- Ремонт переднего моста
- Разборка переднего моста
- Ремонт передней оси
- Ремонт шкворня
- Ремонт поворотной цапфы
- Сборка переднего моста
- Регулировка схождения и развала передних колес автомобиля
- Три метода восстановления посадочного места подшипника
- Характеристики металлополимеров
- Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
- Метод №1
- Метод №2
- Этап 1: Подготавливаем поверхность
- Этап 2: Обезжириваем поверхность
- Этап 3: Подбор композитного материала для ремонтных работ
- Этап 4: Обработка поверхности кондуктора
- Этап 5: Наносим материал и устанавливаем втулку
- Метод №3
- Этап 1: Подготовка
- Этап 2: Очистка поверхности посадочного места
- Этап 3: Обезжириваем поверхность
- Этап 4: Устанавливаем центрирующий маятник
- Этап 5: Использование композитного материала и установка подшипника на втулку
Ремонт переднего моста
Дефекты деталей переднего моста:
- прогиб оси;
- износ шкворней, втулок и опорных подшипников;
- разработка отверстий в оси под шкворни;
- износ подшипников цапф и мест их посадки;
- срыв резьбы на концах шеек цапф.
Разборка переднего моста
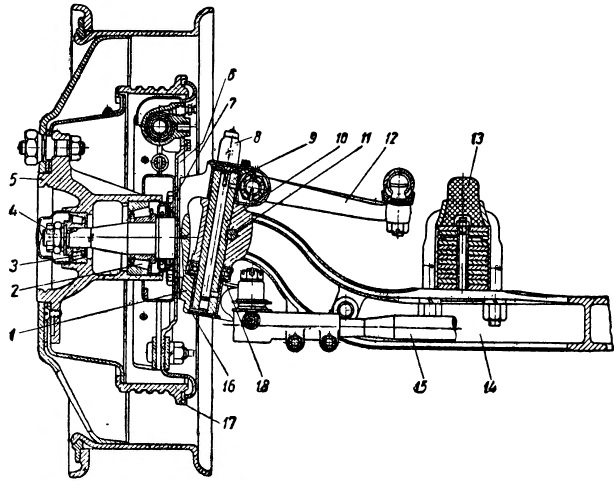
Рис. Передний мост автомобиля ГАЗ-51:
1 — цапфа; 2 и 3 — конические подшипники; 4 — гайка; 5 — ступица; 6 — защитный диск; 7 — сальник; 8 — автоматическая масленка; 9 — втулка; 10 — шкворень; 11 — стопор; 12 — рычаг поворотной цапфы; 13 — резиновый буфер; 14 — передняя ось; 15 — поперечная тяга; 16 — заглушка; 17 — тормозной барабан; 18 — шариковый упорный подшипник.
При разборке переднего моста автомобиля ГАЗ-51 необходимо выполнить следующие операции:
- отъединить тяги рулевого управления;
- расшплинтовать, отвернуть гайки и вынуть рычаги поворотных цапф;
- освободить стремянки и снять рессоры;
- снять колпаки, расшплинтовать и отвернуть гайки и снять ступицы с наружными коническими роликовыми подшипниками и тормозным барабаном;
- разобрать и снять детали тормозного механизма;
- отъединить от фланцев цапф защитные тормозные диски;
- отвернуть автоматические масленки (сверху) и гайки, выбить стопоры шкворней, вынуть шкворни и отъединить от оси цапфы вместе с упорными шариковыми подшипниками передней оси.
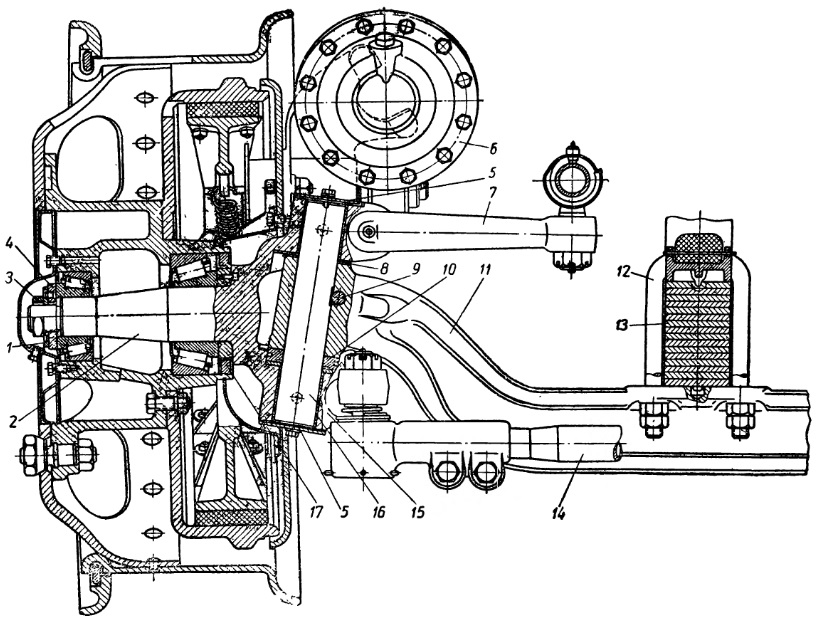
Рис. Передний мост автомобиля ЗИС-150:
1 — замочная шайба; 2 — поворотная цапфа; 3 — контргайка; 4 — гайка: 5 — крышка шкворня; 6 — тормозная камера; 7 — поворотный рычаг; 8 — шайба; 9 — стопор ; 10 — бронзовый подпятник шкворня; 11 — передняя ось; 12 — стремянка; 13 — рессора; 14 — поперечная рулевая тяга; 15 — шкворень; 16 — втулка шкворня; 17 — сальник ступицы.
При разборке переднего моста автомобиля ЗИС-150 необходимо:
- отъединить поперечную рулевую тягу 14, расшплинтовать и отвернуть гайки и вынуть рычаг 7 поворотной цапфы;
- разъединить штоки тормозных камер и отвернуть камеры;
- отвернуть стремянки 12 и снять рессоры 13;
- снять колпаки, отвернуть контргайки 3, снять замочные шайбы 1, отвернуть гайки 4 и снять ступицы с тормозными барабанами;
- разобрать и снять детали тормозного механизма в порядке, указанном выше;
- отвернуть крышки 5 шкворней, гайки стопоров и удалить конусные стопоры шкворней;
- вынуть шкворни 15, отъединить цапфы от передней оси 11, удалить бронзовые подпятники 10 шкворней;
- снять с шеек цапф внутренние роликовые подшипники и выпрессовать бронзовые втулки из проушин поворотных цапф.
Ремонт передней оси
Прогиб передней оси вызывает повышенный износ шин, нарушение взаимной установки передних колес и вследствие этого затрудняет управление автомобилем.

Рис. Проверка передней оси автомобиля ГАЗ-51:
1 — стержень; 2 — угольник; 3 — передняя ось; 4 — призма.
Для определения прогиба оси в отверстия под шкворни вставляют стержни, а на площадки крепления рессор — призмы (призмы на площадках центрируют). Затем устанавливают специальный угольник, имеющий угол в соответствии с конструкцией данной оси (для автомобилей ГАЗ-51 и ЗИС-150 угол = 82°). По зазору между угольником и призмами определяют величину и направление прогиба в вертикальной плоскости, а по отклонению угольника от оси призм — в горизонтальной плоскости. Проверку делают поочередно по двум стержням. Прогиб оси может быть также определен и шаблоном, изготовленным по конфигурации новой оси.
Ось правят под прессом в холодном состоянии. Нагрев оси вызывает нарушение ее термической обработки и допускается в исключительных случаях, когда невозможно выполнить правку в холодном состоянии (например, скручивание и большой изгиб, вызванные аварией).
Изношенные отверстия под шкворни можно восстановить развертыванием их под увеличенный размер шкворня (для шкворней, не имеющих шарико-роликовых подшипников) или развертыванием с последующей запрессовкой в них стальных втулок.
Запрессованные стальные втулки обрабатывают под номинальный или уменьшенный размер шкворня, чтобы использовать старые, перешлифованные шкворни. Изношенные отверстия также восстанавливают металлизацией их с последующей разверткой под номинальный размер.
Ремонт шкворня
При работе изнашивается поверхность шкворня в местах установки поворотной цапфы. Восстановить шкворень до номинального диаметра можно путем хромирования. Шкворни, не имеющие шарико-роликовых подшипников (автомобиль ЗИС-150), можно перешлифовывать на меньший диаметр с постановкой ремонтных втулок в отверстия оси и в проушины цапф.
Ремонт поворотной цапфы
Изношенные посадочные места под подшипники восстанавливают накаткой, металлизацией, хромированием и наваркой.
Накатку производят на станке рифленым роликом, установленным в специальной державке. После накатки шейки шлифуют под соответствующий размер. Этот способ ремонта — эксплуатационный. Наиболее качественным ремонтом шеек является их хромирование. При невозможности применить этот способ шейки наваривают, а затем подвергают механической и термической обработке.
Изношенную резьбу на конце шейки цапфы удаляют на станке резцом, затем на проточенную шейку наплавляют металл, после чего ее протачивают снова под требуемый размер и нарезают на ней новую резьбу.
Изношенные втулки проушин цапфы восстанавливают развертыванием под увеличенный размер шкворня (автомобиль ЗИС-150) или обжимают, а затем развертывают под номинальный размер шкворня.
Сборка переднего моста
Для сборки переднего моста автомобиля ГАЗ-51 необходимо:
- запрессовать в проушины поворотных цапф с натягом 0,065—0,165 мм стальные втулки 9, залитые свинцовистой бронзой, и развернуть их разверткой под размер шкворня с учетом получения требуемого зазора;
- установить и закрепить гайками рычаги поворотных цапф;
- надеть на ось поворотные цапфы, установить шариковые упорные подшипники 18, вставить шкворни 10, закрепить их стопорами 11 и завернуть автоматические масленки 8;
- собрать тормозные механизмы;
- установить на шейки поворотных цапф отражатели, сальники 7 и роликовые конические подшипники 2;
- запрессовать в ступицы 5 кольца роликовых конических подшипников и привернуть к фланцу ступицы тормозной барабан 17;
- надеть ступицы с тормозными барабанами на шейки цапф, установить роликовые конические подшипники 3 и шайбы; гайками 4 отрегулировать затяжку подшипников; перед установкой ступиц заполнить внутреннюю полость их смазкой;
- завернуть контргайки, зашплинтовать их и установить колпаки;
- прикрепить к поворотным рычагам рулевые тяги и привернуть к площадкам передней оси рессоры.
Сборку переднего моста ЗИС-150 выполняют в такой последовательности:
- Запрессовывают в проушины цапфы бронзовые втулки с натягом 0,086—0,175 мм, затем развертывают их разверткой под размер шкворня с учетом получения зазора в пределах 0,03—0,07 мм.
- Устанавливают в цапфу поворотные рычаги рулевых тяг, закрепляют их гайками и зашплинтовывают.
- Надевают цапфу на конец оси; снизу между проушиной цапфы и осью ставят упорный бронзовый подпятник с сальником, а вверху — шайбы для регулировки зазора. При правильном подборе шайб цапфа должна легко поворачиваться на шкворне и не иметь качки.
- Вставляют шкворень лыской к середине оси и закрепляют его стопором с гайкой. Сверху и снизу привертывают болтами крышки шкворня. Затем собирают и устанавливают вторую поворотную цапфу.
- Привертывают защитные диски к фланцам поворотных цапф и собирают тормозные механизмы.
- Надевают на шейку цапфы сальник и устанавливают внутренний роликоподшипник.
- Запрессовывают в ступицу наружные кольца роликоподшипников, устанавливают тормозной барабан, вставляют шпильки и закрепляют их гайками. Гайки шпилек затягивают до отказа и расклепывают их в четырех точках.
- На шейку цапфы надевают ступицу с тормозным барабаном, устанавливают наружный роликоподшипник, завертывают гайку и регулируют ею затяжку подшипников так, чтобы ступица легко вращалась и не имела осевого зазора более 0,15 мм. После регулировки затяжки подшипников ставят замочную шайбу и завертывают контргайку. Затем собирают вторую ступицу и устанавливают ее на место. При установке ступиц подшипники и внутренняя полость ступицы должны быть заполнены смазкой.
- Присоединяют к поворотным рычагам поперечную рулевую тягу так, чтобы масленки ее наконечников были направлены назад, и затем укрепляют на площадках оси рессоры.
Регулировка схождения и развала передних колес автомобиля
Расстояние между бортами шин передних колес должно быть спереди меньше чем сзади на 8—12 мм у автомобиля ЗИС-150 и на 1,5—3 мм — у автомобиля ГАЗ-51. Такая установка колес уменьшает износ шин.
Для регулировки схождения колес нужно передние колеса установить в положение, соответствующее движению автомобиля по прямой, ослабить гайки болтов наконечников поперечной рулевой тяги и, повернув трубным ключом поперечную тягу, установить нормальную величину схождения.
Схождение и развал передних колес проверяют специальной раздвижной линейкой.
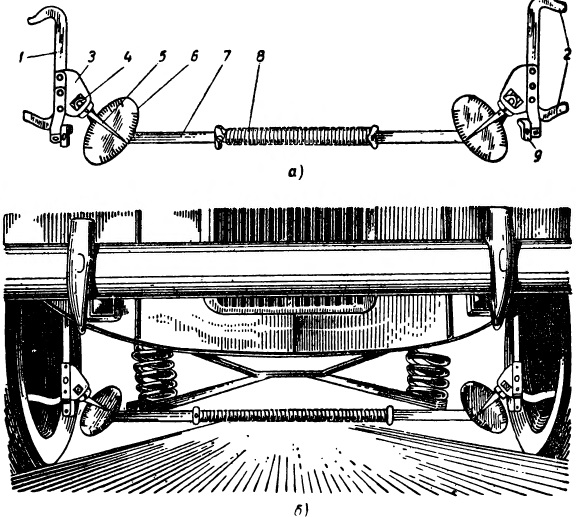
Рис. Проверка схождения и развала передних колес:
а — линейка: б — установка линейки при проверке; 1 — скоба; 2 — плоские упоры скобы; 3 — зубчатый сектор; 4 — цилиндрическая шестерня; 5 — стрелка; 6 — циферблат; 7 — стержень; 8 — пружина: 9 — уровень.
Раздвижная линейка состоит из двух стержней, раздвигаемых пружиной. На концах стержней шарнирно укреплены скобы, имеющие плоские упоры. На скобах укреплены зубчатые секторы, зацепленные с цилиндрическими шестернями, на оси которых укреплены стрелки. При проверке установки колес линейку ставят между колесами так, чтобы упоры скоб плотно прижимались к закраинам дисков колес, а скобы были строго вертикальны. Правильность установки линейки определяют по уровням на нижних упорах скоб. Небольшое отклонение скобы вызывает значительное отклонение стрелки по циферблату (предусмотренное передаточным числом зубчатой передачи). Отклонение стрелки от нулевого положения показывает угол отклонения колеса в градусах или в миллиметрах. Этой же линейкой проверяют и развал колес.
Источник
Три метода восстановления посадочного места подшипника
Металлополимеры или двухкомпонентные эпоксидные металлопластики WEICON – продукты, предназначенные для быстрого и долгосрочного ремонта, восстановления и техобслуживания металлических поверхностей, узлов и деталей. Используя металлопластики, можно проводить следующие работы:
- ликвидация повреждений от коррозии, в т. ч. точечной;
- создание моделей, инструментов и форм, противостоящих высокотемпературному режиму;
- проведение капремонта металлических поверхностей, а также заделка трещин;
- восстановление посадочных мест подшипников и вал-втулочных соединений;
- ремонт изделий из различных металлов, бетона, пластика и резины.
Характеристики металлополимеров
Перед применением металлополимеров WEICON изучите физическую, токсикологическую и экологическую информацию о выбранном продукте. В инструкции по эксплуатации указаны меры предосторожности и сертификаты по безопасности. Успешный технологический процесс зависит от тщательной подготовки поверхностей. Пыль, грязь, жир, масло, ржавчина и влага имеют негативное влияние на адгезию эпоксидных смол.
Металло-Пластики WEICON в жидком и затвердевшем состоянии:
Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICONA (wcn10000005).
При высоких нагрузках и температурах эксплуатации восстанавливаемой поверхности, допустимо использование:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Подбор двухкомпонентного эпоксидного композита WEICON осуществляется согласно технической таблице, представленной выше и требуемых технических характеристик для восстанавливаемой поверхности.
За консультацией по подбору металл полимера WEICON обращайтесь к нашему менеджеру по телефону 8 863 270 39 73 или закажите обратный звонок. Отправить запрос или получить дополнительную информацию можно по e-mail: info@energosnab.com
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте металлполимеры с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять наши эпоксидные композиты cбыстрой полимеризацией, например WEICONSF или WEICONWR.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
К сведению: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Получите подробную информацию и помощь в подборе материалов для реставрации посадочного места по телефону (863) 2703973 или направив запрос на e-mail: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% — 90%
- Изготовление оправки, как на рисунке №7
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Вы можете зарегистрироваться в интернет-магазине компании «Волгодонскэнергоснаб». Это позволит Вам самостоятельно формировать заказ и выводит на печать счет для оплаты выбранной продукции.
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
Свяжитесь с нами по телефону 8 863 270 39 73 или закажите обратный звонок.Отправить запрос или получить дополнительную информацию можно по email:info@energosnab.com
Автор статьи — Екатерина Иванова
Источник