Ремонт поверхностей нагрева




![]()
![]()
Повреждения трубной системы. Существуют четыре вида повреждений системы котла:
1. Увеличение диаметра труб – диаметр кипятильных и экранных труб увеличивается в результате их перегрева при нарушении циркуляции котловой воды или отложения на их внутренней поверхности накипи или шлама. При замедлении циркуляции воды, в трубе образуется паровой мешок. Коэффициент отдачи тепла от пара к стенке значительно ниже, чем от воды к стенке. При полном прекращении циркуляции воды труба разрывается. В змеевиках пароперегревателя диаметр может увеличиваться из-за засорения, уменьшения скорости движения пара, местного повышения температуры газов перед пароперегревателем, при нарушении топочного режима, отложений накипи при забрасывании воды в пароперегреватель.
2. Износ (истирание) стенок труб. При увеличенных скоростях запыленного газового потока (особенно при сжигании твердого топлива с высокой зольностью) стенки труб подвергаются абразивному истиранию и становятся тоньше. Наибольший износ происходит в местах увеличения скорости, изменения потока газов, в местах завихрений, в которых увеличивается концентрация золы, а также более интенсивно подвергаются износу креплению труб, манжет, крючков, хомутов, трубы экранов, огибающие амбразуры (горелок), через которые выходит с большой скоростью поток угольной пыли. Стенки труб изнашиваются также от струй пара из обдувочных аппаратов. Низкотемпературные поверхности нагрева (экономайзер, воздухоподогреватель) изнашиваются от воздействия дроби (отчистки). Для определения истирания используются ультразвуковые толщеномеры.
3. Коробление и изгиб труб и змеевиков. Процессе эксплуатации экранные трубы изгибаются и выступают из общего ряда. Причиной этого является зажатие камер нижних барабанов или отдельных труб при проходе через обмуровку из-за недостаточного зазора для термического расширения. Змеевики пароперегревателя коробятся с большей степенью, чем отдельные трубы. В следствии обгорания и обрыва подвесок, выпадения дистанционных гребенок (распорок между рядами)коробление змеевиков происходит также из-за неравномерного натяга при их установке. Змеевики труб экономайзера коробятся и выступают из общего ряда в меньшей степени, чем змеевики пароперегревателя. Причинами коробления могут быть недостаточная жесткость и смещение опор, обрывы подвесок.
4. Коррозионные разъедания поверхности труб. На наружной и внутренней поверхности труб в результате коррозионных процессов появляются оспенный, язвенный, и раковинный, которые могут превратиться в свищи. Наружное разъедание обнаруживают при осмотре труб после их отчистки от шлака. Чтобы проверить коррозии на внутренней поверхности, вырезают участки труб и сдают в металлолабораторию. Свищи в сварных швах обнаруживаются во время эксплуатации. При гидравлическом испытании перед ремонтом отмечают места течи. Главными причинами образования свищей являются дефекты сварки (трещины, непроварены, шлаковые включения, смещения труб).
Изготовление трубных элементов котла.
Устройство плаза. Для изготовления труб и змеевиков пользуются чертежом, на котором приведены длины прямых участков, радиусы, углы изгибов и другие данные, которые определяют форму и размеры элемента. Однако чертеж применяют при небольшом количестве изготавливаемых элементов. При изготовлении змеевиков сложной формы и большого количества значительных габаритов, используют плаз. Он представляет собой металлический лист, на котором вычерчены натуральные величины, изготавливаемых труб и змеевиков, а также элементы котла, к которым они крепятся. На плазу также привариваю планки, ограничивающие дуги, ограничители концевые, которые служат для точного направления труб при их укладывании на плаз и ограничении габаритов, изготавливаемых элементов. Для разметки трубы под гнутье, откладывают длину прямого участка, а затем длину гнутого участка, которая определяется по формуле L=0,0175∙α∙R, где α – угол изгиба в градусах, а R – радиус гнутья в миллиметрах. Если на трубе должно быть два гнутых участка, то откладывают их длины, затем длину прямого участка между ними.

Сборка и классиферка труб и змеевиков
Перед проверкой гнутых труб по чертежам и при вычерчивании труб на плазу, убеждаются в правильности расположения элементов котла, к которым крепятся трубы. Изготовленные и обрезанные трубы укладываются на плаз, подгоняют их углы загиба и длины до точного совпадения с размеченными линиями на плазу. Далее проверяют наружные диаметры и толщину стыкуемых труб. При наличии разницы более одного миллиметра, раздают конец трубы меньшего диаметра. Трубы, диаметром до 83 мм и толщиной стенки до 6мм (экранные трубы) можно раздавать холодным способом, если нужно увеличить диаметр не более, чем на 3%. В остальных случаях нагревом до 900°С. Разность толщин труб должна быть не более 15% от средней толщины труб, а при изготовлении труб пароперегревателей не более 5%. Расстояния от шва до начала закругления трубы берут не менее 50мм для котлов с давлением до 6Мпа и 70мм для котлов свыше 6Мпа. Расстояние между соседними стыками должно быть не менее 150мм. Окончив проверку на плазу, производят прихватку труб, а затем сварку всех участков. Сваренные трубные элементы устанавливают для проверки на плаз. Смещение стенок может быть не более 0,5мм. Отклонение осей труб не более 1мм в расстоянии или на длине 200мм.
Ремонт поверхностей нагрева на месте монтажа
Работы по устранению небольших повреждений элементов поверхностей нагрева производят на месте установки без их демонтажа. Покоробленные участки трубы подбивают и рихтуют на вторых участках. В тех случаях, когда смещение или прогиб труб меняет шаг или выводит их из плоскости ряда более, чем на 10мм, небольшие смещения или прогибы возмещают без нагрева. Места искривленных или значительно деформированных труб перед правкой нагревают до 1050°С. Трубы правят в интервале температур 1050-750°. При остывании больше нижнего предела, повторно нагревают. Подгибку углеродистых труб пароперегревателей при радиусе подгибки равным трем диаметрам трубы и более, можно производить как в горячем, так и в холодном состоянии. При подгибке на больший угол и размер, нагревают участок труб до 1100-1150°С, выдерживают при этой температуре не более одной минуты, затем медленно охлаждают. Нижний предел температуры не допускается ниже 950°С при подгибке. Иногда требуется раздвижка труб, которая осуществляется с помощью винтовых приспособлений. Рихтовку труб производят также с помощью реечного домкрата. Домкрат закрепляют на трубе, которая подвешивается на соседних исправных трубах. Труба на которой закрепляется домкрат входят проушины двух скоб, которые с помощью прутка закрепляются на трубы, не требующие рихтовки. При вращении рукоятки домкрата покоробленные трубы вводятся в общий ряд.
Замена поверхностей нагрева, которые нельзя отремонтировать, удаляют и заменяют новыми или отремонтированными. Их вырезают с помощью абразивных дисков. При разметке трубы для обрезки, соблюдают следующие условия:
1. В месте реза труба не должна иметь дефектов.
2. Должна быть обеспечена возможность заварки стыка с обеих сторон.
3. Расстояние сварного шва до изгиба трубы не менее 70мм, а между соседними сварными стыками — 150мм.
Особенности ремонта мембранных поверхностей.
Замену участка труб мембранной панели производят по следующей технологии: после определения длины заменяемого участка, по его углам плавника просверливают четыре отверстия диаметром 10мм. Общая длина вырезаемых участков должна быть не менее 500мм. Плавники разрезают вдоль дефектного участка. Вставку устанавливают с зазором между концами труб с одной стороны 1,5+/-0,5мм, с другой стороны – 1+/-0,5мм и закрепляют, стык с большим зазором сваривают в первую очередь. Также приводят стыковку, прихватку и сварку. В образовавшиеся технологические окна в районе стыков вваривают подогнанные пластины.
Гидравлические испытания
После установки труб, производят их гидравлические испытания. Для этого устанавливают заглушки, трубу или змеевик заполняют водой и гидравлическим насосом создают давление. Трубы на высокое давление 10-15МПа испытывают на давление 1,25*Pраб. Трубы давление до 6Мпа испытывают двойным давлением. После испытания воду из труб удаляют продувкой сжатым воздухом.
Источник
Ремонт поверхностей нагрева без демонтажа.
Работы по устранению небольших повреждений элементов поверхности нагрева производят обычно на месте их установки без демонтажа.
Подгибка и рихтовка труб
Покоробленные экранные и кипятильные трубы подгибают и рихтуют (выравнивают на прямых участках) в тех случаях, когда смещение или прогиб труб меняют шаг или выводят их из плоскости ряда более чем на 10 мм. Коробление экранных и кипятильных труб происходит при зажатии их в обмуровке, обрыве деталей крепления, нарушении правильных режимов эксплуатации (недопустимое снижение уровня воды в котле).
Небольшие смещения или прогибы труб устраняют без нагрева их при помощи домкратов, винтовых приспособлений, клиньев, талей и скруток с регулировкой креплений (обгоревшие и оборванные крепления перед правкой труб восстанавливают).
Места искривлений значительно деформированных труб из углеродистой стали перед правкой нагревают до 1050°С газовой горелкой. Правят трубы в интервале температур 1050—750°С; при остывании до нижнего предела их повторно нагревают.
Коробление труб ширм пароперегревателей является следствием неправильной сборки, ослабления и обгорения обвязочных деталей (креплений), обрывов сухарей виброштанг и других причин. Трубы ширм и змеевиков при этом изгибаются и выходят из общего ряда.
Рихтовку труб ширм из стали 12Х1МФ производят без нагрева при небольшом изгибе труб. При значительных изгибах места искривлений нагревают до температуры, не превышающей температуру термообработки сварных стыков (710—730° С), а затем медленно охлаждают под слоем асбеста. Термообработки мест рихтовки при этом не требуется. После рихтовки труб ширм восстанавливают или заменяют детали крепления, обеспечивая выход труб из общего ряда не более чем на ± 10 мм.
Подгибку углеродистых труб пароперегревателей на угол до 25° можно производить как в горячем, так и в холодном состоянии без последующей термообработки. При подгибке на больший угол нагревают участок трубы горелками до 1100—1150° С, выдерживают при температуре не более 1 мин,затем медленно охлаждают на воздухе. Нижний предел температуры, при которой допускается подгибка, — 950°С
Отрыв по сварке деталей деталей креплений от труб часто сопровождается повреждением стенки трубы, что ведет к образованию свищей. Места отрыва осматривают и при необходимости подваривают, а причины обрывов (защемление труб) устраняют. Коробление и выход из общего ряда труб и змеевиков водяных экономайзеров и конвективных пароперегревателей происходит из-за ослабления или перекоса стоек и защемления труб в стойках, что препятствует их свободному тепловому перемещению. Сильно деформированные трубы ширм и змеевиков пароперегревателей вырезают и заменяют новыми.
Во время ремонта змеевиков пароперегревателей и водяных экономайзеров на месте установки часто приходится раздвигать отдельные трубы, петли или змеевики. Раздвижку производят при помощи винтовых приспособлений.
Устранение механических повреждений труб и неплотностей в сварных соединениях
Механические повреждения — вмятины, зарубки, глубокие риски— на наружной поверхности кипятильных и экранных труб котлов среднего и высокого давления удаляют, вырезая дефектные места и устанавливая вставки. Вмятины на трубах котлов низкого и среднего давления устраняют также сжатым воздухом или проталкиванием шара.
В оба конца трубы устанавливают заглушки для индивидуальной опрессовки труб и через одну из них подают сжатый воздух под давлением 4—6 ат . Вмятину нагревают газовой горелкой до вишнево-красного цвета, и она выпрямляется под давлением воздуха. Заглушку, через которую подают воздух, снабжают манометром и трехходовым краном для быстрого перекрытия подачи воздуха в трубу и выпуска его из трубы. При невыполнении этого условия вместо вмятины может образоваться отдулина.
Шар для выпрямления вмятины вытачивают из стали или из чугуна; диаметр шара должен быть меньше внутреннего диаметра трубы на 2—2,5 мм. С двух сторон к шару приваривают или устанавливают на резьбе рымы, к которым крепят тросы диаметром 5—6 мм. После нагрева места вмятины газовой горелкой протягивают шар при помощи тали, и вмятина выпрямляется.
Неплотности сварных соединений кипятильных и экранных труб на длине не более 1 /8 длины шва аварийных случаях устраняют путем разделки дефектных мест на всю глубину и последующей заварки. Нельзя наплавлять металл по дефектному месту (без разделки). Во время ближайшего планового ремонта дефектный стык вырезают вместе с участком трубы и устанавливают вставку. Свищи, трещины и другие дефекты в сварных швах змеевиков пароперегревателей и водяных экономайзеров устраняют тем же способом. Длину вставки выбирают такой, чтобы удобно было разделывать кромки и приваривать ее, но не менее 150 мм.
Восстановление защитных устройств
Для предохранения змеевиков пароперегревателя и водяного экономайзера от эолового истирания, а также экранных труб от истирания пылевидным топливом на трубы устанавливают защитные устройства. Они выполнены в виде накладок из листовой стали или уголка. Иногда накладки делают из труб, разрезая их по длине. Защитные устройства бывают индивидуальные (на каждую трубу) и групповые (на группу труб). К трубам защитные устройства прикрепляют хомутами или сваркой. Предохраняя трубы от износа золой или пылью, защитные устройства сами истираются до дыр, после чего начинается истирание труб.
Сильно изношенные накладки, а также те, у которых отдельные места истерты до дыр, заменяют. При этом обязательно проверяют состояние труб под такими накладками; изношенные участки труб заменяют.
При установке новых защитных устройств все накладки тщательно подгоняют и закрепляют. На незащищенные накладками участки труб устремляются потоки золы или пыли, что приводит к быстрому образованию свищей.
Замена участков труб.
Поврежденные участки труб вырезают тонким абразивным диском при помощи шлифовальной машинки или резцом. Вместо вырезанного участка устанавливают вставку из трубы такого же диаметра и из такой же стали, прихватывают ее и обваривают.
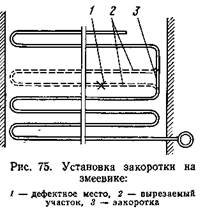 При аварийных ремонтах поврежденные участки змеевиков пароперегревателей и водяных экономайзеров иногда отключают путем установки закороток. Во время ближайшего планового ремонта змеевики восстанавливают, а закоротки удаляют.
При аварийных ремонтах поврежденные участки змеевиков пароперегревателей и водяных экономайзеров иногда отключают путем установки закороток. Во время ближайшего планового ремонта змеевики восстанавливают, а закоротки удаляют.
Дата добавления: 2020-11-15 ; просмотров: 60 ; Мы поможем в написании вашей работы!
Источник