Ремонт и монтаж валов
Ремонт валов
Вали и оси, применяемые в оборудовании, характеризуются большим разнообразием форм, размеров и материалов, из которых они изготовлены.
В процессе эксплуатации валов изнашиваются посадочные места шеек валов, шпоночные канавки, шлицы, резьба, появляется изгиб вала.
Способ ремонта изношенного вала выбирают в зависимости от характера и размеров дефекта, а также технической оснащенности ремонтной базы.
Шейки валов, имеющие небольшие царапины, риски, овальность до 0,1 мм, ремонтируют шлифованием. Если износ значительный, шейки валов протачивают и шлифуют под очередной ремонтный размер, при этом диаметр шеек при ударной нагрузке не должен уменьшаться более 5 %, а при спокойной нагрузке более 10 %.
В тех случаях, когда необходимо восстановить первоначальные размеры шеек, на шейки после их обточки напрессовывают переходные втулки, которые затем обтачивают и шлифуют. Изношенные поверхности валов можно ремонтировать также наращиванием металла металлизацией, хромированием, наплавкой и другими методами.
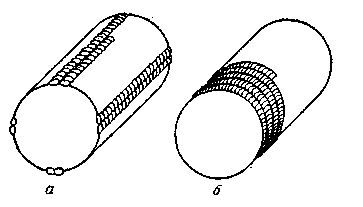
Рисунок – Способы наплавки поверхностей валов
а – вдоль вала; б – по спирали.
Трещины на валах заделываются сваркой. Для этого участок, охваченный трещиной, на всю глубину обрабатывают под сварку (снимают фаски, зачищают свариваемые поверхности). Сварку трещин следует проводить как можно быстрее, чтобы предотвратить закалку металла шва и околошовной зоны, иначе шов может оказаться хрупким.
Поломанные валы восстанавливают сваркой. Прочность восстановленного вала на участке сварки обычно не превышает 60 % прочности целого вала. Поэтому ответственные, сильно нагруженные валы при поломке не ремонтируются, а заменяют новыми.
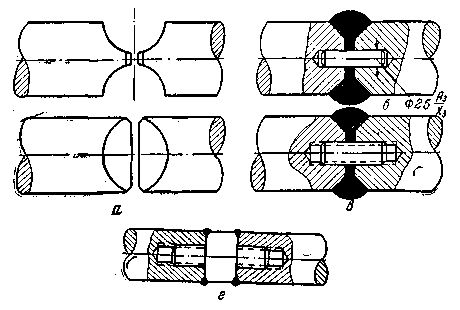
Рисунок – Способы сварки поломанных валов
а – только с подготовкой шва; б – с центрирующим шплинтом; в – с центрирующей шпилькой; г – со вставкой.
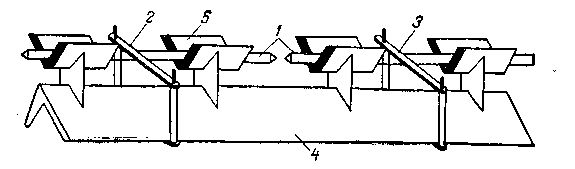
Рисунок – Кондуктор для сварки поломанных валов
1 – поломанный вал; 2, 3 – крепежные планки; 4 – жесткая рама; 5 – центровочная линза
Погнутые валы выправляют механическим способом в холодном состоянии или при нагреве. Правку проводят в центрах с помощью пресса или домкрата.
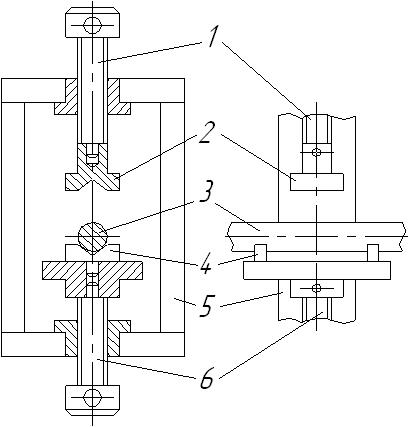
Рисунок – Пресс для правки валов
1, 6 – подвижные винты; 2, 4 – призмы; 3 – выпрямляемый вал; 5 — рама
Незначительную погнутость небольших валов (до 0,05% длины) можно выправить молотком с шаровой головкой.
Валы больших диаметров можно выправить путем местного нагрева пламенем горелки до 200 – 600 °С. Температура нагрева и время выдержки при этой температуре должны быть тем выше, чем больше диаметр и прогиб вала. Нагревают только участок прогиба, остальные поверхности защищают от действия пламени горелок. Вал должен остывать медленно, поэтому его оборачивают асбестом. При исправлении больших прогибов методом нагрева восстановленный вал следует отжечь, чтобы снять остаточные напряжения.
Изношенные шпоночные пазы ремонтируют:
— обработкой пазов обеих деталей до следующего по стандарту большего размера шпоночного соединения (кроме пазов в ответственных деталях);
— заваркой шпоночных пазов электронаплавкой с обработкой новых в другом месте;
— заваркой стенок изношенных пазов больших размеров с последующим фрезерованием до стандартного размера.
При износе шлицев их можно ремонтировать путем раздачи зубьев вручную, на токарном или строгальном станках.
Сорванную и забитую резьбу на валу прорезают на другой диаметр, а если это сделать нельзя, то ее заваривают и нарезают новую. Возможна также посадка втулки на проточенное место и нарезание не ней резьбы прежнего размера.
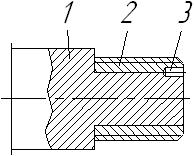
Рисунок – Установка резьбовой втулки на вал
1 – вал; 2 – втулка; 3 – стопорный штифт
Монтаж валов
Валы и оси устанавливают при сборке таким образом, чтобы они занимали правильное положение в пространстве по отношению к базовой детали и другим валам и осям. Это обычно достигается правильной сборкой опор, в которых они покоятся.
Тяжелые валы устанавливают в опоры с помощью подъемных механизмов. При этом валы стропятся пеньковым канатом или стальным тросом, но обязательно с деревянными подкладками, что позволяет предохранить обработанную поверхность валов и деталей, закрепленных на них, от повреждений.
Установка и выверка валов почти всегда связаны с регулированием положения, а иногда и соответствующей обработкой (подшабриванием) подшипников. Одновременно с точным соблюдением положения оси вала добиваются такого сопряжения подшипников с валом, чтобы в пределах допустимых зазоров между ними он проворачивался вокруг своей оси легко и плавно. Шейки валов должны прилегать к соответствующим вкладышам равномерно по всей опорной поверхности. Равномерность контакта проверяют по отпечаткам как на вкладыше, так и на поверхности вала (проверка на краску).
При сборке машин очень важно точно выдержать взаимное расположение валов.
Параллельность валов проверяют штангенциркулем. С его помощью измеряют расстояние между образующими проверяемых валов в нескольких точках, добиваясь равенства результатов замеров путем регулировки положения осей, т. е. подшипников.
Перпендикулярность валов проверяют с помощью специальных угольников.
Горизонтальность валов проверяют уровнемером с призматической опорной поверхностью.
Вертикальность валов проверяют с помощью отвеса.
В монтажной и ремонтной практике часто приходится проверять соосность совместно работающих валов. Соосность валов может быть нарушена в результате радиального смещения осей валов, остающихся параллельными друг другу, или наклона осей, вследствие чего валы оказываются расположенными в разных плоскостях, пересекающихся друг с другом.
Выверка соосности валов называется центровкой. Плохая центровка является причиной быстрого выхода из строя подшипников, узлов уплотнения (сальников), деталей соединительных муфт и самих валов.
Центрируемые валы проверяют одновременно на радиальное смещение и перелом осей в месте соединения. Способ центрирования зависит от конструкции и размеров валов, а также от деталей, насаженных на их концы.
Если на стыкуемые концы валов насажены детали, наружные цилиндрические поверхности которых обработаны концентрично посадочным отверстиям (полумуфты, шкивы), достаточная точность центровки достигается с помощью линейки. К поверхности детали на конце одного из валов прикладывают жесткую линейку и измеряют расстояние между ней и поверхностью детали на другом валу и расстояние между торцами этих деталей в плоскости линейки по периферии. Если валы не смещены и являются соосными, то при совместном их проворачивании эти расстояния должны быть постоянными в любом положении.
Если на концах валов нет точно обработанных деталей, то для их центровки используют специальные приспособления.
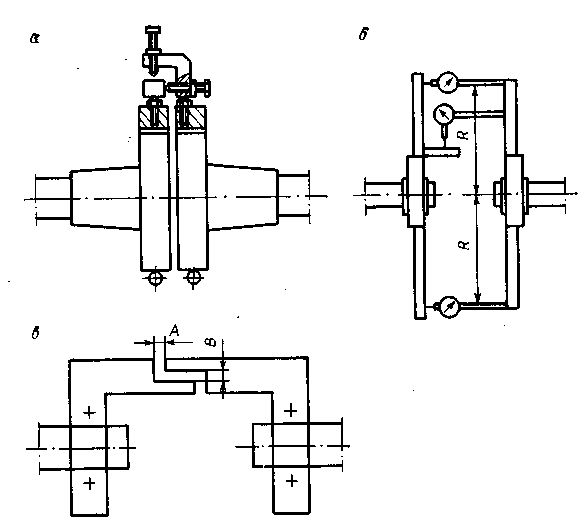
Рисунок – Проверка соосности вала.
а – центровка вала по муфтам; б – центровка с использованием индикаторов;
Источник
Ремонт валов
 Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Перед началом ремонта вала следует проверить состояние центровых отверстий на торцах и при необходимости восстановить их точением на токарном станке.
Скрученность вала более 0,25° на длине 1000 мм считается недопустимым и вал выбраковывается. Валы, оси и цилиндрические гладкие толкатели с дефектами в виде трещин, отколов, выкрашивания, больших задиров также выбраковываются.
Восстановление и правка валов
Прогиб вала или оси устраняют правкой в холодном состоянии или с нагревом. Валы диаметром до 60-80 мм с прогибом до 6-8 мм на 1000 мм длины правят в холодном состоянии с применением винтовых скоб либо под прессом. Валы большого диаметра и с большим прогибом правят в нагретом состоянии (Т=500-650°C). При прогибе вала до 2-4 мм на длине 1000 мм возможна правка способом местного наклепа. Незначительные прогнутости обточенных валов (0,1-0,2 мм на 1000 мм длины) устраняют шлифованием. После правки для снятия внутренних напряжений вал подвергают термической обработке (нагреву до Т=400-450°C с последующей выдержкой в печи при этой температуре в течении 0,5-1 часа).
Посадочные шейки валов восстанавливают до номинальных размеров путем наращивания наплавкой, металлизацией, электролитическим покрытием, полимерами, способами пластического деформирования, точением на ремонтный размер и напрессовкой втулки.
Наиболее распространен метод восстановления размеров шеек вала наплавкой слоя металла. Наплавка в большинстве случаев выполняется по винтовой линии. Не жесткие валы наплавляются продольно, реже наплавка ведется крест-накрест. После наплавки вал очищают от шлака, правят и подвергают термической обработке. Затем вал точится и шлифуется до номинального размера.
При восстановлении шейки вала напрессовкой втулки необходимо предварительно обточить вал так, чтобы толщина стенок втулки была не менее 3 мм.
Шлицевые поверхности валов могут иметь износ, смятие и выкрашивание рабочих поверхностей. Шлицевую часть вала диаметром более 80 мм наплавляют ручной или автоматической наплавкой продольными валиками. Для уменьшения деформаций вала наплавку ведут крест-накрест. Шлицевые поверхности с шириной шлиц до 5 мм чаще заваривают сплошь.
При незначительном износе по ширине (0,1-0,2 мм) шлицы валов восстанавливают раздачей шлицев или электроискровым наращиванием боковых поверхностей с последующим их шлифованием. В отдельных случаях сильно изношенную шлицевую часть вала отрезают, приваривают новый конец заготовки с большим диаметром, обтачивают и нарезают новые шлицы методом обкатки. При любом способе ремонта окончательные размеры шлицев получают механической обработкой.
Шпоночные пазы валов могут иметь такие же неисправности, как и шлицы. Шпоночный паз при износе менее 15% его ширины можно расширить под ремонтный размер фрезерованием. Если геометрическая форма шпоночного паза не восстанавливается фрезерованием, то фрезеруют новый паз, смещенный на 90-120° по отношению к поврежденному, а старый заваривают. На валах крупных размеров изношенный паз заваривают с одной стороны, а затем фрезеруют с противоположной стороны.
Резьба. При незначительном смятии витков и наличии заусенцев, резьбы исправляют прогонкой плашкой на токарном станке или слесарной обработкой вручную. При значительном износе профиля резьбы или при срыве витков резьбовую часть наплавляют с последующей механической обработкой шеек вала резанием и нарезанием новой резьбы номинального размера. В отдельных случаях старую резьбу срезают и на этом месте нарезается резьба меньшего диаметра.
Источник
Б) обрыв фазы обмотки статора
В) витковое замыкание в обмотке статора
Г) неисправность подшипника
8. Ремонт поврежденных посадочных поверхностей вала производят:
А) электронаплавкой металла
Б) опиливанием вала
В) вырубкой посадочных мест
Г) шлифовкой вала
9. Повреждение подшипников качения выражается:
А) в износе дорожек
Б) в блеске подшипников
В) в тусклости подшипников
Г) в остановке электрической машины
10. Значительное местное нагревание обмотки статора вызывается:
А) нарушением изоляции обмотки
Б) нарушением симметрии обмотки или напряжения сети
В) загрязнённостью обмотки
Г) обрыв обмотки
11. Причиной чрезмерного нагрева подшипников служит:
А) неправильная работа электродвигателя
Б) неправильная сборка подшипников, загрязнение подшипников
В) перегрузка электрической машины
Г) неправильная установка электрической машины на фундаменте
12. Бандажирование ротора электродвигателя производят:
А) для изоляции пазов
Б) для испытания обмотки
В) для удержания обмотки в пазах
Г) для изоляции обмотки
13. Виды балансировки:
А) статическая, электрическая
2) статическая, механическая
Статическая, динамическая
4) электрическая, механическая
А) частота вращения ротора
В) частота вращения магнитного поля статора
Г) угловая частота
15. Вид повреждений «нарушение контактов и разрушение соединений»:
Б) электрические
16. Двигатель снабжают контактными кольцами и щётками:
А) для подключения двигателя к сети
Б) для соединения ротора с регулировочным реостатом
В) это зависит от типа двигателя
Г) для передачи электрического тока
17. Ротор не вращается или вращается медленно, двигатель сильно гудит и нагревается:
А) обрыв фазы обмотки статора
Б) короткое замыкание в обмотке статора электродвигателя
В) одностороннее притяжение ротора
Г) распушение крайних листов электротехнической стали
18. Разборку асинхронных электрических машин обычно начинают:
А) со снятия подшипников
Б) со снятия подшипниковых щитов
В) с удаления полумуфты
Г) с удаления коробки выводов
19. К электрическим повреждениям электродвигателей переменного тока относятся:
А) наличие зазоров между вращающимися и неподвижными частями электрической машины
Б) деформация вала ротора
В) замыкание между витками обмотки
Г) нагревание подшипников
20. Назовите операции текущего ремонта электродвигателей:
А) чистка наружных поверхностей машины
Б) извлечение старых обмоток
В) шлифовка контактных колец
Г) ремонт пластин сердечника
21. Замыкание обмоток на корпус электродвигателя можно обнаружить:
Г) мегомметром
21. Электрические двигатели имеют предельно допускаемые превышения температуры:
А) от 50 до 135°С
В) от 60 до 135°С
Г) от 60 до 125°С
22. В электропривод входит:
А) один электродвигатель
Б) несколько электродвигателей
В) столько электродвигателей, на сколько рассчитан данный тип электропривода
Г) два электродвигателя
23. Асинхронный двигатель с фазным ротором снабжают контактными кольцами и щетками:
А) для соединения ротора с регулировочным реостатом
Б) для соединения статора с регулировочным реостатом
В) для подключения двигателя к электрической сети
Г) для подключения двигателя
24. Поверхности загрязненных отключающих контактов очищают:
А) наждачным полотном
Б) надфилем
В) монтажным ножом
25. К проверке механической части магнитного пускателя относится:
А) проверка состояния болтовых соединений
Б) проверка состояния изоляции катушки
В) проверка на износ втулок, оси, пружины
Г) проверка состояния изоляции магнитопровода
26. Операция, относящаяся к ремонту рубильников:
А) ремонт обмотки
Б) ремонт магнитопровода
В) ремонт контактных поверхностей ножей и губок
Г) ремонт магнитной части
27. При ослаблении пружин ножей и контактных губок рубильников нужно:
А) подтянуть все крепёжные детали
Б) ножи заменить новыми
В) пружины заменить новыми
Г) заменить рубильник
28. Недостаточное нажатие контактов у магнитных пускателей может привести:
А) к перегреву и подгоранию контактов
Б) к гудению контактов
В) к вибрации контактов
Г) к увеличению износостойкости
29. В основном эксплуатация электрических аппаратов сводится:
А) к проверке отсутствия нагара и копоти контактов
Б) к проверке отключающих контактов, электромагнитов и механизмов
В) к проверке отсутствия нагрева
Г) к проверке наличия следов оксида
30. Во время сборки двигателя после ремонта проверяют воздушный зазор:
Источник