставляем съемник для внутренних обойм:

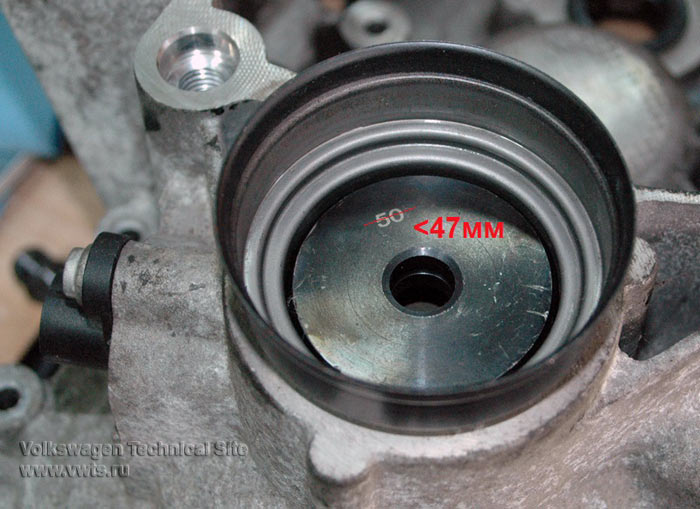
Переворачиваем коробку и выпрессовываем обойму через проставку. Чтобы не повредить штампованный рукав для уплотнителя проставка должна быть не более 47мм в диаметре. Я свой повредил (кофе с утра не выпил) и мне пришлось его поменять.
Запрессовываем новую обойму без регулировочных колец.
Далее необходимо подобрать толщину регулировочного кольца. Ставим дифференциал на место и собираем корпус. Закручиваем все 18 болтов (я использовал старые) требуемым моментом и доворачиваем на нужный угол. Устанавливаем часовой индикатор.

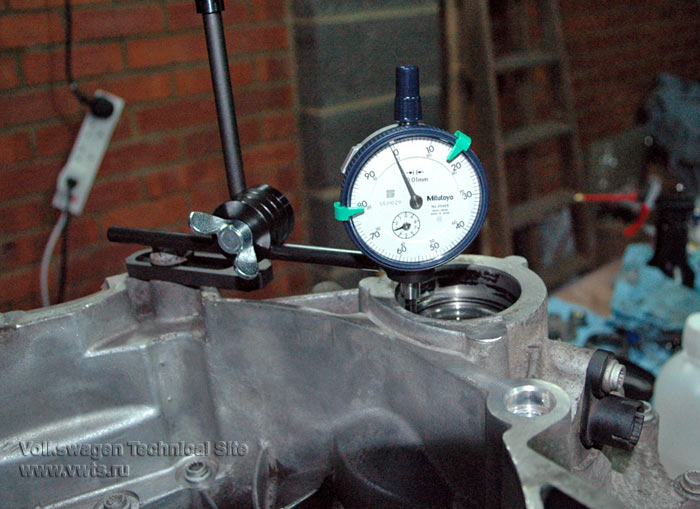
Замеряем осевой зазор дифференциала и рассчитываем толщину необходимого кольца по формуле: измеренное_значение + преднатяг_подшипников(0.35мм). В моем случае 0.70мм+0.35мм=1.05мм.


Выбираем необходимое кольцо из набора, выпрессовываем внешнюю обойму конического подшипника из колокола, ставим кольцо и запрессовываем обойму обратно на место.


Я также перебрал и промыл механизм вилок выбора передач и перепрессовал опорные подшипники. Большой необходимости в этом не было. Но раз уж принято решение менять все подшипники, значит меняем все. Ктомуже они не дорогие.


Пьем пиво и ждем продолжения отчета.
P.S. от Админа — отчет добавлен на сайт:
Переборка коробки передач 02T, замена подшипников в МКПП семейства MQ200
Спасибо! 


Ivanado
- Сообщения 912
- Реакции 96
- Баллы 0
Ivanado
Профессиональный советчик
Итак, приступаем к сборке коробки.
Первым мы собирали вторичный вал. Все собираемые детали (особенно синхронизаторные кольца) перед установкой хорошенько промазываем трансмиссионным маслом, которое в последствии будет залито в коробку. Надеваем шестерню 4-ой передачи. Фиксируем ее стопорным кольцом. Насаживаем стопорное кольцо колеса третей передачи. Затем само зубчатое колесо. Далее фиксируем его еще одним стопорным кольцом.


В процессе сборки внимательно следим за углом наклона зубьев зубчатых колес (на одном валу все зубья должны быть направлены в одну сторону), чтобы потом не пришлось разбирать и собирать по новой.
Надеваем игольчатый подшипник второй передачи и на него зубчатое колесо второй передачи.
Устанавливаем все (три) синхронизаторных кольца второй передачи. Тут надо быть аккуратным и проследить, чтобы все выступы на кольцах легли в необходимые пазы. Напрессовываем сам синхронизатор. В процессе напрессовки внимательно следим, чтобы все выступы вошли в свои пазы. Здесь очень легко промахнуться.
Ставим кольца синхронизаторов первой передачи и, затем, саму шестерню. Вал собран.
К моему великому сожалению процесс сбора первичного вала отфоткан не был. Там никаких хитростей нет. Просто собираем все в обратном порядке как разбирали. Сначала игольчатый подшипник 3-ей передачи. Саму передачу. Синхронизаторное кольцо. Напрессовываем синхронизатор и втулку игольчатого подшипника 4-ой передачи. Далее идет синхронизаторное кольцо 4-ой передачи. Игольчатый подшипник. Сама передача с шайбой поверх нее. Все это завершается напрессовкой новой втулки (старую мы надпилили) для роликового подшипника установленного в корпусе. Ставим новое стопорное кольцо толщиной 2.0мм. Щупом измеряем зазор и подбираем необходимую толщину кольца по таблице:

Ставим его. Все. Вал готов для дальнейшего воссоединения со вторичным по средством двойного подшипника.
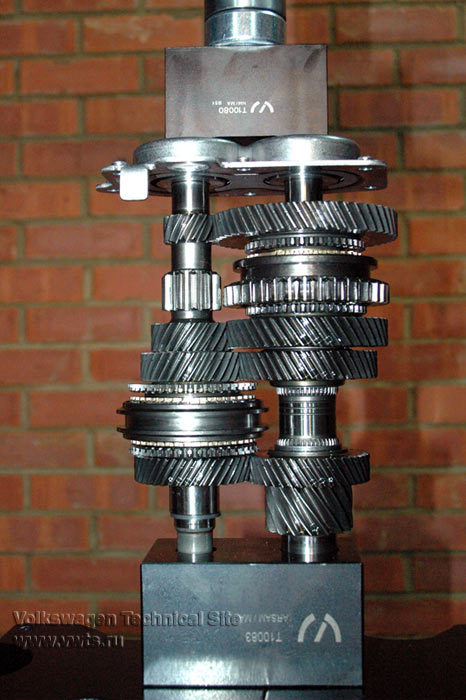
Теперь пришло время для свадьбы двух валов. Я для этого использовал две приспособы купленные у дилера — Т10083 и Т10080. С ними все прошло легко и непринужденно. Однако острой необходимости в их использовании нет. Если делаем без приспособ, то кладем оба вала в морозилку (там уже должно быть свободное место, так как мы ранее помещали туда дифференциал) на ночь. Холодными устанавливаем их в тески так чтобы посадочные поверхности для двойного подшипника были на одном уровне. Двойной подшипник прогреваем на плите/электроплитке в трансмиссионном масле (перед этим даем жене кредитку и посылаем ее в шмоточный магазин) примерно до 90-100 градусов по цельсию. Следим за его температурой. Перегрев может повредить резиновые уплотнители. Как подшипник готов, одеваем его на валы и подравниваем пока он не остыл и не схватился.

Фух. Самое сложное позади.
Когда все остыло и село как надо, можно приступать к установке всего хозяйства в корпус. Для этого собираем спаренные валы с вилкой переключения и шестерней заднего хода. Фиксируем все, чтобы не разваливалось, пластиковыми стяжками. Надеваем какую-нибудь трубку на фиксатор вилки шестерни заднего хода (там на конце резьба М8). Я использовал направляющую Т10079.

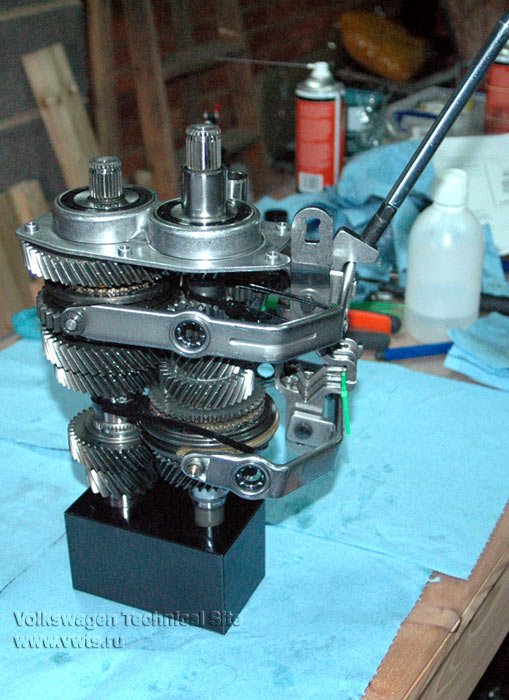
Запрессовываем все это хозяйство в корпус. Вы скажете, что пресса у вас нет и приспособы Т10083 тоже. А я скажу, что это вообще не проблема. Мне с самого начала не понравилась идея давить подшипники через шарики. Я перед запрессовкой немного нагрел корпус строительным феном. Он был горячим, но рука терпела. Сразу же попытался вставить валы с подшипником. Он вошел примерно на половину. Так что если корпус нагреть посильнее (на плитке например), то все сядет на место без дополнительных усилий.
Радуемся, что все идет нормально, и кладем коробку на верстак для дальнейшей сборки. Удаляем все стяжки. Для этого перед запрессовкой надо запомнить сколько их поставили и сравнить эту цифру с количеством удаленных. Если удаленных стяжек получилось больше, то оставляем работу и идем отдыхать.
Надеваем на держатели вилок новые уплотнительные кольца из ремкомплекта:

Ставим их на место и тянем болты по инструкции. Также не забываем зафиксировать корпус двойного подшипника 6-ю болтами и фиксатор вилки задней передачи гайкой

То же самое проделываем снизу и закручиваем болт кронштейна задней передачи
Не забываем про манжеты и запрессовываем их на свои места, используя подходящие по диаметру оправки

Все зафиксировано. Начинаем собирать пятую передачу


Для фиксации колес пятой передачи необходимо подобрать толщину стопорных колец. Я делал следующим образом. Одевал кольцо 2.0мм и щупом мерил зазор. Потом снимал его, прибавлял измеренную величину и окончательно ставил кольцо необходимой толщины. Главное чтобы кольцо полностью село в проточку. Правильно иметь небольшой зазор (должен быть меньше 0.1мм) чем не полностью севшее кольцо.


Ставим новую прокладку из ремнабора на крышку пятой передачи и прикручиваем ее на свое место

Далее приступаем к финальной сборке. Ставим дифф на свое законное место. Намазываем корпус герметиком и одеваем колокол. Стягиваем две половинки 18-ю новыми болтами с нужным моментом и доворотом на угол. Не забываем про крышку штока переключения и сам шток. Я также немного намазал герметика на торец датчика заднего хода.

Прикручиваем фланцы на место. Для этого надо попросить приятеля их вдавить в тот момент, когда вы будете закручивать болт. Иначе болт не зацепится за гайку внутри дифференциала.
Когда все собрано и протянуто, оставляем герметик сохнуть на сутки. Как все высохло, наливаем 2.0 литра масла, поворачиваем коробку в разные стороны, чтобы масло попало везде (особенно в отделение пятой передачи).
Прокручиваем вал от руки и проверяем функционирование. Если все в порядке, то коробка готова к установке рычага выжима сцепления. После чего ее можно ставить на автомобиль.
Через некоторое время выложу чертежи приспособ для запрессовки/выпрессовки.
Всем спасибо за внимание.
Источник