Ремонт распределительного вала УАЗ и замена его втулок
Восстановление необходимых зазоров во втулках распределительного вала производите перешлифовкой опорных шеек вала, уменьшая их размер не более чем на 0,75 мм, и заменой изношенных втулок полуобработанными с последующей их расточкой под размеры перешлифованных шеек.
На двигателях без втулок восстановление необходимых зазоров производите расточкой отверстий в блоке под втулки, руководствуясь данными табл. 6, и последующей запрессовкой втулок номинального или ремонтного размера.
Перед перешлифовкой шеек распределительного вала углубите канавки на первой и последней шейках на величину уменьшения диаметра этих шеек для того, чтобы после перешлифовки шеек обеспечить поступление смазки к распределительным шестерням и к оси коромысел. Шлифовку шеек проводите в центрах с допуском 0,02 мм. После шлифовки шейки отполируйте.
Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответствующей длины) с гайками и подкладными шайбами.
Полуобработанные втулки распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому они запрессовываются в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины слоя баббита (антифрикционного материала) величина ремонтного уменьшения внутреннего диаметра всех втулок должна быть одинаковой.
При запрессовке втулок следите за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивайте, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку ведите с допуском мм, чтобы зазоры во втулках после установки вала соответствовали данным табл. 6.
При расточке втулок и отверстий в блоке под втулки выдерживайте расстояние между осями отверстии под коленчатый и распределительный валы 118±0,025 мм. Этот размер проверяйте у переднего торца блока. Отклонение от соосности отверстий во втулках должно быть не более 0,04 мм, а отклонение от параллельности коленчатого и распределительного валов должно быть не более 0,04 мм по всей длине блока. Чтобы обеспечить соосность втулок в заданных пределах, обрабатывайте их одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливайте борштангу, базируясь относительно отверстий для вкладышей коренных подшипников.
Кулачки распределительного вала при незначительном износе и задирах зачищайте шлифовальной шкуркой: сначала крупнозернистой а затем мелкозернистой. При этом шлифовальная шкурка должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износе кулачков по высоте более чем на 0,5 мм, распределительный вал замените новым.
Погнутость распределительного вала проверяйте индикатором по затылкам (на цилиндрической поверхности) впускных и выпускных кулачков второго и третьего цилиндров. При этом вал установите в центрах. Если биение вала превышает 0,03 мм, то вал выправьте или замените.
Источник
UAZ 3303 Верблюд › Logbook › Ремонт двигателя, Установка привода распредвала.

Распредвал, коленвал, шатуны установлены.
Выводим шатун первого цилиндра в верхнюю мёртвую точку ВМТ. Если не установлен шкив, то смотрим на распредвал. На распредвале кулачки должны быть видны. Если кулачки не видны, то это рабочий ход.
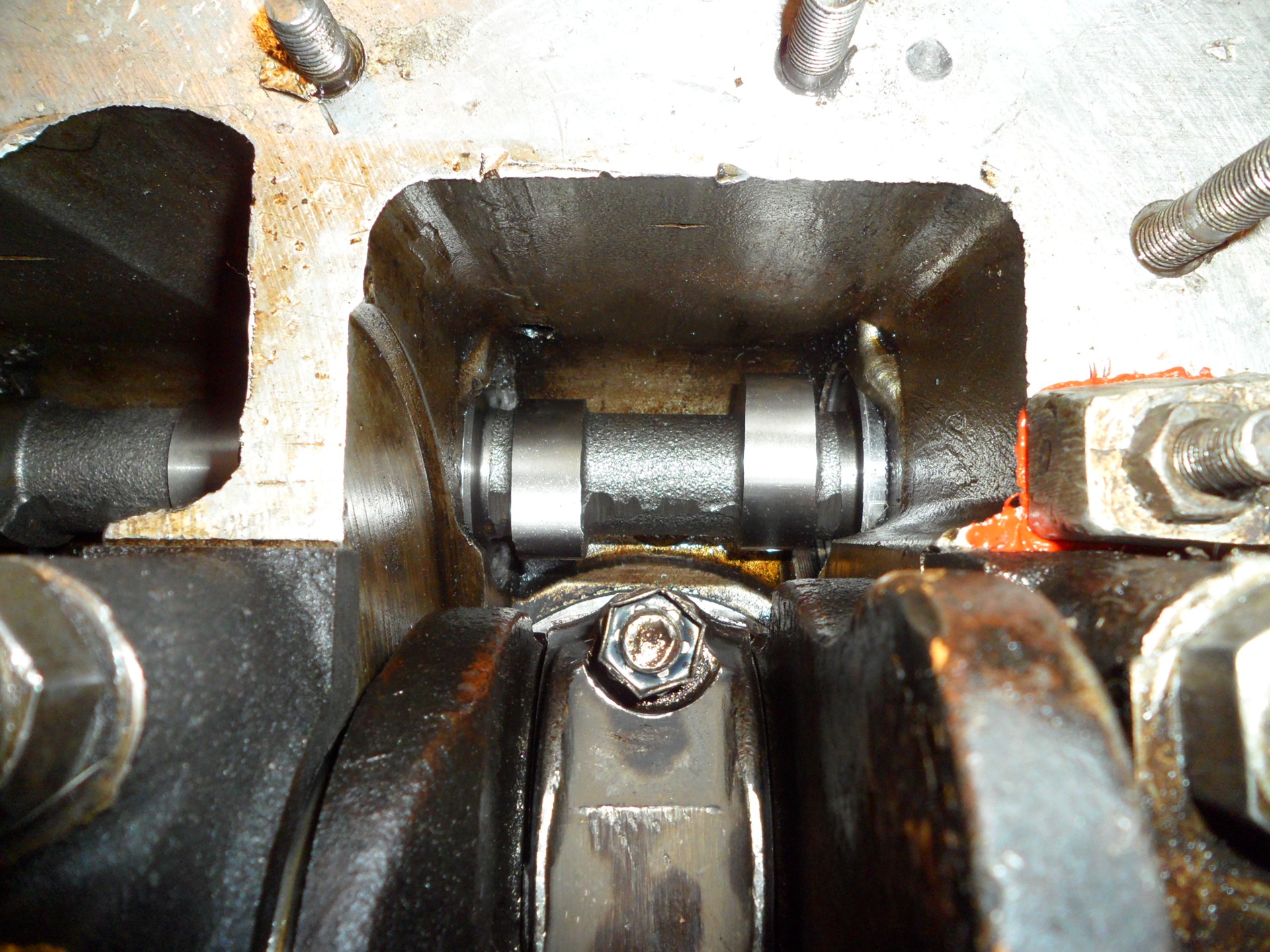

По шкиву проще: при верхнем расположении поршня должна совпасть вторая, по ходу, риска на шкиве. Первая, как на фото — это установка зажигания.
Далее устанавливаем прокладку и привод трамблёра, согласно инструкции.


Устанавливаем, промытый от смазки, маслонасос.
Снимаем сетку и заливаем, через приёмное отверстие, полный маслонасос масла. Устанавливаем сетку.
Рихтуем продавленный поддон.

Устанавливаем пробковые уплотнители. срезаем с небольшим запасом 2-3 мм.

Устанавливаем поддон.
Низ двигателя собран.

Из копилки «передового опыта»…
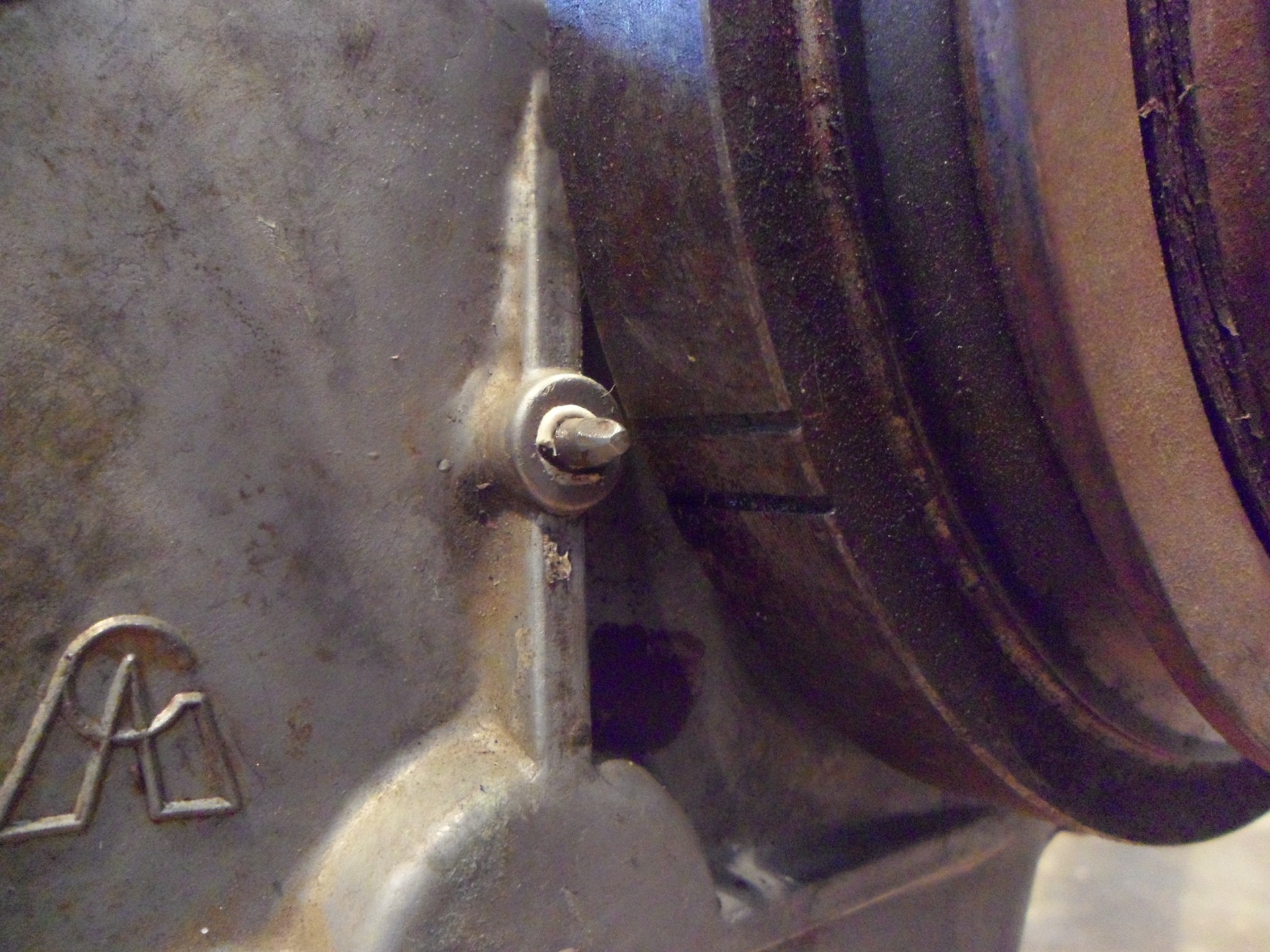
При постановке задней крышки толкателей, столкнулся с проблемой: между шпилькой и приводом трамблёра, крышка не входила. «Хвала конструкторам! Умные ребята.»
Ну, и пришла мысль снять привод трамблёра.
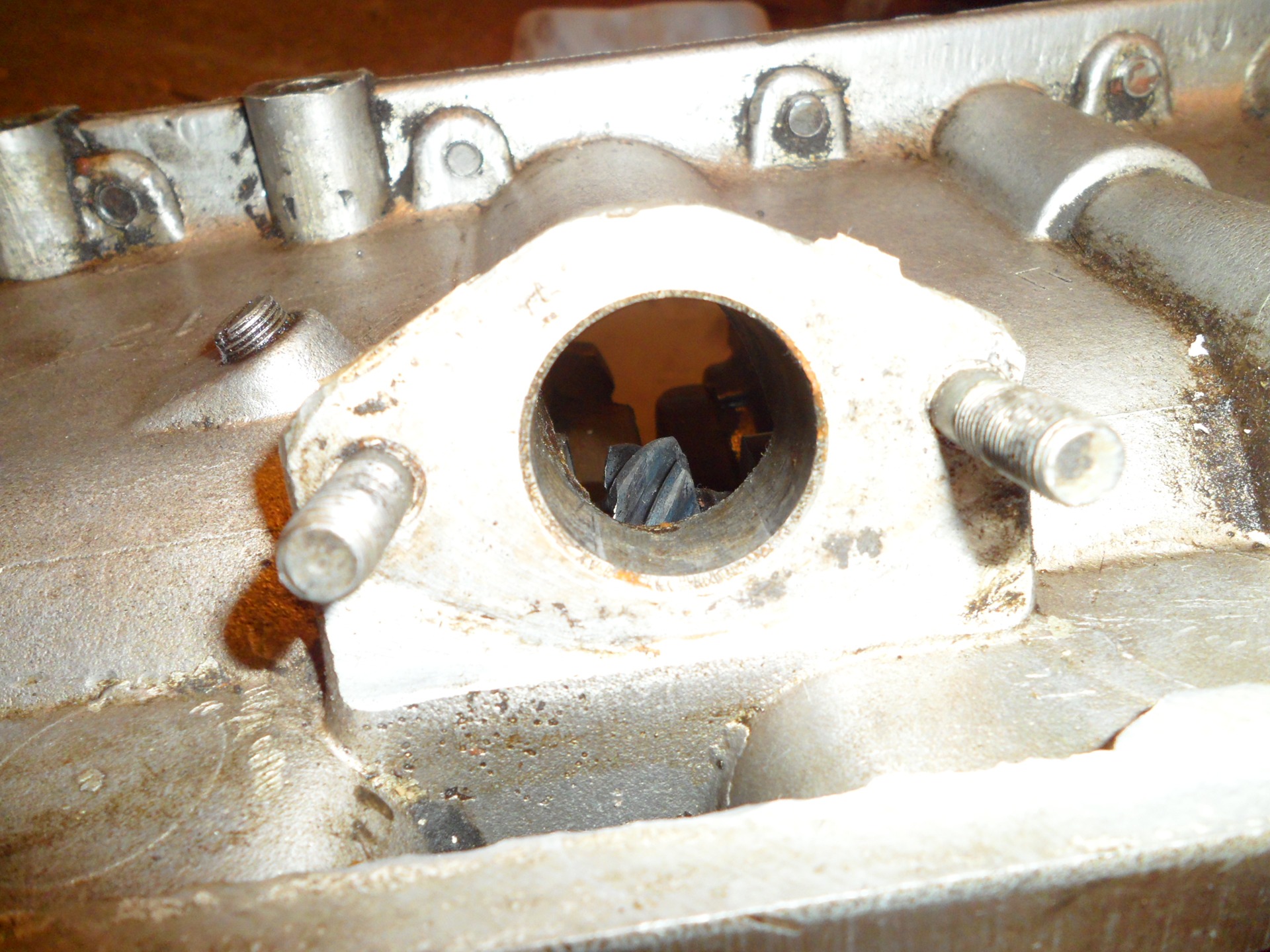
Установка привода трамблёра поставила вообще в тупик.
Привод, при установке, не попадал в маслонасос. Давления масла не было, и даже при проворачивании стартёром слышалось металлическое пощелкивание (привод задевал за блок).
Далее, надо было сливать масло, снимать поддон. Потом, устанавливать привод, поддон и снова заливать масло.
Была найдена причина: люфт, в приводе (он «качается», отклонялся от продольной оси, не попадая в паз масляного насоса).



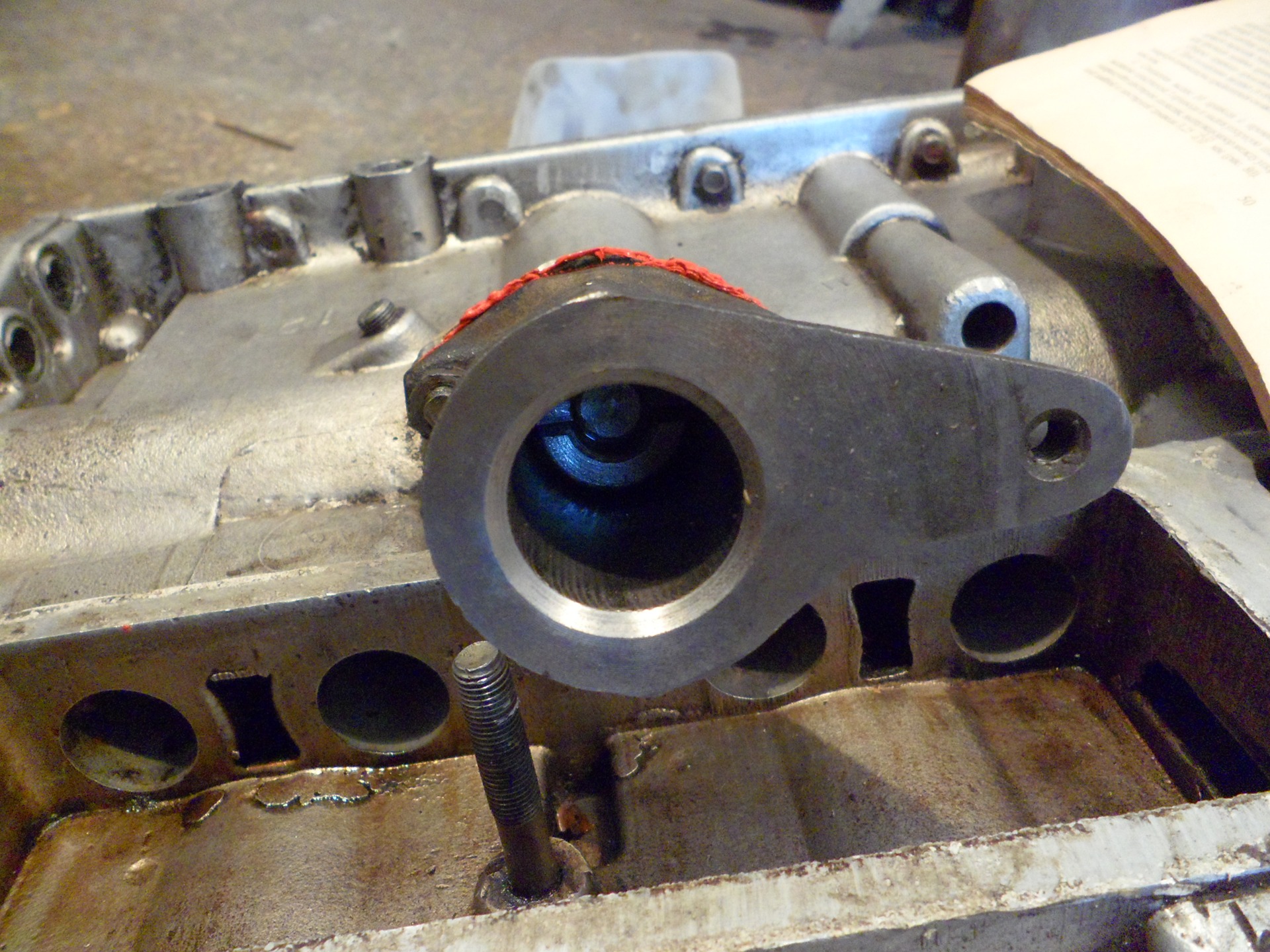
Чтобы зафиксировать, вставил деревянные клинья. Позже, они сами отваливаются и удаляются, при замене масла.
Развернул паз маслонасоса в нужное положение, подвернувшимся шомполом. Легко вставил привод трамблёра.

Более «продвинутые пользователи», в таком случае, просто выворачивают шпильку, устанавливают крышку, а затем шпильку. Но, вот без пива — не сообразил. «И опыт, сын ошибок трудных…»
Из армейского опыта…
В армию попадают водители, порою, только что получившие права. Опыта вождения немного. В ремонте и обслуживании, ещё меньше. Приводы «вталкивали» кто, как мог: и на 180 градусов и на 90. неправильно устанавливали положение шестерён. А, так как бывали ещё, при этом, ленивые, переставлять не хотели… Шли к «дедушке», а тот выставлял ВМТ и перекидывал провода 1 цилиндра, на тот, куда попадало. Далее, по кругу. Так и ездила вся часть без проблем, у кого на 3, у кого 4…
Источник
Ремонт постели распредвала уаз
Задумываюсь о капитальном ремонте двигателя УМЗ 421. Интересует последовательность установки распредвала двигателя. Что менять или растачивать, чтобы распред встал с требуемыми зазорами. Соосность и все такое. Чтобы давление не падало через прослабленные шейки распредвала.
Двигатель не разбирал, что внутри еще не знаю.
Последовательность установки распредвала противоположна последовательности его снятия.:D
Снимайте двигатель, разбирайте его и везите блок на дефектовку. Для определения элипсности, бочкообразности и т.д. гильз и износа опорных втулок распредвала нужен специальный инструмент и навык с ним обращаться. Покупать этот инструмент для обмерки одного блока это как женится ради секса или покупать пасеку ради ложки меда (Параграф 78):D Заодно и распредвал с коленвалом обмерят на износ шеек, кулачков, биение и балансировку.
Специнструмент, это нутромер длинный + микрометр размера шеек (для настройки нутромера и обмера вала). Соосность им не оценишь, но размеры, эллипсы и бочки измеришь. Снимать мотор не обязательно, достаточно радиатор снять, чтобы обмерить им все. На буханке, по крайней мере. Я менял распредвал у себя не снимая мотора. Вот если растачивать и втулки вставлять, это да, надо будет мотор снимать, полностью разбирать и куда-то везти.
последовательность — снимаем радиатор, поддон, шкив коленвала и его ступицу, крышку шестерен, откручиваем и вынимаем распредвал вместе с шестерней. Обратно так же.
«На буханке, по крайней мере. Я менял распредвал у себя не снимая мотора. Вот если растачивать и втулки вставлять, это да, надо будет мотор снимать, полностью разбирать и куда-то везти.
последовательность — снимаем радиатор, поддон, шкив коленвала и его ступицу, крышку шестерен, откручиваем и вынимаем распредвал вместе с шестерней. Обратно так же.[/QUOTE]»
на козле у себя с шестерней в сборе не смог распредвал ни вынуть ни вставить(( не хватает по длине морды(
«На буханке, по крайней мере. Я менял распредвал у себя не снимая мотора. Вот если растачивать и втулки вставлять, это да, надо будет мотор снимать, полностью разбирать и куда-то везти.
последовательность — снимаем радиатор, поддон, шкив коленвала и его ступицу, крышку шестерен, откручиваем и вынимаем распредвал вместе с шестерней. Обратно так же.»
на козле у себя с шестерней в сборе не смог распредвал ни вынуть ни вставить(( не хватает по длине морды([/QUOTE]
Морду надо было с левой стороны открутить от брызговика и крыла. Тогда распредвал выходит.
на козле у себя с шестерней в сборе не смог распредвал ни вынуть ни вставить(( не хватает по длине морды(
Морду надо было с левой стороны открутить от брызговика и крыла. Тогда распредвал выходит.[/QUOTE]
мне проще было снять шестерню с вала)
Морду надо было с левой стороны открутить от брызговика и крыла. Тогда распредвал выходит.
мне проще было снять шестерню с вала)[/QUOTE]
На уазе разница в кузовщине такая, что у тебя вал без шестерни вышел и без снятия морды. А у меня даже без шестерни не вышел. Все равно пришлось морду откручивать. 😀
мне проще было снять шестерню с вала)
На уазе разница в кузовщине такая, что у тебя вал без шестерни вышел и без снятия морды. А у меня даже без шестерни не вышел. Все равно пришлось морду откручивать. :D[/QUOTE]
УАЗ однако))))
Последовательность установки распредвала противоположна последовательности его снятия.:D
Снимайте двигатель, разбирайте его и везите блок на дефектовку. Для определения элипсности, бочкообразности и т.д. гильз и износа опорных втулок распредвала нужен специальный инструмент и навык с ним обращаться. Покупать этот инструмент для обмерки одного блока это как женится ради секса или покупать пасеку ради ложки меда (Параграф 78):D Заодно и распредвал с коленвалом обмерят на износ шеек, кулачков, биение и балансировку.
интересуют зазоры в опорных шейках распредвала, чтобы давление на распреде не терялось. вкладышы или постель в блоке под опрные шейки распредвала? или распредвалы существуют с увеличеными ремонтными шейками?
Не сушествует. Сушествуют новые втулки , которые разворачивают под конкретный РВ, который предварительно проверяют и при необходимости шлифуют шейки.
т.е. лучше приобрести новый РВ и новые втулки к нему? втулки развернуть под новый распредвал уже запресованные в блок или можно развернуть до запрессовки?
интересуют зазоры в опорных шейках распредвала, чтобы давление на распреде не терялось. вкладышы или постель в блоке под опрные шейки распредвала? или распредвалы существуют с увеличеными ремонтными шейками?
4.5.10 Ремонт распределительного вала и его опор
Восстановление необходимых зазоров в опорах распределительного вала производите шлифовкой опорных шеек вала, уменьшая их размер не более чем на 0,75 мм, и расточкой отверстий в блоке под втулки, руководствуясь данными табл.4.6, и последующей запрессовкой втулок номинального или ремонтного размера. Перед перешлифовкой шеек распределительного вала углубите канавки на первой и последней шейках на величину уменьшения этих шеек того, чтобы после перешлифовки шеек обеспечить поступление смазки к распределительным шестерням и к оси коромысел. Шлифовку шеек проводите в центрах с допуском 0,02 мм. После шлифовки шейки отполируйте. Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответствующей длины) с гайками и подкладными шайбами. Полуобработанные втулки распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера. Поэтому они запрессовываются в отверстия блока без предварительной обработки. Для обеспечения достаточной толщины слоя боббита (антифрикционного материала) величина ремонтного уменьшения внутреннего диаметра всех втулок должна быть одинаковой. При запрессовке втулок следите за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивайте, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку ведите с допуском мм, чтобы зазоры во втулках после установки вала соответствовали данным табл. 4.6. +0,05+0,02При расточке втулок и отверстий в блоке под втулки выдерживайте расстояние между осями отверстий под коленчатый и распределительный валы 118±0,025 мм. Этот размер проверяйте у переднего торца блока. Отклонение от соосности отверстий во втулках должно быть не более 0,04мм, а отклонение от параллельности коленчатого и распределительного валов должно быть не более 0,04мм по всей длине блока. Чтобы обеспечить соосность втулок в заданных пределах, обрабатывайте их одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливайте борштангу, базируясь относительно отверстий для вкладышей коренных подшипников. Кулачки распределительного вала при незначительном износе и задирах зачищайте шлифовальной шкуркой: сначала крупнозернистой, а затем мелкозернистой. При этом шлифовальная шкурка должна охватывать не менее половины профиля кулачка и иметь некоторое напряжение, что обеспечит наименьшее искажение профиля кулачка. При износе кулачков по высоте более чем на 0,5 мм, распределительный вал замените новым. Погнутость распределительного вал проверяйте индикатором по затылкам (на цилиндрической поверхности) впускных и выпускных кулачков второго и третьего цилиндров. При этом вал установите в центре. Если биение вала превышает 0,03 мм, то вал выправьте (если стальной) или замените.
Таблица 4.6
№ опоры — диметр опоры, мм
1 — 55,5+0,018
2 — 54,5+0,018
3 — 53,5+0,018
4 — 52,5+0,018
5 — 51,5+0,018
Зы. Если вам надо каталог деталей 421 двигателя, а также заводское руководство по его ремонту, то напишите в личку и дайте электронный адрес своей почты. Я вам скину.
Чуть подниму старую тему — вопрос очень простой. Хоть кто то этим сейчас занимается? Кто сможет завтулить постель распредвала на 421-м моторе? У нас в городе все нос воротят. Сможет кто-то? Готов отправить блок траснспортной. Постель ушатана, есть задиры. Блок 4215. Ставлю взамен 417. Что больше всего разочаровало в 421 моторе — что в нем просто нет втулок изначально и ремонт предлагается их установкой. Вопрос зачем они это сделали? Ремонтопригодность снизилась.
Источник