- Капитальный ремонт гильотинных ножниц
- Капитальный ремонт гильотинных ножниц
- Услуги
- НГ5224 Пресс-ножницы комбинированные Схемы, описание, характеристики
- Сведения о производителе пресс-ножниц НГ5225
- Машины, выпускаемые Кувандыкским заводом кузнечно-прессового оборудования
- Пресс-ножницы комбинированные НГ5224. Назначение, область применения
- НГ5224 Рабочие зоны комбинированных пресс-ножниц
- НГ5224 Виды операций комбинированных пресс-ножниц
- НГ5224 Общий вид комбинированных пресс-ножниц
- НГ5224 Составные части комбинированных пресс-ножниц
- НГ5224 Спецификация составных частей комбинированных пресс-ножниц
- НГ5224 Перечень органов управления комбинированными пресс-ножницами
- НГ5224 Кинематическая схема пресс-ножниц
- НГ5224 Схема электрическая принципиальная пресс-ножниц
- НГ5224 Описание схемы электрической принципиальной пресс-ножниц
- НГ5222 пресс-ножницы комбинированные. Видеоролик.
- Технические характеристики комбинированных пресс-ножниц НГ5224
- Список литературы:
Капитальный ремонт гильотинных ножниц
Капитальный ремонт гильотинных ножниц
Конструктивные элементы оборудования со временем изнашиваются. Наиболее частыми причины выхода гильотин из строя следующие:
- выход из строя ножей;
- изнашивание бронзовых втулок;
- износ направляющих ножевой балки, приводящий к расширению зазора между ножами;
- потеря мощности реза вследствие изнашивания уплотнителей из резины;
- выход из строя концевых выключателей, приводящих к безостановочной работе ножевой балки или остановки ее в не том положении;
- нарушение работы электросхемы механизма в результате замены деталей их аналогами и т.д.
Специалисты нашего завода выполнят предварительную диагностику гильотины, произведут и заменят все необходимые комплектующие, втулки, вкладыши, ножи и другие составляющие конструкции. Собственное производство комплектующих позволяет существенно снизить расходы на ремонт гильотин. Также специалисты осуществят выставление зазоров между ножами, выполнят другие сборочные работы работы с максимальной точностью. 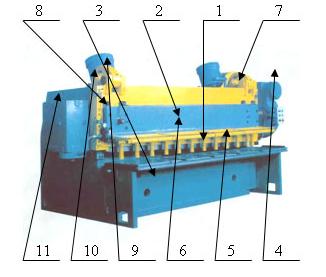
Перечень работ по капитальному ремонту гильотинных ножниц:
- Составление дефектной ведомости ножниц на комплектность по механической части и электрооборудованию.
- Полный демонтаж и разборка всех узлов.
- Чистка, промывка и протирка деталей ножниц.
- Дефектовка, контроль, сортировка деталей.
- Уточнение предварительно составленной дефектной ведомости по деталям, требующим восстановления или замены.
- Шлифовка стола, ножевой балки, ножей.
- Обработка станины, механизма реза и других базовых деталей.
- Изготовление бронзовых втулок и вкладышей.
- Ремонт кривошипного вала с заменой подшипников качения и скольжения.
- Замена системы смазки.
- Ремонт пневмосистемы (пневмораспределителя) для ножниц с пневматической муфтой.
- Ремонт электрошкафа с заменой установочной аппаратуры.
- Сборка ножниц с восстановлением электропроводки
- Ремонт направляющих прижимной и ножевой балок. Выставка норм точности и зазора между ножами.
- Обкатка ножниц на холостом ходу.
- Проверка работы на заготовке.
- Консервация и окраска ножниц.
Дооверьте капитальный ремонт и обслуживание гильотин профессионалам!
Источник
Услуги

 Сервисная служба компании «Спецмаркет-М» осуществляет полный спектр работ по обслуживанию и ремонту оборудования и техники для переработки металлолома. Оперативный выездной сервис.
Сервисная служба компании «Спецмаркет-М» осуществляет полный спектр работ по обслуживанию и ремонту оборудования и техники для переработки металлолома. Оперативный выездной сервис.
Наличие склада запасных частей и собственной ремонтной базы (СПЕЦГИДРОСЕРВИС) в Москве дает возможность оперативно реагировать на запросы наших клиентов и выполнять ремонт в самые короткие сроки. Гибкая ценовая политика и квалифицированный персонал позволяют предоставлять клиентам качественный сервис по доступным ценам.
- Пуско-наладочные работы (шефмонтаж) поставляемого оборудования.
- Гарантийное и постгарантийное обслуживание оборудования Copex — на правах эксклюзивного представителя
- Ремонт гидравлики пресс-ножниц и прессов (гидронасосы, распределители, гидроцилиндры и др.)
- Ремонт электрики и настройка электроники пресс-ножниц (программирование контролеров PLC, восстановление электрики с «нуля» и др.)
- Восстановительный ремонт металлоконструкций пресс-ножниц. Наплавка и сварочный ремонт.
- Замена бронеплит, осей, втулок, шарнирных соединений и др.
- Демонтаж/монтаж стационарных пресс-ножниц и прессов для металлолома.
Обслуживаем и ремонтируем:
— пресс-ножницы Copex, Lindemann, Akros, Lefort, Zdas, Taurus
— пакетировочные прессы для металлолома
— брикетировочные прессы и дробилки для металлической стружки
— перегружатели и манипуляторы
Наши специалисты проходят обучение и курсы повышения квалификации на заводах-производителях в Европе и Китае.
Источник
НГ5224 Пресс-ножницы комбинированные
Схемы, описание, характеристики

Сведения о производителе пресс-ножниц НГ5225
Изготовителем и разработчиком пресс-ножниц НГ5224 является Кувандыкский завод кузнечно-прессового оборудования «Долина», основанный в 1941 году.
Машины, выпускаемые Кувандыкским заводом кузнечно-прессового оборудования
Пресс-ножницы комбинированные НГ5224. Назначение, область применения
Пресс-ножницы комбинированные НГ5224 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Пресс-ножницы НГ5224 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки.
Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций.
Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции. Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования служит для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НГ5224 имеют три рабочих места у листовой секции, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц комбинированных на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
НГ5224 Рабочие зоны комбинированных пресс-ножниц

Рабочие зоны комбинированных пресс-ножниц нг5224
НГ5224 Виды операций комбинированных пресс-ножниц

Пресс-ножницы комбинированные НГ5224 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и в любой ремонтной мастерской.
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Конструкция пресс-ножниц и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
НГ5224 Общий вид комбинированных пресс-ножниц

Фото пресс-ножниц нг5224
НГ5224 Составные части комбинированных пресс-ножниц

Основные узлы пресс-ножниц нг5224
НГ5224 Спецификация составных частей комбинированных пресс-ножниц
- 1. Станина — НГ5224.11.001
- 3. Прижим сортовой секции — НГ5224.57.001
- 4. Прижим спец. уголка, швеллеров и двутавра — НГ5224.59.001
- 5. Инструмент реза уголка, круга — НГ5224.61.001
- 6. Инструмент реза швеллера и двутавра — НГ5224.64.001
- 7. Инструмент реза спец. уголка — НГ5224.65.001
- 12. Электрошкаф — НГ5224.92.001
- 16. ыропробивное приспособление — НГ5224.54.001
- 17. Стол дыропробивного пресса — НГ5224.69.001
- 18. Ползун дыропробивной секции — НГ5224.32А.001
- 19. Механизм центрирования — НГ5224.42А.001
- 21. Приводные валы — НГ5224.22.001
- 22. Привод дыропробивной секции — НГ5224.24.001
- 23. Привод сортополосовой секции — НГ5224.23.001
- 24. Привод — НГ5224.21А-001
- 25. Электрооборудование — НГ5224.91.001
- 27. Смазка — НГ5224.81Б.001
- 30. Приспособление для пробивки пазов прямоугольной формы — НГ5224.53.001
- 32. Упор для отрезки мерных заготовок — НГ5224.50.001
- 35. Прижим полосовой секции — НГ5224.45.001
- 36. Ползун сортополосовой секции — НГ5224.31.001
- 37. Инструмент зарубочный и для отрезки полосы — НГ5224Б.62.001
- 39. Устройство для пробивки отверстий с определенным шагом — НГ5224.56А.001
- 40. Инструмент дыропробивной круглый — НГ5224.63.001
- 41. Инструмент для пробивки отверстий квадратной формы — НГ5224.67А.001
- 42. Инструмент для пробивки отверстий треугольной формы — НГ5224.60Б.001
- 43. Установка электромагнита — НГ5224.41В.001
- 44. Ограждение — НГ5224.71.001
НГ5224 Перечень органов управления комбинированными пресс-ножницами
- 2. Рукоятка фиксации прижима сортового проката
- 8. Переключатель режима «Наладка»
- 9. Замок включения секций
- 10. Кнопка включения электродвигателя
- 11. Педаль электрическая
- 13. Вводный выключатель
- 14. Лампы сигнальные
- 20. Рукоятка механизма центрирования
- 26. Кнопка «Общий стоп»
- 28. Рукоятка насоса системы смазки
- 29. Рукоятка фиксаций упора для отрезки мерных заготовок
- 33. Рукоятка установки планки
- 34. Рукоятка тонкой настройки упора отрезки мерных заготовок
- 38. Рукоятка фиксации автоприжимов полосового проката
НГ5224 Кинематическая схема пресс-ножниц

Кинематическая схема пресс-ножниц нг5224
Привод пресс-ножниц осуществляется от электродвигателя через клиноременную передачу на маховик и зубчатую передачу. Вал маховика несет на себе жестко посаженную косозубую шестерню 1, находящуюся в зацеплении с зубчатым колесом 2.
Колесо 2 жестко посажено на промежуточный вал, на другом конце которого сидит прямозубая шестерня 4, находящаяся в постоянном зацеплении с прямозубыми колесами 3.
Зубчатые колеса 3 подвижно посажены на ступицы, жестко сидящие на эксцентриковых валах. Зубчатые колеса 3 связаны со ступицами поворотными шпонками.
Мотылевые шейки эксцентриковых валов несут на себе шатуны, сочлененные с ползуном сортополосовой и дыропробивной секций. Ползун сортополосовой секции тягой связан с качающимся рычагом зарубочного устройства.
НГ5224 Схема электрическая принципиальная пресс-ножниц

Электрическая схема пресс-ножниц нг5224
НГ5224 Описание схемы электрической принципиальной пресс-ножниц
- I Вводный выключатель
- II Главный привод
- III Электромагнит муфты дыропробивной секции
- IV Защита цепи управления
- V Электромагнит муфты сортовой секции
- VI Трансформатор управления
- VII Общий стоп
- VIII Местное освещение
- IX Сигнализация
- X Сеть
- XI Главный привод
- XII Дыропробивная секция
- XIII Управление педалью
- XIV Управление кнопками
- XV Непрерывные ходы
- XVI Сортовая секция
- XVII Управление педалью
- XVIII Управление кнопками
- XIX Непрерывные хода
- XX Главный привод
- XXI Управление электромагнитом механического включения дыропробивной секции
- XXII Управление педалью
- XXIII Непрерывные хода. Управление кнопкой
- XXIV Управление электромагнитом механического включения сортовой секции
- XXV Управление педалью
- XXVI Непрерывные хода. Управление кнопкой
- Г Контакты, расположенные в силовой цепи
- 3 Замыкающие контакты
- Р Размыкающие контакты
НГ5222 пресс-ножницы комбинированные. Видеоролик.
Технические характеристики комбинированных пресс-ножниц НГ5224
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электрооборудование, электропривод | |||
| Электродвигатель главного привода, кВт | 5,5 | 5,5 | 11,8 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник