- Гидравлический пресс для опрессовки кабельных наконечников: конструкция и принцип действия
- Обжим наконечников кабельных элементов
- Конструкция и принцип действия гидравлических пресс-клещей
- Как правильно выбрать ручной гидравлический пресс
- Наличие клапана ограничения давления
- Тип прессующей головки
- Диаметр кабеля
- Пресс для опрессовки кабельных наконечников: выбираем правильно
- Способы опрессовки
- Приспособления для опрессовки наконечников
- Выбор пресс-клещей для наконечников
- Конструкция и принцип работы пресса
- Порядок работы устройства
- Устранение неисправностей
Гидравлический пресс для опрессовки кабельных наконечников: конструкция и принцип действия
Прессовое оборудование, требуемое давление на котором создается при помощи гидравлического механизма, активно используется во многих сферах. Так, применяя данное оборудование, выполняют обработку давлением изделий, изготовленных из металла, резины, пластика и древесины, брикетируют отходы, отжимают соки из ягод и фруктов, кроме того, применяются прессы гидравлические ручные для опрессовки кабельных наконечников в ходе электромонтажных работ.
Гидравлический ручной пресс с усиленной рабочей головой, используемый для обжима наконечников сечением до 300 мм 2
Обжим наконечников кабельных элементов
Под опрессовкой применительно к токопроводящим элементам понимается процесс их механического обжатия. В результате создается прочное и надежное соединение, которое хорошо пропускает электрический ток. Создание таких соединений, которые при прохождении через них электрического тока не перегреваются, позволяет минимизировать риск возникновения аварийных ситуаций. Тщательно зачищенный конец кабеля в процессе выполнения опрессовки вставляется в полый наконечник, который затем обжимается в специальной матрице. Для опрессовки наконечников применяется несколько способов обжима:
- сплошное обжатие;
- комбинированное обжатие;
- вдавливание.

Опрессовка кабельного наконечника с помощью ручного гидравлического пресса
Самый качественный контакт создается в том случае, если для его формирования применяется метод сплошного обжатия.
Объясняется это тем, что при использовании данного способа поверхности, которые формируют контакт, обжимаются по всей площади. Суть комбинированной опрессовки заключается в том, что после обжатия места создаваемого контакта отдельные участки наконечника вдавливаются в конец провода, для чего используется специальный пуансон.
Методы опрессовки кабельных наконечников из разных материалов отличаются друг от друга. Так, для опрессовки алюминиевых кабелей в зависимости от толщины токопроводящих жил, из которых они состоят, используются наконечники трубчатого или кольцевого типа. Для опрессовки кабелей, жилы которых изготовлены из меди, применяют гильзы, а для обжима проводников, сформированных из нескольких жил, понадобятся специальные пистоны. Вне зависимости от применяемого способа опрессовки размер кабельного наконечника, который будет использован для ее выполнения, выбирается по специальным таблицам и зависит в первую очередь от поперечного сечения проводника.

Наконечники бывают с разной толщиной гильзы и с разным входным отверстием
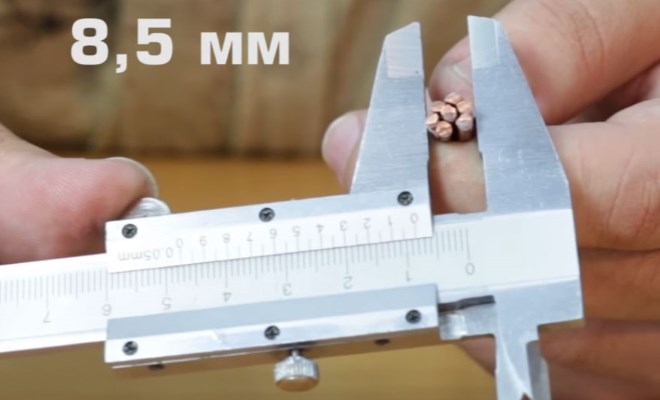
Диаметр жилы можно замерить штангенциркулем, а затем сравнить с внутренним размером хвостовика. Диаметр жилы может быть чуть меньше, но никак не больше
Чтобы токопроводящее соединение, выполняемое при помощи опрессовки, было качественным, перед его формированием необходимо осуществить ряд подготовительных действий:
- Конец провода освобождается от изоляции, тщательно зачищается и обезжиривается при помощи бензина.
- Внутренняя поверхность кабельного наконечника при помощи специального ершика зачищается до блеска.
- Зачищенная внутренняя поверхность кабельного наконечника обезжиривается бензином, а затем обрабатывается специальной пастой, в составе которой есть вазелин и кварцевая пыль.
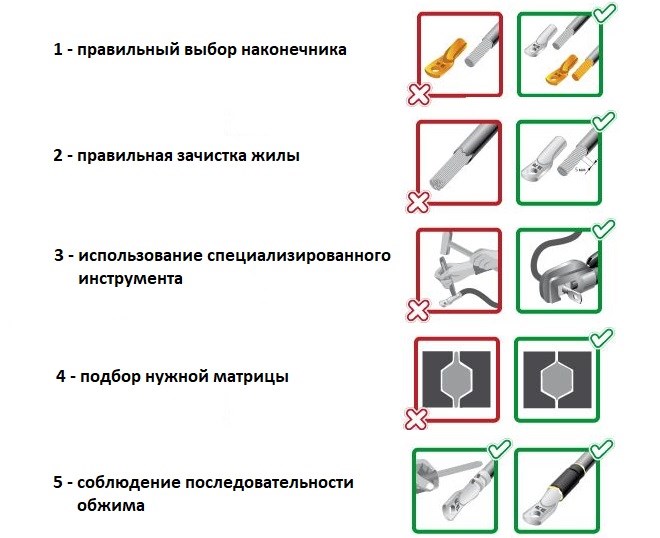
Существует 5 «золотых» правил опрессовки, соблюдение которых обеспечивает качественный и долговечный обжим наконечников
Для обжима кабельного наконечника могут использоваться различные инструменты:
- пресс-клещи;
- ручной механический пресс;
- гидравлические пресс-клещи ручного типа;
- гидравлический пресс, оснащенный электроприводом.

Последовательность операций при опрессовке гильз или наконечников ручным гидравлическим прессом
Для того чтобы выполнить сплошную или комбинированную опрессовку кабельных наконечников, необходимо использовать инструмент, способный создавать значительное давление. Таким инструментом, в частности, являются гидравлические пресс-клещи, которые чаще всего и используются для выполнения такой операции.
Конструкция и принцип действия гидравлических пресс-клещей
Основой конструкции гидравлических пресс-клещей является приводной механизм, состоящий из двух цилиндров разного диаметра, во внутренней части которых располагаются поршни. Чтобы такой механизм работал, его цилиндры, которые соединены между собой трубкой, наполняют маслом или другой подходящей по своим свойствам рабочей жидкостью. Принцип действия такого механизма, как и любого гидравлического оборудования, основан на законе Паскаля, согласно которому давление, оказываемое на жидкость в любой точке, равномерно распределяется по всему ее объему.
Применительно к вышеописанному механизму такой закон действует следующим образом: давление, сообщаемое рабочей жидкости поршнем с меньшим поперечным сечением, передаваясь на поршень большего диаметра, увеличивается. Давление, создаваемое рабочей жидкостью на поршень большего диаметра, будет тем выше, чем больше разница между размерами поперечных сечений маленького и большого поршней.
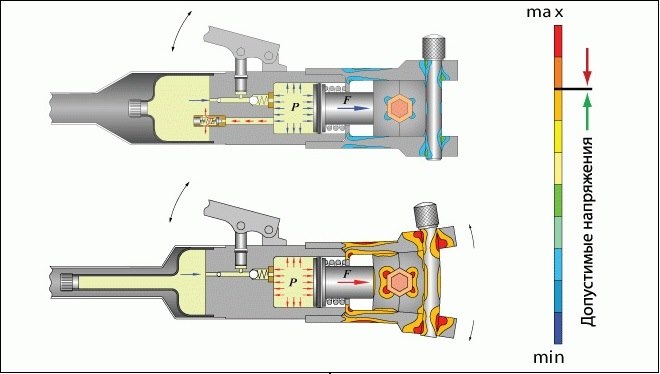
Принцип действия ручного гидравлического пресса для наконечников
По конструктивному исполнению и принципу функционирования все гидравлические пресс-клещи делятся на механизмы простого, двойного и тройного действия. Прессы данных категорий различаются между собой количеством рабочих органов, в качестве которых выступают подвижные перегородки. Так, в гидравлических пресс-клещах простого действия один такой рабочий орган, а в устройствах двойного и тройного действия их 2 или 3. Согласованность движений, совершаемых рабочими органами прессов двойного и тройного действия, обеспечивается специальной аппаратурой, в основу работы которой положена циклограмма.
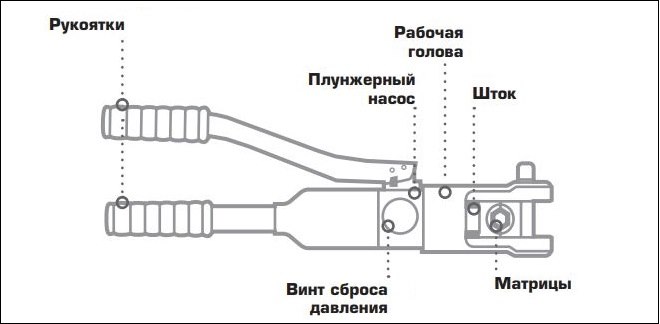
Устройство ручного пресса
На различные категории пресс-клещи гидравлические подразделяются еще по ряду параметров. Так, различают пресс-клещи гидравлические горизонтального и вертикального типа, устройства открытой и закрытой категории, приспособления для обжатия деталей из металла или из более мягких материалов.
Как правильно выбрать ручной гидравлический пресс
Гидравлические ручные прессы используют для опрессовки кабельных наконечников, площадь поперечного сечения которых находится в диапазоне 5–400 мм2. Такие ручные приспособления относятся к категории оборудования, предназначенного для выполнения правильных и сборочных работ.
Выбирая ручной гидравлический пресс, надо обращать внимание на следующие параметры.
Наличие клапана ограничения давления
Этот элемент защищает ручной гидравлический пресс от перегрузок. Устройства, оснащенные таким клапаном, являются более надежными.

Клапан сброса давления увеличивает срок службы инструмента
Тип прессующей головки
Прессующая головка бывает открытой и закрытой. Пользоваться ручным гидравлическим прессом, оснащенным головкой второго типа, несколько сложнее, чем устройствами с открытой головкой. Чтобы привести в действие такой пресс, надо выполнить несколько последовательных действий: открыть стопор, извлечь матрицу, закрепить в устройстве кабель вместе с кабельным наконечником, закрыть рабочую зону приспособления и начать выполнять обжатие. Для обжатия кабеля при помощи открытой головки С-образного типа требуется значительно меньше трудозатрат и времени.

Ручной пресс с механизмом автоматического сброса давления (АСД) и С-образной рабочей головой
Диаметр кабеля
По данному параметру среди ручных гидравлических прессов выделяют несколько подгрупп: устройства для работы с кабелями с площадью поперечного сечения до 70, 120, 300 и 400 мм 2 .
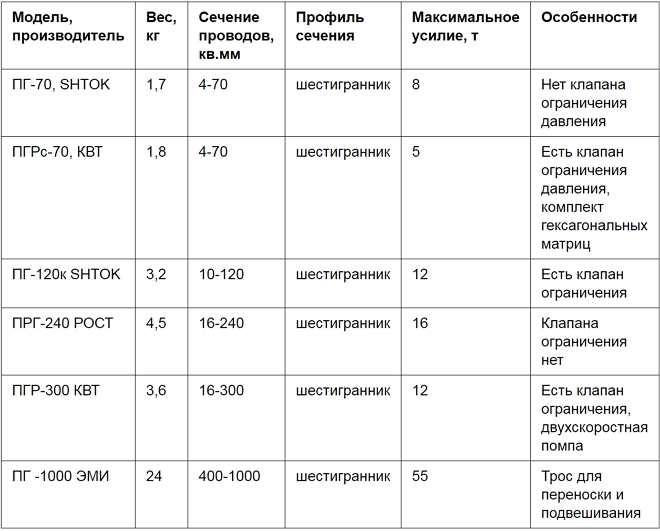
Таблица 1. Параметры некоторых моделей ручных прессов
При выборе гидравлических пресс-клещей для обжатия кабельных наконечников следует иметь в виду: чем более мощным является такое устройство, тем больше его масса. Корпусные детали современных моделей данного ручного оборудования в целях уменьшения их массы изготавливаются из алюминиевых сплавов.

Ручной пресс гидравлический с комплектом сменных матриц
Стандартный комплект ручного гидравлического устройства, которое может быть использовано для работы с медными и алюминиевыми кабелями, включает в себя набор сменных матриц для опрессовки кабельных наконечников разного диаметра. В комплект таких устройств также могут входить вращающиеся рабочие головки и механизмы быстрого хода.
Источник
Пресс для опрессовки кабельных наконечников: выбираем правильно

Опрессовка – это обжатие соединений проводов механическим способом. Такой процесс позволяет все звенья электроцепи надежно соединить с хорошей проводимостью электрического тока, без перегрева элементов, что уменьшает риск возникновения короткого замыкания и обгорания контактов.
Какой выбрать пресс для опрессовки кабельных наконечников, его устройство и принцип действия подскажет статья.
Способы опрессовки
Опрессовка кабельных наконечников заключается в обжатии зачищенного кабеля или провода в специальной матрице, с помощью ручных или механических инструментов.

Это может выполняться:
- Сплошным обжатием. Это наиболее надежный способ для создания прочного контакта при соединении проводов. Под давлением, которое создает гидравлический пресс для кабельных наконечников, обжимается сразу вся контактируемая поверхность.
- Комбинированным. В таком случае, эффект обжатия усиливается дополнительным вдавливанием пуансона, имеющего рабочую часть в виде зуба.
- Вдавливанием.
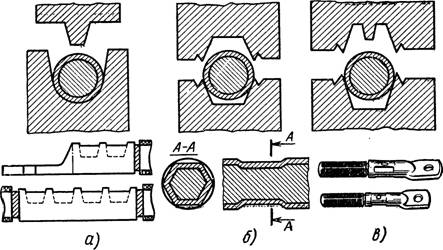
- а — местное вдавливание.
- б — сплошное опрессование.
- в – комбинированная обжимка.
- Алюминиевые провода обжимаются трубчатыми или кольцевыми наконечниками, что зависит от толщины жилы.

- Специальные гильзы используются для медных проводов.

- Для многожильных проводов применяются пистоны.
Совет: Размер наконечника следует подбирать по специальным таблицам, с учетом толщины кабеля.
Приспособления для опрессовки наконечников
Опрессовка наконечников кабеля может выполняться разными инструментами и приспособлениями.
Некоторые из них представлены в таблице:

При выборе инструмента необходимо учитывать:
- Форму опрессовки.
- Размеры сечений наконечников.
- Расположение приспособления относительно детали – фронтальная или боковая опрессовка.
- Наличие храпового механизма.

Медные наконечники и гильзы не должны превышать площадь сечения 50 мм².


- Компактность и малый вес.
- Универсальность.
- Большая емкость аккумулятора, можно опрессовать до 300 трубчатых медных наконечников, сечением 10 мм².
- Длительный срок службы.
Недостаток: большая цена.
Комбинированное и сплошное обжатие можно применять лишь при наличии большого давления, которое создает пресс для кабельных наконечников гидравлический.
Выбор пресс-клещей для наконечников

Приобретая гидравлический ручной пресс, необходимо учитывать:
- Имеется ли в конструкции клапан ограничения давления. Такие изделия более надежны, они предотвращают перегрузку пресса от давления.
- Тип прессующей головки, которая может быть открытого и закрытого типа. При работе прессом с закрытой головкой, необходимо: предварительно открыть стопор; вытянуть матрицу; поставить провода и наконечник; устройство закрыть. И лишь после этого можно начинать обжимку кабеля. Для проводов небольших сечений процесс значительно проще. Если пресс имеет С-образную головку открытого типа, провода можно прессовать быстро в любом месте.
- Диаметр рабочего сечения. Модели делятся на подгруппы, которые работают с кабелями:
- До 70 мм².
- До 120 мм².
- До 300 мм².
- До 400 мм².
С увеличением мощности пресса, увеличивается его масса. Некоторые изготовители уменьшают вес за счет применения для корпуса легких алюминиевых сплавов. Все гидравлические прессы рассчитаны на опрессовку медных и алюминиевых проводов.
В комплекте с прессом имеются сменные матрицы для опрессовки. Наиболее современные модели, оснащаются вращающимися головками и устройством быстрого хода.
Конструкция и принцип работы пресса
Внутри устройства, с одной стороны имеется рабочий поршень с манжетой — для его возврата в исходное положение, смонтирована пружина. С другой стороны установлены нагнетательный цилиндр и плунжер.

- Поз. 1 – ось.
- Поз. 2 – головка.
- Поз. 3 – полуформы матрицы.
- Поз. 4 – винт.
- Поз. 5 и 6 – ручки.
При качании рычага, расположенного на корпусе пресса:
- Плунжер насоса совершает возвратно-поступательное движение.
- В цилиндре создается избыточное давление.
- Масло под давлением начинает поступать в рабочий цилиндр, перемещая рабочий поршень.
- Поршень, воздействуя на матрицу, создает нужное давление на наконечник.
- В конструкции установлен двухходовой плунжер.
- На холостом ходу контур, обеспечивающий быстрое нагнетание жидкости в рабочий цилиндр, открыт. В конце холостого хода начинает открываться второй контур, развивающий максимальное усилие.
- Возвратная пружина, при открытом запорном клапане, который соединяет через каналы рабочую полость цилиндра и масляный баллон, возвращает поршень в исходное положение.
- Пресс для обжима кабельных наконечников снабжен предохранительным клапаном, который при превышении давления в системе, начинает перепускать некоторый объем масла назад в масляный баллон.

Порядок работы устройства
Инструкция по опрессовке наконечников предлагает:
- Выбрать матрицы соответствующего сечения и материала жил. Их примеры на фото.

- Открыть головку пресса и вставить в пазы матрицы.

- Поместить наконечник с жилой между матрицами.
- Производя качание рычагом, выполнить опрессовку. Операцию проводить, пока не сработает предохранительный клапан.
- Нажать на рычаг, соединенный с запорным клапаном, пока поршень не вернется в исходное положение.
- В случае блокировки приспособления, его следует разблокировать, нажатием на рычаг для запорного клапана.
Совет: При срабатывании предохранительного клапана, на ручке будет ощущаться падение давления. Это указывает, что качать больше нельзя.
Чтобы лучше представить, как работает пресс гидравлический для опрессовки кабельных наконечников, стоит внимательно просмотреть видео.
Устранение неисправностей
В таблице указаны некоторые неисправности и способы их устранения:
| Наименование неисправности | Причина | Способ устранения |
| Пресс для наконечников кабеля не развивает максимальное давление или вообще не качает. | Нет масла в гильзе для поршня, или оно не той консистенции. |
|
| Из-под рабочего поршня течет масло. | Получила дефекты уплотнительная манжета. |
|
Качественный и удобный инструмент для опрессовки кабельных наконечников – это залог надежного соединения кабелей и проводов любого сечения.
Источник