- Moskga › Blog › Разбитая шпонка шкива коленвала двигателей B и Z
- Ремонт шпоночного паза коленвала
- Деталь, насаженная на вал: например, шкив или зубчатое колесо
- Применение:
- Причина:
- Способы ремонта шпоночных соединений:
- Выравнивание положения призматической шпонки
- Последовательность действий:
- Сильно изношенное шпоночное соединение
- Создание новой шпоночной канавки на валу
- Последовательность действий:
- Вариант 1
- Вариант 2
- Вариант 3
- Последовательность действий:
- Выберите подходящий ремонтный состав, исходя из степени износа детали
- Результаты
- Активная защита от износа
- Описание:
- Причина:
- Дадим вторую жизнь любой изношенной детали!
- Контакты
- Поиск
- Реставрация разбитого шпоночного паза на коленвалах Volkswagen
Moskga › Blog › Разбитая шпонка шкива коленвала двигателей B и Z

Столкнулся я со следующей проблемой и оказывается данная проблема весьма распространена…
Проявление: стук внизу двигателя в такт. Ни глухой но и не звонкий. Иногда сильнее иногда вообще пропадает. Сначала думал что вкладыши. снимал поддон для проверки( заодно в очередной раз модернизировал масленный насос).
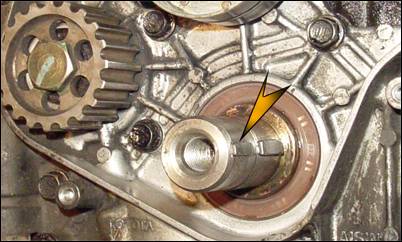
Диагностика: все просто: снимаем все навесные ремни, и беремся рукой за шкив коленвала — все сразу понятно…
Причины: их несколько: короткий носок коленвала, поэтому шкив висит практически ввоздухе, притягиваясь болтом. Шпонка которая торчит из коленвала -и при малейшей нагрузке на нее работает как рычаг. Плюс посадка самого шкива -ну больно уж свободная.






Можно прочитать это все и подумать: фу ерунда какая то, у меня все хорошо — так вот проблема глобальна и если при очередной заменегрм вы ей не озадачитесь будет плохо…Но в России как то данная проблема не особо освещается, а вот в США на форумах я нашел примеры таких разрушений:
www.miata.net/garage/crankshaft.html
mazdaracers.com/topic/126…ulley-key-and-crank-bolt/
И главное -Лечение:
1) Новые детали — для желающих сэкономить заказываем детали kia
а) шестерню грм 0K937 11321
б) шкив MB31C 11400
в) шпонку ( оригинал мазда, так как есть сведения что материал у киа хуже). ВНИМАНИЕ шпонка не квадртная, смотрите внимательно при установке!) B3C7-11-317
2) шпоночный паз надо восстановить в геометрии и вклеить в него шпонку навсегда — тогда она перестанет перемещаться и разбивать паз. Для это можно использовать:
а) анаэробные клеи для больших зазоров. у американцев в почете loctite 660 (цена космос но вдруг вам повезет как мне).

Аналоги:
WEICONLOCK AN 306-60 — стоит примерно 1500 в Новосибирске можно купить интернет магазине
loxial 89-51
chester molecular D80 или E80
permabond-hh167
Это не просто так придумано -это прямо рекомендация ух этих производителей как ремонтировать шпоночный паз.
б) Холодная сварка. Выпускается двух видов : это стержень который вы разминаете, или содержимое двух сосудов которое вы смешиваете. Сразу скажу — стержень более вязкий из него можно лепить, из двух составных компаундов лепить трудно — они больше подходят как клей.
Вопрос в том что если паз сильно разбит то Loctite 660 нельзя использовать — хоть в США так и делают, но данный клей всего лишь заполняет зазоры но никак не восстанавливает деталь а в больших объемах он может просто не затвердеть…Поэтому восстановить геометрию лучше холодной сваркой и вклеить на loctite 660 или полностью все заполнить холодной сваркой как здесь:
3) Лично я решил что узел будет хоть трудно -но разборным.
поэтому : из холодной сварки востановил геометрию паза . Сначала хотел воспользоваться холодной сваркой Permatex 84109 — но понял что для моих дел она не подходит. Поэтому поступил просто купил Момент холодная сварка с металлом и вылепил паз

затем вклеил шпонку ПРАВИЛЬНОЙ СТОРОНОЙ И В ПРАВИЛЬНОМ ПОЛОЖЕНИИ на loctite 660.
тут надо заметить что хоть и разбивает шкив и шестерню коленвал гораздо более стойкий -и он не уменьшается в диаметре, а увеличивается ( развальцовывается) поэтому восстанавливать вал необходимости нет.
Отступление: Для восстановления посадки подшипника с возможностью разборки — Loctite использует втулочный фиксатор средней фиксации, аналогом ему допустим есть продукт permatex который так же является и резьбовым фиксатором для резьб 3/4″» — тут же я выяснил что принципиального различия между анаэробными клеями втулочными и резьбовыми -разницы нет. Компонент один а вот различия в вязкости.
Поэтому для фиксации шкива я использовал что у меня было:

Им я обмазал вал( втулочный фиксатор) обмазал аккуратно шестерню ( фланцевая фиксация) -тем самым разгрузив воздействие на шпонку и сделать соединение шестерня — шкив единым.
Главное : при затяжке болта обязательно соблюсти момент затяжки, а не затягивать молотком или от руки «а «и так пойдет».
чтобы затянуть (а так же и открутить) болт коленвала я использовать не хитрое приспособление из уголка

которое упирал в чурбак как удобно. затягивал из под крыла обычной головкой и удлинителем ( боковая подушка двигателя снята).
Источник
Ремонт шпоночного паза коленвала
Хочу поделиться с читателями сайта способом восстановления посадочного места под шкив коленвала .
У многих эта поломка отняла много времени и денег на ремонт. Предлагаю пусть и не очень грамотный, но довольно быстрый способ.
При ослаблении или обрыве болта, удерживающего шкив, разбивается шпоночный паз на коленвалу и, почти всегда, сам шкив. Добираемся до шкива (разобрав часть салона), снимаем его. Если посадочное место разбито, то на токарном станке протачиваем шкив до исчезновения шпоночного паза. Изготавливаем втулку, внутренний диаметр 29,5 мм, а внешний диаметр по ступице шкива. Вставляем, обвариваем электросваркой и делаем новый шпоночный паз, предварительно наметив его расположение. Далее приступаем к восстановлению коленвала . Шкив, болтаясь на валу, сминает одну стенку шпоночного паза, остальные остаются целыми. Шпонка, слегка помятая, достается вам при разборке для образца. По гнезду на коленвалу изготавливаем из графитовой щетки для электродвигателя или из угольного электрода большой круглой батарейки новую шпонку, чуть уже чем была. Затем вставляем угольную шпонку в паз на валу и аккуратно обвариваем электросваркой. Графит не сгорает под действием высокой температуры, и мы получаем новое гнездо, которое остается лишь доработать болгаркой и напильником. Затем, изготовив или подобрав другую шпонку, собираем узел. Шкив должен садиться на коленвал с натягом. Болт, удерживающий шкив, тоже изготовлен токарем. Вся процедура, включая высверливание обломка болта и токарные работы, заняла около 10 часов. Пара болт-вал при эксплуатации ржавеет по резьбе, поэтому после сборки необходимо замазать болт любым герметиком . При аккуратно сделанной работе получается не хуже, чем в Японии!
Таким способом восстановлено уже три автомобиля. К сожалению, нет фотоснимков этой процедуры, так было бы нагляднее. Мой бас после такого ремонта прошел 60 тыс. км.
Деталь, насаженная на вал: например, шкив или зубчатое колесо
- Износ шпонки или шпоночного паза
- Ремонт изношенных шпонок
- Защита новых и восстановленных деталей от износа, истирания и химического воздействия
Применение:
Ниже описан ремонт призматических шпонок, однако аналогичным образом можно ремонтировать и другие шпонки. Пример шпонок, которые можно восстановить похожим методом:

- Сегментные шпонки
- Клиновые врезные шпонки
- Конические шпонки
Причина:
- Неточная обработка приводит к ослаблению крепления деталей; это влечет за собой возникновение микро-перемещений, а значит и износа
- Знакопеременные нагрузки

Способы ремонта шпоночных соединений:
Выравнивание положения призматической шпонки
Метод ремонта: восстановление; установка шпонки (изношенная канавка)
Применяемый состав: Loctite 648 (50 мл, 250 мл)
Зазор (вид посадки): Переходная посадка / Посадка с зазором
Степень износа: Сильно изношенная шпоночная канавка
Время полимеризации (Сталь): 12 часов*
*Нагревайте соединение для скорейшей полимеризации состава
Последовательность действий:
Сильно изношенное шпоночное соединение
- Разберите узел

- Подберите шпонку следующего стандартного размера
- Расточите изношенную шпоночную канавку до размеров новой шпонки
- Сточите выступающую часть новой шпонки сверху и с боков таким образом, что бы ее размеры соответствовали размерам шпоночной канавки насаживаемой детали
- Зашкурьте поверхности, на которые будет нанесен клей
- Очистите эти поверхности средством для очистки и обезжиривания Loctite 7063 (Локтайт 7063) 150 мл или 400 мл
- Нанесите Loctite 648 (Локтайт 648) на поверхности шпоночной канавки вала
- Вставьте шпонку в шпоночную канавку вала
- Удалите лишний состав
- Если на шпонку действуют большие нагрузки, то дополнительно на всю поверхность вала, контактирующую с насаживаемой деталью, нанесите состав Loctite 648 (Локтайт 648)
- Соберите узел с уже установленной шпонкой
- Удалите лишний состав
- Дождитесь полной полимеризации клея

Создание новой шпоночной канавки на валу
Если износ деталей слишком сильный, может потребоваться создание новых шпоночных канавок; в этом случае старые канавки могут быть заполнены следующим способом.
Метод ремонта: создание новой шпоночной канавки
Применяемый состав: Loctite Hysol 3478 A&B Superior Metal
Зазор (вид посадки): Переходная посадка / Посадка с зазором
Степень износа: Сильно изношенная шпоночная канавка
Время полимеризации (Сталь): 24 часа*
*Нагревайте соединение для скорейшей полимеризации состава
Последовательность действий:
- Разъедините детали
- Очистите эти детали средством для очистки и обезжиривания Loctite 7063 (Локтайт 7063) 150 мл или 400 мл
- Loctite 3478 (Локтайт 3478) в шпоночные канавки вала и втулке. Не оставляйте пустот
- Дайте составу полимеризоваться в течение 24 часов
- Если необходимо наличие круглой поверхности, обработайте полимеризовавшийся состав
- Проточите новые шпоночные канавки на валу и втулке
- Снова очистите детали Средством для очистки и обезжиривания Loctite 7063 (Локтайт 7063)
- Нанесите небольшое количество резьбового фиксатора Loctite 243 (Локтайт 243) на стенки новой шпоночной канавки
- Вставьте шпонку в шпоночную канавку
- Удалите лишний клей
- Соберите узел
- Дайте составу полностью полимеризоваться


Вариант 1
Метод ремонта: склеивание
Применяемый состав: Loctite 660 + Loctite 7649
Зазор (вид посадки): Средний зазор
Степень износа: до 0,25 мм
Время полимеризации (Сталь): 12 часа*


Вариант 2
Метод ремонта: склеивание
Применяемый состав: Loctite Hysol 9466 A&B
Зазор (вид посадки): Средний зазор
Степень износа: от 0,2 до 0,5 мм
Время полимеризации (Сталь): 24 часа*

Вариант 3
Метод ремонта: восстановление
Применяемый состав: Loctite Hysol 3478 A&B
Зазор (вид посадки): Большой зазор
Степень износа: от 0,5 мм
Время полимеризации (Сталь): 24 часа*


*Нагревайте соединение для скорейшей полимеризации состава
Последовательность действий:
Выберите подходящий ремонтный состав, исходя из степени износа детали
- При необходимости разберите узел. Однако ремонт можно производить и без извлечения вала
- Обработайте поверхность рашпилем или вращающимся режущим или сверлильным инструментом
- Очистите поверхности средством для очистки и обезжиривания Loctite 7063
- Нанесите тонким слоем сухое смазывающее средство Loctite 8192 на шпонку, втулку и на другие поверхности, где не требуется приклеивание
- Обработанные таким образом детали следует оставить в покое на 15-30 минут при комнатной температуре
- Шпателем нанесите ремонтный состав. На дно канавки наносите тонкий слой клея, а на боковые стенки – более толстый. Это позволит шпонки сесть достаточно глубоко в канавку и оставить небольшой зазор
- Удалите лишний состав с краев шпоночной канавки
- Незамедлительно придайте правильное положение шпонке, валу и втулке друг относительно друга
- Дождитесь полной полимеризации клея
Результаты
- Узел восстановлен и готов к работе без проведения капитального ремонта
- Шпонка закреплена в шпоночной канавке
- Исключен повторный износ
Активная защита от износа
Описание:
- Закрепление шпонки в шпоночной канавке на новых деталях
- Исключение микроперемещений, приводящих к износу
Причина:

В новом узле зазор между шпонкой и стенками шпоночной канавки обычно очень мал или отсутствует вовсе. Однако со временем изнашивание может повлечь потерю прочности и разбалтывание шпоночной канавки.
Дадим вторую жизнь любой изношенной детали!
Контакты
Адрес компании:
г. Киев, просп. Отрадный, 107
Моб. Тел.:
Поиск
Реставрация разбитого шпоночного паза на коленвалах Volkswagen
 К нам регулярно обращаются владельцы дизельных VW с просьбой восстановить или перерезать шпоночный паз на коленвалах 1.9 TD, 1,9 TDI и других подобных моторах(способ крепления шестерни у большинства валов VW-Audi одинаковый – шпонка или лыска на валу). Иногда обращаются с просьбой переделать крепление шестерни, с шпонки на сектор.
К нам регулярно обращаются владельцы дизельных VW с просьбой восстановить или перерезать шпоночный паз на коленвалах 1.9 TD, 1,9 TDI и других подобных моторах(способ крепления шестерни у большинства валов VW-Audi одинаковый – шпонка или лыска на валу). Иногда обращаются с просьбой переделать крепление шестерни, с шпонки на сектор.
Причина поломки – особенности конструкции и неквалифицированный ремонт. При снятии шестерни ее необходимо менять на новую и ставить новый болт коленвала. Эти условия зачастую игнорируются, старая шестерня ставится на место и затягивается уже вытянутым болтом, момент затяжки которого недостаточен. Последствия такого ремонта – встречи клапанов с поршнями, после срезания шпонки на шестерне.
После поломки, на СТО, как правило производят замену шестерни, болта, затягивают посильнее. Некоторые вырезают паз с другой стороны болгаркой. Результат ремонта: 20-30 тыс пробега и паз разбивает повторно. Ведь шестерня держится не на шпонке, а на силах трения о поверхность торца вала, которая уже сильно изношена. Пятна контакта недостаточно и новый паз будет разбивать повторно. Иногда ремонт доходит до замены коленвала.
Наше предприятие освоило технологию ремонта коленвалов с такими дефектами. При ремонте полностью восстанавливается геометрия вала, выдерживаются заводские размеры и посадки. Технология позволяет восстановить даже сильно разрушенные валы после кустарного ремонта и повторных поломок. Точность размеров после ремонта гарантирует правильную фиксацию шестерни и положение ремня ГРМ соответственно.
- Вал очищается от остатков старой шестерни, и зачищается. Коренная шейка и посадка под сальник закрывается от брызг сварки.
- Шпоночный паз, и торец вала полностью наплавляют. Сварка ведется короткими участками с продолжительным охлаждением, для исключения нагрева вала.
- После наплавки вал выставляют в токарный станок. Торец вала протачивается на минимальных оборотах. Допуск на размер -0,05. Длину проверяют глубиномером, проверяют биение торцевой поверхности.
- Шлифовка. Биение обрабатываемой поверхности относительно коренных шеек не превышает сотки. Размер шлифуемой поверхности делается под новую шестерню ,-0,01-0,02 для установки «от руки».
- Нарезка шпоночного паза. Выставляем в фрезерном станке и нарезаем. Можно нарезать там же где и был, или развернуть на 180 градусов.


Паз под шпонку 1,9 TD после восстановления.
Источник