Стальная литейная пресс-форма является сложным и точным инструментом, при помощи которого получаются высококачественные сложные детали с точными размерами, и требуют аккуратного и бережного отношения.
Эксплуатация пресс-форм. Приступая к работе на новой пресс-форме, литейщик в присутствии мастера должен разобраться в ее механизмах и, установив пресс-форму на машине, опробовать ее сначала на невключенной, а затем на включенной машине, после чего можно приступить к литью. Перед началом работы пресс-форму надо продуть сжатым воздухом и смазать.
Не следует заливать расплав в холодную неподогретую пресс-форму, так как это создает резкий тепловой удар по нерабочей поверхности и вызывает растрескивание ее. Перед началом работы пресс-форму следует подогреть и поддерживать температуру пресс-формы постоянной во время работы.
Водяное охлаждение должно быть включено до полного прогрева пресс-формы. Пуск водяного охлаждения в горячую пресс-форму может привести к появлению глубоких трещин. Вода, попавшая в оформляющую полость, может явиться причиной брака отливок и вызвать взрыв и разрушение пресс-формы.
При запрессовке расплава не целесоооразно превышать удельные давления и скорости, предусмотренные для данной детали технологией, так как их превышение способствует более быстрому износу пресс-формы и машины, часто приводит к неполадкам и авариям.
При работе наиболее сильно нагреваются стержни. Под действием высокой температуры тонкие стержни подвергаются отпуску и при заполнении пресс-формы изгибаются от удара струи расплава, а при съеме отливки снова выпрямляются. В результате частых перегибов тонкие стержни ломаются. Поверхность более толстых стержней от частого перегрева растрескивается, а в местах наиболее сильного удара струи расплава они размываются и в них образуются углубления.
Если стержни удаляются механизмами, приводимыми в действие от руки, то в этом случае литейщик должен соблюдать особую осторожность и при заедании не пользоваться длинными вагами, сильными ударами и т. п.
Причинами, затрудняющими удаление стержней, в большинстве случаев является подлив расплава, попадание в механизм брызг расплава и грязи, чрезмерный разогрев стержней, особенно при литье алюминиевых и медных сплавов, поломки в механизме пресс-формы, неисправность гидравлического устройства, удаляющего стержни, и т. д.
Неполадки механизмов следует немедленно устранять на машине или отправлять пресс-форму в ремонт.
При внимательном осмотре отливок при удалении их из пресс-формы можно обнаружить поломку мелких стержней, неправильную работу упора или фиксатора стержня, замков; изгиб стержня и т. п.
К наиболее разогретым деталям пресс-формы расплав может привариваться, в особенности при заливке алюминиевых и медных сплавов. В этих случаях пресс-форму надо охлаждать и применять соответствующую смазку. Очищать пресс-форму от прилипшего расплава следует струей сжатого воздуха, если лицевые плоскости вкладышей и обойм покрыты тонким слоем масла. Если расплав прилип в стыках деталей пресс-формы, то его надо снять при помощи зубила, изготовленного из латуни или алюминия, нанося по нему легкие удары.
Перегрев выталкивателей приведет к изгибу, заеданию и поломке, поэтому в процессе работы выталкиватели следует охлаждать, применяя обдувку и легкое смазывание.
Перегрев выталкивателей так же, как и подвижных стержней, чаще всего наблюдается при литье медных сплавов. Признаком перегрева выталкивателей и стержней может служить появление скрипа и затруднение их движения.
При ручном выталкивании необходимо соблюдать строгую последовательность операций, приводя выталкивающее устройство в действие лишь после полного удаления всех стержней из отливки и немедленно возвращать его в исходное положение. Несоблюдение последовательности рабочих операций приводит к поломке выталкивателей и стержней.
Сломанный литник удалять из литниковой втулки следует с особой осторожностью. Сначала несколько раз закрывают и открывают пресс-форму, производя при этом прессование вхолостую.
Если литник при этом не будет захвачен рассекателем и извлечен из литниковой втулки, то прибегают к помощи ломика, у которого один конец несколько заострен и загнут почти под прямым углом.
Открыв машину и установив с помощью ваги или нижнего гидравлического цилиндра контршток и пятку в крайнее положение, в камеру прессования опускают ломик и подводят его загнутый конец к застрявшему литнику. Сильными ударами молотка по другому концу ломика выбивают литник. Противоположную горячую подвижную обойму следует защитить, прикрыв ее листком фанеры или железа.
При перерыве в работе пресс-форму следует закрыть и выключить охлаждающую систему. Это предохраняет пресс-форму от случайных повреждений и замедляет ее охлаждение.
При окончании изготовления одной детали необходимо несколько последних отливок сдать в ОТК для контрольной проверки. Пресс-форму перед отправкой в мастерскую для подготовки ее к литью следующей партии следует снимать с машины в закрытом состоянии, чтобы избежать поврежденный фасонной части.
Профилактический осмотр и капитальный ремонт пресс-форм. При эксплуатации пресс-формы мастер должен учитывать и записывать все неисправности, чтобы устранить их при профилактическом ремонте. Контролер ОТК замеряет отливки и сообщает результаты мастеру. На основе этих данных ремонтники получают задание на исправление пресс-формы.
Пресс-форма должна быть во время профилактического осмотра разработана, очищена от грязи и просушена; в ней должны быть заменены изношенные и поврежденные детали. После сборки пресс-форму проверяют на пробной партии отливок и лишь затем после смазки сдают на склад для хранения.
На каждую пресс-форму должен быть заведен паспорт, в котором должны быть записаны замеченные дефекты, количество отлитых деталей, сроки выполнения профилактического и капитального ремонта и другие данные.
При капитальном ремонте в пресс-формах должны быть заменены вставки, оформляющие фасонные полости, при необходимости прошлифованы лицевые плоскости вкладышей и обойм, заменены износившиеся части механизмов, фиксаторы, стержни, замки.
После капитального ремонта производится полная проверка пресс-формы на пробных отливках, как при освоении новой пресс-формы.
Хранение пресс-форм. Новые пресс-формы, изготовленные в инструментальном цехе завода, поступают на склад пресс-форм в цехе литья под давлением.
ют через склад для эксплуатации на производственный участок.
После выполнения заказа или при необходимости ремонта пресс-формы ее возвращают на склад. Здесь определяется степень ее износа и вид ремонта, отсюда пресс-форму направляют в ремонтную мастерскую цеха.
На складе хранятся только отремонтированные, пригодные к эксплуатации пресс-формы. На складе должен быть достаточный запас нормализованных деталей: литниковых втулок, рассекателей, выталкивателей и т. д.
Склад для хранения пресс-форм должен быть просторным, светлым и обязательно сухим. В нем должны быть стеллажи с пронумерованными местами для каждой пресс-формы. Пресс-формы также должны иметь номера, четко написанные, хорошо видимые и защищенные от стирания. Пресс-формы хранятся на складе в закрытом состоянии, слегка смазанные тавотом или машинным маслом.
На складе должен находиться список с порядковыми номерами пресс-форм и мест на стеллаже.
Срок службы пресс-форм. На долговечность работы пресс-формы влияют следующие факторы: конструкция и размеры отливки и пресс-формы, температура сплава, условия эксплуатации, ремонт, хранение и др.
Пресс-форма считается негодной, если изменились размеры ее оформляющей полости в результате частых зачисток и шлифовок и получаемые отливки не удовлетворяют техническим условиям, направляющие пазы и отверстия ползунов и стержней сильно разработаны и стоимость ремонта не меньше, чем при изготовлении новой пресс-формы.
Стойкость пресс-форм зависит от ряда причин. По практическим данным ее можно принять: для оловянно-свинцовых сплавов — 250 ООО-400 ООО, для цинковых сплавов — 150 000-300 000, для алюминиевых и магниевых сплавов — 50 000-80 000, для медных сплавов (вкладышей) -5000-10 000 запрессовок.
форсунок в ультразвуковых ваннах и на стендах
Дезинфицирующие средства
широкого применения для дезинфекции на объектах железнодорожного транспорта, пищевой промышленности, ЛПУ, ветеринарного надзора
Моющие средства
для железнодорожного транспорта, сертифицированные ВНИИЖТ- «Фаворит К» и «Фаворит Щ», внутренняя и наружная замывка вагонов.
Источник
Ремонт пресс-форм для литья пластмасс
При непрерывном производственном процессе пресс-формы подвергаются интенсивному тепловому и механическому воздействию, поэтому нуждаются в регулярном техническом обслуживании и ремонте. С помощью планово-предупредительных мероприятий специалисты ГК «ВИЮС» продлевают ресурс оборудования, предотвращают технологический брак при изготовлении серийной продукции.
Наименование
Цена
Ремонт пресс-форм
По запросу
Полировка пресс-форм
По запросу
Обслуживание производится с выездом на предприятие и в сервисном центре. Мы проводим срочные ремонтные работы для быстрого устранения аварийных ситуаций и плановое обслуживание на договорной основе.
Перед заключением договора инженер выполняет предварительный осмотр оборудования, рассчитывает его ресурс и составляет годовой план профилактических и ремонтных мероприятий. Надежность технологических систем для литья пластмасс оценивается по показателям качества формованных изделий и расчету безотказной наработки. График и сроки ремонта пресс-форм согласуются с заказчиком.
Виды планового обслуживания
Мы проводим гарантийное и постгарантийное обслуживание стационарного и съемного оборудования для литья пластмасс. Система мероприятий по ремонту пресс-форм направлена на предотвращение аварийных ситуаций и включает:
профилактический осмотр и межремонтное обслуживание;
текущие ремонтные работы;
средний и капитальный ремонт.
Профилактика заключается в техническом обслуживании механизмов и систем. В процессе таких работ демонтаж узлов не производится, а замене подлежат только легко снимающиеся детали.
Быстрое решение вашей задачи
Найдем оптимальное решение, которое требуется рынку
Специалист проверяет надежность креплений, центровку узла на установке, проводит внешний осмотр для выявления дефектов и поломок, измерения для определения износа материалов. Обязательные работы включают прочистку и смазку деталей, регулирование направляющих элементов. При необходимости выполняется восстановление покрытий, замена нагревательных элементов, подтягивание отдельных деталей, устранение мелких дефектов.
Текущий ремонт производится с частичной разборкой пресс-формы для тщательной промывки и очистки деталей, замены выталкивателей, формующих вставок, механизмов перемещения и направляющих, систем обогрева. Восстановительные работы включают устранение вмятин и выбоин на формующих поверхностях, доводку деталей до размеров, указанных в технической документации. Сборка производится с тщательной подгонкой всех запчастей, с заменой изношенного крепежа и фиксаторов.
Работы среднего объема выполняются с частичной разборкой конструкции. Проводится капитальный ремонт отдельных узлов пресс-формы с заменой и восстановлением деталей. В процессе восстанавливаются покрытия и полировка поверхностей формообразующих деталей.
При капремонте проводится полный демонтаж оборудования с заменой всех поврежденных деталей и узлов. Эксплуатационные характеристики и ресурс системы полностью восстанавливаются.
Расчет стоимости ремонта пресс-форм
Цена восстановления оборудования зависят от трудоемкости работ и количества обновленных деталей. Как правило, по соотношению с изготовлением новой пресс-формы для литья пластмасс расходы на средний ремонт составляют 20–30 %, а капремонт — 40–60 %. Все действия проводятся после предварительного составления сметы и ее согласования с заказчиком. На все выполненные работы выдается гарантия.
Источник
Ремонт пресс-форм для литья полимерных материалов
Смотрите также
Пресс-формы: назначение и характеристика
Пресс-форма представляет собой емкость, предназначенную для получения изделий различной конфигурации. Она должна точно повторять все углы, изгибы, отверстия и другие характеристики «силуэта» будущего изделия.
Рис. 1. Пресс-форма для литья бутылок
Перед началом литья устройство находится в закрытом виде, в процессе работы оно заполняется расплавленным полимерным материалом из загрузочной камеры. После остывания форма открывается и готовая деталь вынимается с помощью специальных инструментов.
Пресс-форма состоит из подвижной (пуансон, фиксаторы, выталкиватели) и неподвижной части (матрица).
Литье изделий с помощью пресс-форм характерно для серийного производства, так как это сложный и дорогостоящий процесс. Именно поэтому так много внимания уделяется продлению срока службы и ремонту оборудования.
Существует большое количество разновидностей пресс-форм. Они различаются по методу извлечения изделий, количеству одновременно изготавливаемых деталей, расположению плоскости разъема, системе каналов подачи вещества.
Однако при работе любого вида литьевых форм могут возникнуть однотипные проблемы.
Основные проблемы при функционировании пресс-форм
Подвижные детали подвергаются повышенному износу, так как основная нагрузка оказывается именно на них. Особенно это касается системы смыкания и толкания, направляющих скольжения
Экстремальные температуры
Трение подвижных деталей, приводящее к схватываниям и задирам
Прилипание пластика к формам при извлечении готовой детали. Сложности в выемке, брак изделий
Механические повреждения
Очистка поверхности агрессивными веществами
Коррозия
Чтобы снизить риск выхода формующего оборудования из строя, необходимо периодически проводить осмотр пресс-форм на наличие повреждений и при необходимости произвести ремонт.
Ремонт пресс-форм
Основным методом восстановления геометрии матрицы является наплавка.
Оценка повреждений
Наплавка
Подгонка формы
Травление
Дробеструйная обработка
Нанесение антипригарного разделительного покрытия
Рис. 2. Ремонт пресс-формы
Поврежденные подвижные элементы пресс-форм в большинстве случаев подлежат замене.
Обязательным этапом ремонта является нанесение на пресс-формы защитного покрытия. Использование для этой цели пластичных смазок не может в полной мере обеспечить антипригарные и разделительные функции. Такие материалы быстро выгорают, требуют частой замены, не выдерживают высоких температур, пачкают готовые изделия.
Рис.3 Пресс-форма с поврежденной поверхностью
Эффективным решением становится применение современных антифрикционных твердосмазочных покрытий MODENGY.
Широкий диапазон рабочих температур
Антиадгезионные свойства
Защита от коррозии
Устойчивость к воздействию химически агрессивных веществ
Длительный срок службы
На пресс-формы наносятся покрытия MODENGY 1007 , MODENGY 1014 и MODENGY PTFE-A20.
MODENGY 1007 изготавливается на основе графита. Материал рекомендуется к применению в условиях экстремально высоких температур (до +350 °C). Покрытие, нанесенное на деталь, полимеризуется при нагреве до +200 °C в течение 20 минут.
MODENGY 1014 на основе политетрафторэтилена устойчив к воздействию температур до +255 °C. Полимеризуется при нагреве до +200 °C за 40 минут.
Если отсутствует возможность отверждения покрытия нагревом, используется материал MODENGY PTFE-A20 на основе политетрафторэтилена. Он работает при температуре до +130 °C. Нанесенный слой имеет полупрозрачный оттенок и отверждается при комнатной температуре за 30 минут.
Рис. 4. Пресс-формы с покрытиями MODENGY 1007 (слева) и MODENGY PTFE-A20 (справа)
Выбор оптимального покрытия проводится исходя из температуры эксплуатации деталей и возможности / невозможности произвести полимеризацию в печи.
Способы увеличения срока службы пресс-форм
Ремонт пресс-формы и качественное восстановление рисунка матрицы очень трудоемкий процесс. Многократная реставрация может привести к потере необходимой конфигурации, а значит и к снижению качества продукции.
Чтобы этого избежать, на поверхность литьевой емкости можно нанести вышеуказанные антифрикционные твердосмазочные покрытия, которые защитят детали от нагара, налипания расплавленного вещества, внештатных перегревов, коррозии.
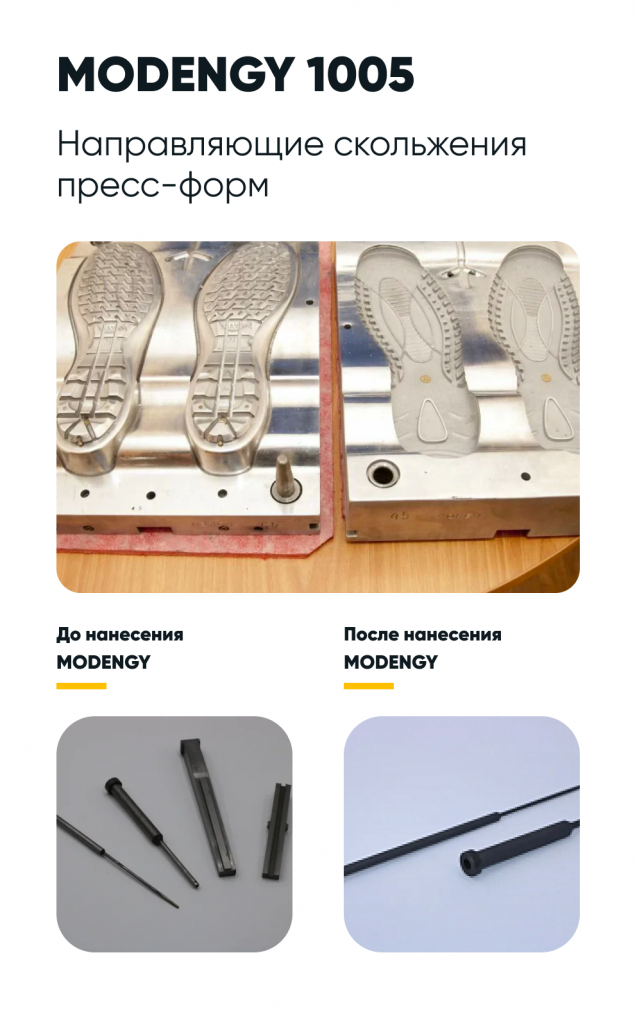
На движущиеся элементы пресс-форм, таких как направляющие скольжения и толкатели, рекомендуется наносить антифрикционное твердосмазочное покрытие MODENGY 1005.
Основа – дисульфид молибдена
Низкий коэффициент трения
Высокая несущая способность
Широкий диапазон рабочих температур: от -70 до +255 °C
Эффективная защита от коррозии и фреттинг-коррозии
Длительный срок службы
Рис. 5. Направляющие скольжения пресс-форм с покрытием MODENGY 1005 и без
Благодаря использованию покрытия MODENGY 1005 предотвращаются задиры и повреждения деталей, снижается время на простой технологической линии, повышается ресурс механизмов и качество выпускаемой продукции.
Для того, чтобы пресс-формы не выходили из строя как можно дольше, рекомендуется проводить их регулярный осмотр и техническое обслуживание. Использование для последнего процесса антифрикционных твердосмазочных покрытий MODENGY помогает максимально увеличить ресурс деталей.