Основными причинами выхода пресс-форм из строя являются термическая усталость, износ и изменение формы и размеров формообразующих элементов.
Износ поверхностей формообразующих деталей происходит в результате трения о них обрабатываемого материала, их коррозии от высокой температуры и взаимодействия с химически активными элементами, содержащимися в обрабатываемом материале. В результате этого износа ухудшается качество поверхности изделия, увеличивается его шероховатость, изменяются размеры.
Нагрев деталей пресс-формы до высокой температуры, частая смена нагрева и охлаждения порождают термические напряжения и термическую усталость деталей. Наблюдается также коррозионное растрескивание и усталость. Эти явления приводят к возникновению на формообразующих поверхностях пресс-формы трещин. Они, в свою очередь, вызывают на поверхности изделия появление заливов материала в виде гребешков.
Другим дефектом формообразующих поверхностей пресс-формы является сетка разгара, которая появляется как результат термической усталости. Этот дефект проявляется на изделии в виде сетки заливов.
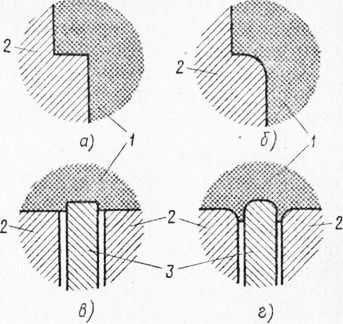
В процессе эксплуатации пресс-формы в ее многочисленных стыках происходят смятия материала. Такие дефекты появляются в стыках матрица — стержень, матрица — выталкиватель и др. (рис. 1). Они приводят к появлению на изделии облоя, удаление которого непроизводительно и трудоемко, а также ухудшает качество изделия.
При работе пресс-формы происходит постепенное смятие, коробление и изменение формы стержней, выталкивателей, участвующих в оформлении изделия.
Очень часто пресс-форма выходит из строя из-за налипания и привара материала к формообразующим поверхностям, возникновению на них вмятин.
Указанные многочисленные дефекты делают невозможным дальнейшую эксплуатацию пресс-формы и требуют ее ремонта. Кроме перечисленных дефектов, обусловленных износом пресс-формы, в практике имеются случаи выхода ее из строя вследствие небрежного или неумелого обращения с ней.
В зависимости от степени сложности различают ремонт пресс-форм профилактический, средний, капитальный и аварийный. Первые три вида ремонта являются плановыми.
Для передачи пресс-формы в ремонт составляют дефектную ведомость или акт об аварии. Эти документы являются основанием для оформления заказа на ремонт. В заказе перечисляют подлежащие устранению дефекты.
Для сложного ремонта ответственных деталей пресс-форм могут составляться технологические процессы и ремонтные чертежи.
При профилактическом ремонте снимают остаточные напряжения путем соответствующей термической обработки, слесарной обработкой удаляют с поверхностей формообразующих деталей оксиды. Производят замену наиболее часто изнашиваемых деталей, например стержней. Такой ремонт производят непосредственно в цехе на инструментальном участке. Обычно трудоемкость текущего ремонта не превышает 10—15% трудоемкости изготовления пресс-формы.
Средний ремонт связан с заменой одной из основных рабочих частей пресс-формы. Трудоемкость среднего ремонта 25—30% трудоемкости изготовления пресс-формы.
При капитальном ремонте пресс-форму полностью разбирают. Производят замену матриц, перешлифовывают плиты, заменяют износившиеся механизмы и т. п.
В настоящее время при всех видах ремонта вышедшие из строя детали пресс-формы заменяют. И только при ремонте уникальных дорогих пресс-форм производят восстановление вышедших из строя деталей. Например, вмятину, скол, смятие какого-либо элемента можно устранить путем наплавки в этом месте и последующей слесарной обработки.
Источник
Ремонт пресс формы это
г. С аратов
Наши партнеры
Статистика
Эксплуатация и ремонт пресс-форм
Стальная литейная пресс-форма является сложным и точным инструментом, при помощи которого получаются высококачественные сложные детали с точными размерами, и требуют аккуратного и бережного отношения.
Эксплуатация пресс-форм. Приступая к работе на новой пресс-форме, литейщик в присутствии мастера должен разобраться в ее механизмах и, установив пресс-форму на машине, опробовать ее сначала на невключенной, а затем на включенной машине, после чего можно приступить к литью. Перед началом работы пресс-форму надо продуть сжатым воздухом и смазать.
Не следует заливать расплав в холодную неподогретую пресс-форму, так как это создает резкий тепловой удар по нерабочей поверхности и вызывает растрескивание ее. Перед началом работы пресс-форму следует подогреть и поддерживать температуру пресс-формы постоянной во время работы.
Водяное охлаждение должно быть включено до полного прогрева пресс-формы. Пуск водяного охлаждения в горячую пресс-форму может привести к появлению глубоких трещин. Вода, попавшая в оформляющую полость, может явиться причиной брака отливок и вызвать взрыв и разрушение пресс-формы.
При запрессовке расплава не целесоооразно превышать удельные давления и скорости, предусмотренные для данной детали технологией, так как их превышение способствует более быстрому износу пресс-формы и машины, часто приводит к неполадкам и авариям.
При работе наиболее сильно нагреваются стержни. Под действием высокой температуры тонкие стержни подвергаются отпуску и при заполнении пресс-формы изгибаются от удара струи расплава, а при съеме отливки снова выпрямляются. В результате частых перегибов тонкие стержни ломаются. Поверхность более толстых стержней от частого перегрева растрескивается, а в местах наиболее сильного удара струи расплава они размываются и в них образуются углубления.
Если стержни удаляются механизмами, приводимыми в действие от руки, то в этом случае литейщик должен соблюдать особую осторожность и при заедании не пользоваться длинными вагами, сильными ударами и т. п.
Причинами, затрудняющими удаление стержней, в большинстве случаев является подлив расплава, попадание в механизм брызг расплава и грязи, чрезмерный разогрев стержней, особенно при литье алюминиевых и медных сплавов, поломки в механизме пресс-формы, неисправность гидравлического устройства, удаляющего стержни, и т. д.
Неполадки механизмов следует немедленно устранять на машине или отправлять пресс-форму в ремонт.
При внимательном осмотре отливок при удалении их из пресс-формы можно обнаружить поломку мелких стержней, неправильную работу упора или фиксатора стержня, замков; изгиб стержня и т. п.
К наиболее разогретым деталям пресс-формы расплав может привариваться, в особенности при заливке алюминиевых и медных сплавов. В этих случаях пресс-форму надо охлаждать и применять соответствующую смазку. Очищать пресс-форму от прилипшего расплава следует струей сжатого воздуха, если лицевые плоскости вкладышей и обойм покрыты тонким слоем масла. Если расплав прилип в стыках деталей пресс-формы, то его надо снять при помощи зубила, изготовленного из латуни или алюминия, нанося по нему легкие удары.
Перегрев выталкивателей приведет к изгибу, заеданию и поломке, поэтому в процессе работы выталкиватели следует охлаждать, применяя обдувку и легкое смазывание.
Перегрев выталкивателей так же, как и подвижных стержней, чаще всего наблюдается при литье медных сплавов. Признаком перегрева выталкивателей и стержней может служить появление скрипа и затруднение их движения.
При ручном выталкивании необходимо соблюдать строгую последовательность операций, приводя выталкивающее устройство в действие лишь после полного удаления всех стержней из отливки и немедленно возвращать его в исходное положение. Несоблюдение последовательности рабочих операций приводит к поломке выталкивателей и стержней.
Сломанный литник удалять из литниковой втулки следует с особой осторожностью. Сначала несколько раз закрывают и открывают пресс-форму, производя при этом прессование вхолостую.
Если литник при этом не будет захвачен рассекателем и извлечен из литниковой втулки, то прибегают к помощи ломика, у которого один конец несколько заострен и загнут почти под прямым углом.
Открыв машину и установив с помощью ваги или нижнего гидравлического цилиндра контршток и пятку в крайнее положение, в камеру прессования опускают ломик и подводят его загнутый конец к застрявшему литнику. Сильными ударами молотка по другому концу ломика выбивают литник. Противоположную горячую подвижную обойму следует защитить, прикрыв ее листком фанеры или железа.
При перерыве в работе пресс-форму следует закрыть и выключить охлаждающую систему. Это предохраняет пресс-форму от случайных повреждений и замедляет ее охлаждение.
При окончании изготовления одной детали необходимо несколько последних отливок сдать в ОТК для контрольной проверки. Пресс-форму перед отправкой в мастерскую для подготовки ее к литью следующей партии следует снимать с машины в закрытом состоянии, чтобы избежать поврежденный фасонной части.
Профилактический осмотр и капитальный ремонт пресс-форм. При эксплуатации пресс-формы мастер должен учитывать и записывать все неисправности, чтобы устранить их при профилактическом ремонте. Контролер ОТК замеряет отливки и сообщает результаты мастеру. На основе этих данных ремонтники получают задание на исправление пресс-формы.
Пресс-форма должна быть во время профилактического осмотра разработана, очищена от грязи и просушена; в ней должны быть заменены изношенные и поврежденные детали. После сборки пресс-форму проверяют на пробной партии отливок и лишь затем после смазки сдают на склад для хранения.
На каждую пресс-форму должен быть заведен паспорт, в котором должны быть записаны замеченные дефекты, количество отлитых деталей, сроки выполнения профилактического и капитального ремонта и другие данные.
При капитальном ремонте в пресс-формах должны быть заменены вставки, оформляющие фасонные полости, при необходимости прошлифованы лицевые плоскости вкладышей и обойм, заменены износившиеся части механизмов, фиксаторы, стержни, замки.
После капитального ремонта производится полная проверка пресс-формы на пробных отливках, как при освоении новой пресс-формы.
Хранение пресс-форм. Новые пресс-формы, изготовленные в инструментальном цехе завода, поступают на склад пресс-форм в цехе литья под давлением.
ют через склад для эксплуатации на производственный участок.
После выполнения заказа или при необходимости ремонта пресс-формы ее возвращают на склад. Здесь определяется степень ее износа и вид ремонта, отсюда пресс-форму направляют в ремонтную мастерскую цеха.
На складе хранятся только отремонтированные, пригодные к эксплуатации пресс-формы. На складе должен быть достаточный запас нормализованных деталей: литниковых втулок, рассекателей, выталкивателей и т. д.
Склад для хранения пресс-форм должен быть просторным, светлым и обязательно сухим. В нем должны быть стеллажи с пронумерованными местами для каждой пресс-формы. Пресс-формы также должны иметь номера, четко написанные, хорошо видимые и защищенные от стирания. Пресс-формы хранятся на складе в закрытом состоянии, слегка смазанные тавотом или машинным маслом.
На складе должен находиться список с порядковыми номерами пресс-форм и мест на стеллаже.
Срок службы пресс-форм. На долговечность работы пресс-формы влияют следующие факторы: конструкция и размеры отливки и пресс-формы, температура сплава, условия эксплуатации, ремонт, хранение и др.
Пресс-форма считается негодной, если изменились размеры ее оформляющей полости в результате частых зачисток и шлифовок и получаемые отливки не удовлетворяют техническим условиям, направляющие пазы и отверстия ползунов и стержней сильно разработаны и стоимость ремонта не меньше, чем при изготовлении новой пресс-формы.
Стойкость пресс-форм зависит от ряда причин. По практическим данным ее можно принять: для оловянно-свинцовых сплавов — 250 ООО-400 ООО, для цинковых сплавов — 150 000-300 000, для алюминиевых и магниевых сплавов — 50 000-80 000, для медных сплавов (вкладышей) -5000-10 000 запрессовок.
форсунок в ультразвуковых ваннах и на стендах
Дезинфицирующие средства
широкого применения для дезинфекции на объектах железнодорожного транспорта, пищевой промышленности, ЛПУ, ветеринарного надзора
Моющие средства
для железнодорожного транспорта, сертифицированные ВНИИЖТ- «Фаворит К» и «Фаворит Щ», внутренняя и наружная замывка вагонов.
Источник
Ремонт пресс формы это
ООО ПЛАСТФОРМА проводит ремонты прессформ любой сложности:
Ремонт и замена подвижных частей форм.
Ремонт, восстановление, и замену формообразующих деталей.
Все работы выполняются нашими специалистами, на наших производственных мощностях.
Наша фирма предоставляет услуги планового обслуживания пресс-форм.
В плановое обслуживание, входят следующие мероприятия:
Внешний осмотр, осмотр формообразующих деталей, элементов подверженных трению, чистка и проверка герметичности системы охлаждения, замена смазки.
В акте осмотра составляется заключение о состоянии, с рекомендациями по необходимым мероприятиям для проведения при следующем осмотре направленным на продление жизни формы.
Одной из самых главных причин поломок пресс-форм, является износ элементов подверженных во время выполнения своей задачи трению. Здесь можно отметить ускоряющие факторы, периодичность смазки во время эксплуатации и качество самой смазки. По этой причине износу подвергаются все движущиеся и сопряженные с ними элементы: толкатели, возвращатели, колонки, втулки, шиберы и пилоны, приводящие их в движение, а так же позиционирующие клинья, встречные знаки и элементы рычагов двухступенчатого действия сбрасывания или открытия.
Второй причиной является невысокая жесткость формы и как следствие прогиб плит, приводящий к облою (подлив материала по линии смыкания формообразующих и встречных элементов) это, безусловно, или ошибка конструктора при выборе толщины плит формы, в момент проектировании. Или недостаточная твердость плит и формообразующих элементов, при изготовлении в виду неправильных режимов термообработки, или сталь плохого качества. При прогибе пресс-формы так же могут подвергаться износу, из-за перекоса, и трущиеся элементы, в основном у них зазоры не более 0,03 мм при которых нет облоя по системе толкания и для обеспечения точности центрирования полуформ.
Именно эта точность, чистота поверхностей элементов и их твердость, прочность и являются основным фактором качества пресс-форм, они напрямую влияют на долговечность и неприхотливость в эксплуатации. Еще стоит добавить, что многое зависит от опыта конструктора, от его решений при выборе типа формы, способности предвидеть возможные проблемы и решать их конструктивно на стадии проектирования.
Следующей причиной поломки пресс-формы нужно отметить поломку формообразующих элементов. Зачастую тонкие элементы ломают не снявшимся изделием при смыкании, даже не спасает функция предохранения при смыкании, которая предусмотрена на сравнительно новых литьевых машинах. Нередко сломанным элементом давят соседние формообразующие элементы.
И, наконец, очередь дошла упомянуть про дешевые пресс-формы. Я не буду ругать, как это принято Китайских производителей, у них есть довольно неплохие формы. Но будьте осторожны при таких покупках, зачастую, если вы не сумели правильно провести с ними диалог, они не упустят возможности сэкономить и сделают как подешевле. Не скажу, что это плохо, заказчик прессформ может сознательно идти на покупку пресс-формы сомнительного качества для скорейшего получения литьевого изделия и мониторинга рынка на предмет целесообразности дальнейших, серьезных вложений в этот проект.
Порой находят оправдания, алюминиевые пресс-формы, здесь тоже необходимо понимать, что на них много не польешь, и качество обратно пропорционально количеству, однако иногда этого достаточно, например, чтобы провести мониторинг рынка, или партия по определению не велика.
И наконец, о поломках хочу сказать, все что когда-то сделано раз, можно сделать еще раз, если отремонтировать уже не получается…
Ремонт-восстановление формообразующих деталей
Наши специалисты имеют навыки ремонта формообразующих деталей.
Мы можем предложить вам:
Наплавку сколов и вмятин микросваркой с последующей механической обработкой.
Восстановление шагрени на формообразующих поверхностях
Замену, переделку оформляющих знаков.
Изготовление формообразующих деталей.
Шлифовку и полировку элементов.
Для восстановления форм необходимы следующие операции:
наплавка сколов
восстановление сколов
микросварка
лазерная сварка
шлифовка и полировка
Все это мы готовы предоставить для восстановления формообразующих, утративших свои первоначальные качества, в процессе эксплуатации, или случайности, повлекшей за собой изменения не приемлемые для дальнейшего тиражирования изделий.
Ремонт механической части пресс-форм
Мы производим ремонт механической части пресс-форм любой сложности, и наши специалисты готовы помочь вам в трудную минуту. Мы производим выявление причин поломки, изготовление и замену деталей форм.
Механической частью форм считаются узлы систем толкания и смыкания, а также шиберные приводы формообразующих элементов. В них как во всех механических узлах износ происходит из-за воздействия силы трения, а в виду того что пресс-форма подвергается во время работы нагреву, в этой цепи взаимосвязей присутствует такое понятие как тепловое расширение, которое тоже вносит свой вклад в износ направляющих элементов. Износ возникает медленно, но когда на сопряженных элементах появились задиры, картина меняется, одна деталь наматывает на себя материал второй и довольно быстро возникает серьезная поломка. Предсказать это можно периодически проводя осмотры и удалять задиры надфилем. Желательно не доводить дело до поломки и менять направляющие по мере прогрессии износа. Сейчас на рынке существует множество предложений стандартных элементов пресс-форм, и изготовители форм активно пользуются этим сервисом, который не только ускоряет процесс производства, но и значительно сокращает затраты на ремонте узлов.
Наши специалисты готовы произвести ремонт пресс-форм любой сложности, в короткие сроки.
Плановое обслуживание пресс-форм
Наша фирма предоставляет услуги планового и внепланового послегарантийного обслуживание пресс-форм. С вашей организацией заключается договор на проведение планового технического осмотра пресс-форм. Нами ведется лист отчетности техосмотров с перечнем форм и сроками проведения следующего осмотра. На каждую пресс-форму заводится паспорт, в котором фиксируются все проведенные работы и проведенные изменения. После каждого технического осмотра составляется акт проведенных работ с заключением и рекомендациями. При обнаружении во время техосмотра элементов подлежащих срочной замене или замене при следующем осмотре,
нами составляется чертеж, после чего мы обсуждаем с вами порядок следующих действий. А так же мы сделаем соответствующий ремонт с заменой элементов выработавших свой ресурс, и предоставим гарантии на проведенные нами работы.
Как показала практика, ежегодный плановый технический осмотр пресс-формы, продлевает её сроки службы в три, а порой и в пять раз.
Наш оператор по электронной почте напомнит вам о подходящем следующем техосмотре, и свяжется с вами.
Мероприятия при проведении планового техосмотра:
Внешний осмотр формы;
Разборка, удаление старой смазки;
Осмотр формообразующих деталей;
Осмотр механических элементов привода формообразующих деталей;
Осмотр элементов системы смыкания, удаление задиров;
Осмотр элементов системы толкания, удаление задиров;
Чистка и проверка герметичности системы охлаждения;