- Модернизация колено-рычажного пресса СМ-1085А
- Эксплуатация оборудования пресса СМ — 1085
- Курсовая Эксп см-1085.doc
- 9 Правильный порядок включения
- Смазка, карта смазки пресса СМ — 1085
- Эксплуатация оборудования пресса СМ — 1085
- Курсовая Эксп см-1085.doc
- 5 Быстроизнашивающиеся детали срок их службы и способы восстановления
- 6 Неисправности, причины, устранение.
- 7 Организация и технология проведения капитального ремонта
- 8 Сетевой график ремонта пресса СМ-1085
- 9 Правильный порядок включения
- 10 Смазка, карта смазки пресса СМ – 1085
- 2 Порядок монтажа
- 3 Основные детали и узлы пресса СМ-1085
Модернизация колено-рычажного пресса СМ-1085А
Пресс для изготовления кирпича — машина статического действия для обработки материала и придания ему нужной формы (формования).
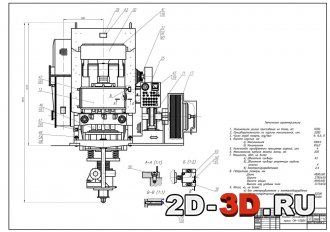
- Общий вид лист 1 (чертеж формата А1)
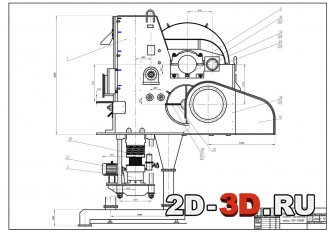
- Общий вид лист 2
- Общий вид лист 3
- Механизм исполнительный
- Деталировка (чертежи формата А3 стакан, крышка, вал и чертежа формата А4 плита опорная и подпятник).
Технические характеристики
Номинальное усилие прессования не более 6300 кН
Максимальная производительность по кирпичу 2280 шт
Минимальная высота изделий 65 мм, максимальная 100 мм
Количество одновременно прессуемых изделий — 4 шт
Максимальная глубина засыпки массы 200 мм
Габаритные размеры:
длинна 4890 мм
ширина 3780 мм
высота общая 4640 мм
высота над уровнем пола 3175 мм
Масса 33000 кг
1. Описание технологической схемы производства огнеупорного кирпича
2. Назначение и принцип действия пресса СМ-1085А
3. Патентный поиск
4. Сущность модернизации
5. Расчет конструктивных, технологических параметров
5.1. Определение мощности электродвигателя и необходимого момента инерции маховика
Основные рабочие части пресса — ползун, станина с направляющими для ползуна, стол, привод, механизм управления всеми устройствами пресса. Подвижная часть устроена следующим образом: инструмент крепится к ползуну, неподвижная часть — к столу. Формование происходит между подвижной и неподвижной частями. Изучив конструктив Пресса СМ-1085А, были выявлены преимущества и недостатки данной машины. После чего был проведен патентный поиск. В курсовой работе проведен анализ патентного поиска. Сущность модернизации заключается в том, что из механизма амортизации удаляются шток пневмоцилиндра вместе с поршнем. Вместо этого на винт регулятора глубины засыпки устанавливается плита.
Прессование изделий на СМ-1085 осуществляется прессующим колено-рычажным механизмом выполненным в виде рамы образованной осью верхней серьги, нижней траверсой и двумя боковыми направляющими штангами. После прессования изделия выталкиваются на уровень стола тем же механизмом и штоками закрепленными на нижней траверсе, после чего нижняя траверса опускается в исходное положение. При этом общая масса опускающихся деталей составляет приблизительно 5 тонн.
Источник
Эксплуатация оборудования пресса СМ — 1085
Автор: Пользователь скрыл имя, 05 Марта 2013 в 08:51, курсовая работа
Описание работы
Пресс СМ -1085 состоит из следующих основных деталей и узлов: станины, привода, приводного промежуточного и коленчатого валов, прессующего механизма, стола, регулятора глубины засыпки, засыпной каретки, штампов, пневмосъёмника, установки бесконтактных переключателей, электросистемы, пневмосистемы и маслосистемы. Высоконагруженные подшипники скольжения выполнены бронзовыми, а малонагруженные чугунными. Для повышения износоустойчивости и долговечности зубья шестерен, оси прессующего механизма, кулак, копир и другие детали, работающие на износ, подвергаются поверхностной закалке. Управление и регулирование пресса автоматическое. В прессе предусмотрена звуковая сигнализация
Содержание
1 Кинемтическая схема пресса СМ – 1085 3
2 Порядок монтажа 4
3 Основные детали и узлы пресса СМ-1085
4 Принцип действия пресса
5 Быстроизнашивающиеся детали срок их службы и способы восстановления
6 Неисправности, причины, устранение.
7 Организация и технология проведения капитального ремонта
8 Сетевой график ремонта пресса СМ-1085
9 Правильный порядок включения
10 Смазка, карта смазки пресса СМ – 1085
11 Список литератур
Работа содержит 1 файл
Курсовая Эксп см-1085.doc
9 Правильный порядок включения
Пресс приводится в действие от индивидуального электродвигателя 1, передающего посредством клиновых ремней 2, вращение на шкив-маховик 3, сидящий на консольном конце приводного вала 4. На этом же конце вала расположена фрикционная пневматическая муфта 5. При включении этой муфты вращение через зубчатую передачу 6 и 7 передается промежуточному валу 8. На консольном конце промежуточного вала насажена шестерня которая находится в зацеплении с зубчатым колесом 10 коленвала. От коленчатого вала 11 через шатун 12 движение передается верхним и нижним серьгам 13 и 14 прессующего механизма. Нижняя серьга позиция 14 шарнирно соединена с ползуном 15, к нижней части которого прикреплены верхние штампы 16. Коленчатый вал 11, вращаясь за каждый оборот при помощи шатуна 12 приводит в качательное движение серьги 13 и 14, а ползун 15 при этом совершает возвратно-поступательное движение. При опускании ползуна происходит прессование, а при его движении вверх выталкивание, съем изделий и засыпка пресс-форм порошком. На зубчатом колесе 10 закреплен кулак перемещения каретки 17. При обкатывания профиля кулака 17 роликом 18 через систему рычагов 19, 20 и тяг 21 осуществляется возвратно-поступательное движение каретки 22. К нижней части шатуна 12 прикреплен копир 23,
опираясь которым на ось выталкивания 24, шатун производит подъем прессующего механизма совместно с нижними штампами 25 происходит выталкивание изделий. Опускание прессующего механизма осуществляется посредством указанного копира. Регулирование глубины засыпки пресс-формы осуществляется за счет изменения положения нижних штампов в пресс-форме путем изменения положения по высоте рамы прессующего механизма, на траверсе которого 26 жестко установлены нижние штампы 25. Изменение положения по высоте прессующего механизма достигается за счет вертикального перемещения подъемного винта 27 центрально расположенного исполнительного механизма регулятора глубины засыпки. Исполнительный механизм приводится в действие от индивидуального электродвигателя 28 через упругую муфту 29. Торможение пресса осуществляется колодочным ТКТГ-400М электрогидравлическим толкателем ТГМ-80 30, который установлен на приводном валу.
Смазка, карта смазки пресса СМ — 1085
Смазка – эффективное средство защиты деталей от коррозии. Эту функцию она выполняет не только в процессе работы машин, и при длительном их хранении. Наибольший полезный эффект смазки достигается при правильном выборе смазочных материалов, способов и режимов смазки в соответствии с режимом работы и хранения машин.
Работоспособность и долговечность работы пресса в значительной степени определяется правильным выбором смазочного материала, основной функцией которых является уменьшение трения устранение связанного с ним явления заедания движущихся деталей. В узлах трения слой смазочного материала разъединяет трущиеся поверхности деталей и переводит трение без смазки в жидкостное или граничное трение, при котором значительно снижается износ. Снижение износа достигается также вследствие смывания жидким маслом с поверхности трения твёрдых продуктов изнашивания и абразивных частиц, уплотнёния зазоров густой смазкой и защиты от попадания на поверхность трения абразивных частиц из внешней среды, а также благодаря отводу тепла от поверхностей трения и исключению за счет этого
неблагоприятных температурных превращений в поверхностном слое материала деталей.
Положительное влияние смазки проявляется также в том, что она снижает потери мощности на трение, обеспечивает амортизацию ударных нагрузок в сопряжениях деталей снижает шум и вибрацию при контактировании металлических поверхностей.
Режимы смазки. Пресс имеет комбинированную систему смазки. Трущиеся поверхности деталей пресса, требующие частой их смазки, смазываются посредством автоматической централизованной системы густой смазки под давлением САГ.
Подача смазки к подшипникам качения и трущимся поверхностям деталей, подлежащим менее частой смазке, осуществляется посредством колпачковых и простых масленок. Для смазки пресса надо применять чистые смазочные материалы согласно карте смазки. При работе пресса нагрев масла в редукторе не должен превышать 80°С, при перегреве надо заправить редуктор свежим смазочным материалом. Уровень масла по маслоуказателям не должен опускаться ниже контрольных рисок. Нормальная рабочая температура нагрева подшипников не должка превышать 60°С. Консистентную смазку при небольшом количестве точек смазки централизовано подают к узлам лубрикаторами, а при большом количестве точек станциями густой автоматической смазки Станция должна быть размещена в чистом помещении и работать при t=12-20°С.
На основании практических данных для смазки трущихся узлов и деталей пресса СМ-1085 предлагается следующая карта смазки (данные с АО “Огнеупоры” г. Богданович). «см. рисунки 2.1-2.2»
Через определенные промежутки времени командный электрический прибор включает электродвигатель 1который через червячный редуктор 2 связан, с плунжерным насосом 3. насос
начинает нагнетать смазку из резервуаров 4 через электромагнитный реверсивный клапан одной из магистралей системы смазки к дозирующим питателям. Питатель 5 получает питание от магистрали 1, а питатель 6 от магистрали 2. Под давлением смазки питатели срабатывают и подают смазку к узлам трения. После срабатывания всех питателей давление смазки в магистралях быстро возрастает. Когда оно достигает заданной величины, срабатывает регулятор давления РДГ-7, который воздействует на спаренный с ним концевой выключатель и отключает электродвигатель1.Станция останавливается и включается один из электромагнитов реверсивного клапана 8, переключающий золотник клапана на питание другой магистрали. Через определённый промежуток времени командный прибор вновь включает электродвигатель; теперь смазка подается во вторую магистраль и т.д.
На рисунке 3 показана автоматическая система предназначенная для подачи смазки к прущимся деталям и узлам.
Источник
Эксплуатация оборудования пресса СМ — 1085
Автор: Пользователь скрыл имя, 05 Марта 2013 в 08:51, курсовая работа
Описание работы
Пресс СМ -1085 состоит из следующих основных деталей и узлов: станины, привода, приводного промежуточного и коленчатого валов, прессующего механизма, стола, регулятора глубины засыпки, засыпной каретки, штампов, пневмосъёмника, установки бесконтактных переключателей, электросистемы, пневмосистемы и маслосистемы. Высоконагруженные подшипники скольжения выполнены бронзовыми, а малонагруженные чугунными. Для повышения износоустойчивости и долговечности зубья шестерен, оси прессующего механизма, кулак, копир и другие детали, работающие на износ, подвергаются поверхностной закалке. Управление и регулирование пресса автоматическое. В прессе предусмотрена звуковая сигнализация
Содержание
1 Кинемтическая схема пресса СМ – 1085 3
2 Порядок монтажа 4
3 Основные детали и узлы пресса СМ-1085
4 Принцип действия пресса
5 Быстроизнашивающиеся детали срок их службы и способы восстановления
6 Неисправности, причины, устранение.
7 Организация и технология проведения капитального ремонта
8 Сетевой график ремонта пресса СМ-1085
9 Правильный порядок включения
10 Смазка, карта смазки пресса СМ – 1085
11 Список литератур
Работа содержит 1 файл
Курсовая Эксп см-1085.doc
1 Кинемтическая схема пресса СМ – 1085 3
2 Порядок монтажа 4
3 Основные детали и узлы пресса СМ-1085
4 Принцип действия пресса
5 Быстроизнашивающиеся детали срок их службы и способы восстановления
6 Неисправности, причины, устранение.
7 Организация и технология проведения капитального ремонта
8 Сетевой график ремонта пресса СМ-1085
9 Правильный порядок включения
10 Смазка, карта смазки пресса СМ – 1085
11 Список литературы
1 Кинемтическая схема пресса СМ – 1085
На рисунке 1 показана кинематическая схема пресса СМ-1085
1- Электродвигатель; 2- Клиновые ремни; 3-Шкив маховик; 4-Приводной вал; 5-Фрикционная призматическая муфта; 6-Шестерня приводного вала; 7-Колесо приводного вала; 8-Промежуточный вал; 9-Шестерня приводного вала;10-Колесо приводного вала; 11- Коленчатый вал; 12-Шатун; 13- Верхняя серьга; 14-Нижняя серьга; 15- Ползун; 16- Верхние штампы; 17- Кулак перемещения каретки; 18- Ролик; 19- Нижний рычаг; 20- Верхний рычаг; 21- Тяга; 22-Каретка; 23-Копир; 24-Ось выталкивания; 25- Нижние штампы; 26- Траверса; 27- Подъемный винт;28-Двигатель; 29- Упругая муфта; 30-Тормоз; 31- Стол; 32- Направляющие; 33-Рукав засыпки; 34-Боковые штанги.
Рисунок 1-Кинематическая схема пресса СМ – 1085
2 Порядок монтажа
3 Основные детали и узлы пресса СМ-1085
Пресс СМ -1085 состоит из следующих основных деталей и узлов: станины, привода, приводного промежуточного и коленчатого валов, прессующего механизма, стола, регулятора глубины засыпки, засыпной каретки, штампов, пневмосъёмника, установки бесконтактных переключателей, электросистемы, пневмосистемы и маслосистемы. Высоконагруженные подшипники скольжения выполнены бронзовыми, а малонагруженные чугунными. Для повышения износоустойчивости и долговечности зубья шестерен, оси прессующего механизма, кулак, копир и другие детали, работающие на износ, подвергаются поверхностной закалке. Управление и регулирование пресса автоматическое. В прессе предусмотрена звуковая сигнализация. Штампы являются сменным оборудованием пресса.
Станина. Представляет собой цельносварную конструкцию с опорами под приводной, промежуточный, коленчатый валы, стол и вал каретки. Передние и задние направляющие для прессующего механизма выполнены чугунными, а боковые направляющие бронзовыми и закреплены болтами. В станине предусмотрены пазы для установки брусьев стола и клиновой затяжки. В передней средней части станины монтируется эксцентриковая ось, на которой установлен на бронзовых втулках ролик. Эксцентриковая ось может поворачиваться в расточках станины и крепится к ней специальной шайбой. Эксцентриковая ось с роликом предназначена для выталкивания изделий при набегании на ролик копира, установленного в нижней части шатуна прессующего механизма. Подворачиванием эксцентриковой оси обеспечивается регулировка выталкивания изделий выше уровня стола. Нижняя часть станины, представляющая собой фундаментную плиту, имеет два проема для отвода через них осыпи пресс порошка.
Вал приводной. Выполнен на двух опорах и расположен с правой стороны пресса. Один подшипник устанавливается в расточку правой части станины, а другой устанавливается в стойке. Применена однодисковая фрикционная муфта с пневматическим включением. В качестве фрикционного материала применяется ретинакс или другой высоко износоустойчивый материал. Со стороны фрикционной муфты расположен шкив-маховик, который посредством клиноременной передачи передает вращение от электродвигателя приводному валу. Между опорами вала насажен тормозной шкив и установлен колодочный тормоз с
электрогидравлическим толкателем. При обесточивании тормоза происходит затормаживание вала за счет воздействия пружины, при подаче напряжения – растормаживание.
Вал промежуточный. Выполнен на двух опорах. В правой опоре установлен один, а в левой два роликоподшипника, посаженые в стальные стаканы, которые монтируются в расточки станины. На консольных концах вала насажены малая и большая шестерни. На торцах вала закреплены специальные шайбы с кривошипом для привода через шатун насосов густой смазки.
Вал коленчатый. Выполнен на двух опорах. На консольном конце вала насажено зубчатое колесо с прикрепленным к нему разъемным кулаком перемещения каретки. В кулаке предусмотрено отверстие для демонтажа ролика каретки, находящегося в сопряжении с профилем кулака. Кулак перемещения каретки выполнен по косинусоидальному закону с обеспечением хода каретки 725 мм, необходимого для механизированного съема изделий и их выдачи за один ход каретки. На шейке коленчатого вала под зубчатое колесо предусмотрено 2 паза под клиновую шпонку, а в зубчатом колесе – 3 шпоночных паза и дополнительные банки с отверстиями для крепления кулака. Этим обеспечивается возможность переустановки при эксплуатации пресса зубчатого колеса на угол 120° и кулака относительно шатунной шейки коленвала. В кулаке перемещения каретки предусмотрены отверстия для крепления кулака при его повороте на угол 30° в направлении вращения коленвала, в случае сталкивания отпрессованных изделий кареткой. Коленчатый вал устанавливается в расточки стоек станины на подшипниках качения и закрепляется крышками.
Прессующий механизм. Представляет собой жесткую раму, состоящую из двух штанг прямоугольного сечения, связанных между собой в верхней частью осью, а снизу стальной траверсой. Соединение штанг с осью и траверсой осуществляется посредством посадки цилиндрических цапф последних в расточки головок штанг, постановки призматических шпонок и болтового крепления. Для обеспечения двухстороннего прессования и выталкивания изделий рама имеет возможность вертикального перемещения. Направляющими рамы являются плоскости штанг и вкладыши станины. К верхней оси шарнирно подвешен трехзвенный шарнирно-рычажный механизм, состоящий из верхней, средней серег и шатуна. Со средней серьгой шарнирно связан ползун, направляющими для которого являются плоскости штанг и вкладыши станины. Для регулирования зазора между накладками ползуна и его направляющими предусмотрены прокладки. Шарниры трехзвенника выполнены на бронзовых вкладышах скольжения. Головка шатуна, соединяемая с коленвалом разъемная, имеет бронзовые вкладыши. Крышка шатуна крепится к шатуну при помощи четырех шпилек с постановкой между ними регулировочных прокладок. Предусмотрено два сменных копира выталкивания: один для изделий высотой 65-80 мм, другой для изделий высотой 100 мм. В траверсе выполнено цилиндрическое отверстие, в которое запрессована термообработанная гильза. Гильза является цилиндром для поршня регулятора глубины засыпки. Также предусмотрены сверленые каналы в траверсе для подвода воздуха.
Стол. Состоит из переднего и заднего брусьев, стягиваемых после установки между ними пресс-формы двумя шпильками. С двух сторон в месте прохода штанг поставлены щитки с войлочными уплотнениями, служащие для предохранения от просыпания
пресспорошка. К верхним плоскостям брусьев потайными винтами прикреплены передний и задний сменные листы, по которым перемещается засыпная каретка. Передний и задний брусья стола вставляются в пазы станины и жестко закрепляются посредством клиньев и последующей затяжкой болтов. Задняя часть стола опирается на П–образный угольник станины. Удлиненная передняя часть стола (лист на кронштейнах) предусмотрена для сталкивания кареткой на нее отпрессованных изделий. В брусьях стола предусмотрены продольные пазы, в которые заходит своими выступами пресс-форма штампов и закрепляется винтами, проходящими через отверстие станины и резьбовые отверстия брусьев.
Регулятор глубины засыпки. Представляет собой специальный червячный (исполнительный механизм) редуктор с подъемным винтом, червяк которого печения приводится в движение от электродвигателя через упругую муфту. Для быстрой остановки исполнительного механизма при отключении электродвигателя предусмотрен тормоз ТКТ-100. Червяк и червячное колесо с гайкой установлены на подшипник качения. Гайка с трапециидальной резьбой сопрягается с подъемным винтом, который шарнирно соединен со штоком. На конец винта насажен поршень. Поршень с чугунными поршневыми кольцами расположен в центральной расточке траверсы прессующего механизма. Траверса прессующего механизма опирается на торец поршня. исполнительный механизм установлен под прессующим механизмом на сварной траверсе, которая подвешена на двух колоннах: в задней части к станине, а в передней к кронштейну, жестко соединенному со станиной. Изменением положения по высоте подъемного винта исполнительного механизма обеспечивается изменение положения
нижних штемпелей за счет перемещения прессующего механизма, а следовательно, и изменения глубины засыпки. На траверсе регулятора слева предусмотрен кронштейн с площадкой, предназначенной для демонтажа исполнительного механизма при ремонтных работах.
Каретка и засыпной ящик. Состоит из нижней и верхней частей каретки, засыпного ящика, вала перемещения каретки с рычагами и роликоопор. Нижняя часть каретки состоит из сварной рамы, резиновых уплотнительных полос, закрепленных болтами в обоймах рамы. Нижняя часть каретки является плавающей, расположена под верхней частью каретки, и толкаемая ею, скользит по столу своими резиновыми уплотнениями, предохраняющая от просыпания пресспорошка.
Верхняя часть каретки состоит из сварной рамы, сменного листа, прикрепленного потайными винтами к раме, верхних и нижних направляющих. Верхняя часть каретки передвигается по своим направляющим по восьми роликоопорам, расположенным вдоль ее движения по четыре с обеих сторон. Три пары роликоопор закреплены к ребрам станины, а одна пара устанавливается на переднем брусе стола. Верхняя часть каретки регулируемыми тягами соединяется с рычагами вала и приводится в движение от кулака перемещения каретки, закрепленного к зубчатому колесу коленчатого вала. Профиль кулака каретки построен так, чтобы каретка плавно трогалась с места, набирала скорость и плавно останавливалась в переднем ее положении. Характер движения каретки в заднее крайнее положение аналогичный описанному. При таком косинусоидальном законе движения каретки предусматривается устранения расфракционирования пресспорошка, а также исключение ударов в шарнирных соединениях механизма.
Кратковременная остановка каретки в крайнем переднем положении предусмотрена для снятия изделий.
Привод. Состоит из электродвигателя АОС2-91-8, мощностью 39 кВт, при 700 об/мин, двух сменных шкивов и клиновых ремней в количестве 8 штук. Электродвигатель установлен на салазках. Салазки крепятся к фундаменту.
Ограждение. Включает в себя ограждения зубчатых передач, привода, ограждения верхней и задней частей пресса и служит для обеспечения правил техники безопасности и преданию пресса законченного внешнего вида. Этот узел представляет собой сварные металлоконструкции, обеспечивающие их быстросъемность, а также возможность доступа к узлам и деталям пресса, требующим периодического профилактического их осмотра. В верхней передней части пресса установлен козырек, предотвращающий попадания сверху пресспорошка на шарнирные соединения прессующего механизма.
Штамп для огнеупорного кирпича. Состоит из блока пресс-формы, верхнего и четырех нижних штампов и электронагревателей. Блок пресс-формы представляет собой стальную отливку с четырьмя отверстиями прямоугольного сечения, стенки которых имеют не большой уклон книзу. В отверстия вставляются боковые пластины до упора в нижнюю опорную плиту, прикрепленную к корпусу. Торцевые пластины забиваются для надежного расклинивания боковых пластин, что достигается подгонкой их вертикальных торцевых плоскостей. В верхней части пластины прижимаются к корпусу опорной плитой. Блок пресс-формы вставляется выступами в пазы стола и прикрепляется к нему двумя горизонтальными шпильками. Этим достигается его быстросъемность и возможность
установки в стол блока пресс-формы для изделий другого типоразмера. Штамп верхний состоит из блока штампов, представляющий собой стальную отливку, к основанию каждого блока которого крепятся болтами подкладочные и лицевые плиты. Штамп верхний крепится болтами к ползуну пресса. Штамп нижний состоит из стального корпуса, к верхнему основанию которого крепятся болтами подкладочные и лицевые плиты. Штамп нижний крепится болтами к траверсе пресса. Электронагреватели вставляются в предусмотренные углубления верхнего и нижнего штампов и служат для их подогрева с целью устранения налипания пресспорошка к лицевым плитам.
Централизованная система смазки САГ. Является автоматической и состоит из двух насосов густой принудительной смазки с качательным храповым приводом, один из которых расположен с левой, а другой с правой стороны пресса. Храповый привод насосов приводится в качательное движение от кривошипа, закрепленного к торцу промежуточного вала. От каждого насоса отходит по 16 трубопроводов, по которым смазка подается в определенные точки смазки пресса. К подвижным деталям смазка подается посредством гибких рукавов.
Источник