- ПРИЗНАКИ И ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА. САМОСТОЯТЕЛЬНЫЙ РЕМОНТ
- Ремонт ручного гидравлического пресса
- Ремонт ручного гидравлического пресса
- ₽ от 1 000
- 1 год гарантии
- Работают профи
- Срочный выезд
- Ремонт ручного гидравлического пресса
- Не нашли нужную услугу?
- Пресс для опрессовки кабельных наконечников: выбираем правильно
- Способы опрессовки
- Приспособления для опрессовки наконечников
- Выбор пресс-клещей для наконечников
- Конструкция и принцип работы пресса
- Порядок работы устройства
- Устранение неисправностей
ПРИЗНАКИ И ОСНОВНЫЕ НЕИСПРАВНОСТИ РУЧНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА. САМОСТОЯТЕЛЬНЫЙ РЕМОНТ
Иногда с ручным гидравлическим прессом случаются неполадки, и ему срочно необходим ремонт. Самым правильным и надёжным решением будет обращение в Сервисный Центр, где специалисты быстро и качественно проведут необходимые процедуры по восстановлению вышедшего из строя инструмента. Но что делать, если необходимо срочно продолжить работу, а замены агрегату нет? Для этого, к каждому прессу SHTOK., например, в комплектацию добавлен ремкомплект с несколькими типами уплотнителей соединений.

Давайте рассмотрим несколько основных неисправностей на примере ПГ-120 SHTOK., которые можно устранить самостоятельно. Более редкие и сложные проблемы мы изучать не будем, так как подобный ремонт необходимо производить в условиях Сервисного Центра.
Итак, основных неисправностей может быть две:
- Пресс не нагнетает давление
- Течь масла из-под резьбовых соединений
Рассмотрим каждую по-отдельности.
Состояние гидравлического пресса, когда крайне медленно смыкаются матрицы или они не двигаются совсем, либо смыкание происходит, но недостаточно развиваемого усилия на них для завершения опрессовки, можно охарактеризовать, как «пресс не нагнетает давление».
Это может произойти по двум причинами:
- Полное или частичное отсутствие масла в масляной ёмкости
- Засорен перепускной клапан
В первую очередь, идём по самому простому пути и проверяем уровень масла в прессе, понимаем, что его недостаточно и производим долив до необходимого уровня.
Смотрим, как это делается:
В том случае, если, долив масла не помог, то причина может быть серьёзней – засор перепускного клапана. В процессе эксплуатации различные продукты износа гидравлического пресса как раз начинают скапливаться в районе данной детали агрегата, а также, что крайне редко случается, подобная проблема может обнаружиться и у совершенно нового инструмента из-за попавшей внутрь металлической стружки.
Представляем Вашему вниманию видео-инструкцию по устранению засора в гидравлическом клапане:
На всякий случай поясним один нюанс. В конце ролика опускаем магнит внутрь корпуса клапана и извлекаем шарик вместе с мусором.
Следующая возможная неисправность – это «течь масла из-под резьбовых соединений». Это происходит, в основном, из-за естественного износа резиновых уплотнений. Как уже ранее упоминалось, в комплект поставки гидравлических прессов SHTOK. входит набор с различными уплотнителями, которые можно использовать для самостоятельного ремонта.
Итак, видео-инструкция по замене уплотнительной манжеты на поршне.
Как вы видите, самостоятельно провести подобный ремонт несложно. Тем самым, вы устраните около 90% всех поломок. При остальных редких и сложных неисправностях, мы всё же настоятельно рекомендуем обращаться в Сервисный Центр!
Друзья, на этом мы завершаем серию публикаций об устройстве и обслуживании ручного гидравлического пресса. Если, по Вашему мнению, мы пропустили что-то интересное, либо у Вас есть вопросы, оставляйте свои комментарии на наших каналах в
Источник
Ремонт ручного гидравлического пресса
Ремонт ручного гидравлического пресса
₽ от 1 000
- Ремонт ручного гидравлического пресса от 1 000 рублей
1 год гарантии
Даем гарантию на все ремонтные работы 1 год. Мы уверены в своих специалистах и оборудовании
Работают профи
Работают профессионалы с опытом не менее 5-ти лет
Срочный выезд
В течении часа выезжаем на объект. Ремонтируем поломки любой сложности

Ремонт ручного гидравлического пресса
Осуществляем поставку всех необходимых комплектующих и расходных материалов, производим ремонт и сервисное обслуживание выпускаемого нами оборудования
Высококвалифицированные технические специалисты проконсультируют Вас по вопросам ремонта и быстро помогут устранить возникшую неисправность.



Не нашли нужную услугу?
Оставьте заявку, и мы с вами свяжемся и поможем решить любой вопрос, который касается металлоизделий и металлообработки. Перезвоним в течение 5 минут.
Источник
Пресс для опрессовки кабельных наконечников: выбираем правильно

Опрессовка – это обжатие соединений проводов механическим способом. Такой процесс позволяет все звенья электроцепи надежно соединить с хорошей проводимостью электрического тока, без перегрева элементов, что уменьшает риск возникновения короткого замыкания и обгорания контактов.
Какой выбрать пресс для опрессовки кабельных наконечников, его устройство и принцип действия подскажет статья.
Способы опрессовки
Опрессовка кабельных наконечников заключается в обжатии зачищенного кабеля или провода в специальной матрице, с помощью ручных или механических инструментов.

Это может выполняться:
- Сплошным обжатием. Это наиболее надежный способ для создания прочного контакта при соединении проводов. Под давлением, которое создает гидравлический пресс для кабельных наконечников, обжимается сразу вся контактируемая поверхность.
- Комбинированным. В таком случае, эффект обжатия усиливается дополнительным вдавливанием пуансона, имеющего рабочую часть в виде зуба.
- Вдавливанием.
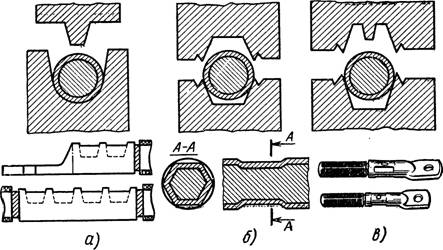
- а — местное вдавливание.
- б — сплошное опрессование.
- в – комбинированная обжимка.
- Алюминиевые провода обжимаются трубчатыми или кольцевыми наконечниками, что зависит от толщины жилы.

- Специальные гильзы используются для медных проводов.

- Для многожильных проводов применяются пистоны.
Совет: Размер наконечника следует подбирать по специальным таблицам, с учетом толщины кабеля.
Приспособления для опрессовки наконечников
Опрессовка наконечников кабеля может выполняться разными инструментами и приспособлениями.
Некоторые из них представлены в таблице:

При выборе инструмента необходимо учитывать:
- Форму опрессовки.
- Размеры сечений наконечников.
- Расположение приспособления относительно детали – фронтальная или боковая опрессовка.
- Наличие храпового механизма.

Медные наконечники и гильзы не должны превышать площадь сечения 50 мм².


- Компактность и малый вес.
- Универсальность.
- Большая емкость аккумулятора, можно опрессовать до 300 трубчатых медных наконечников, сечением 10 мм².
- Длительный срок службы.
Недостаток: большая цена.
Комбинированное и сплошное обжатие можно применять лишь при наличии большого давления, которое создает пресс для кабельных наконечников гидравлический.
Выбор пресс-клещей для наконечников

Приобретая гидравлический ручной пресс, необходимо учитывать:
- Имеется ли в конструкции клапан ограничения давления. Такие изделия более надежны, они предотвращают перегрузку пресса от давления.
- Тип прессующей головки, которая может быть открытого и закрытого типа. При работе прессом с закрытой головкой, необходимо: предварительно открыть стопор; вытянуть матрицу; поставить провода и наконечник; устройство закрыть. И лишь после этого можно начинать обжимку кабеля. Для проводов небольших сечений процесс значительно проще. Если пресс имеет С-образную головку открытого типа, провода можно прессовать быстро в любом месте.
- Диаметр рабочего сечения. Модели делятся на подгруппы, которые работают с кабелями:
- До 70 мм².
- До 120 мм².
- До 300 мм².
- До 400 мм².
С увеличением мощности пресса, увеличивается его масса. Некоторые изготовители уменьшают вес за счет применения для корпуса легких алюминиевых сплавов. Все гидравлические прессы рассчитаны на опрессовку медных и алюминиевых проводов.
В комплекте с прессом имеются сменные матрицы для опрессовки. Наиболее современные модели, оснащаются вращающимися головками и устройством быстрого хода.
Конструкция и принцип работы пресса
Внутри устройства, с одной стороны имеется рабочий поршень с манжетой — для его возврата в исходное положение, смонтирована пружина. С другой стороны установлены нагнетательный цилиндр и плунжер.

- Поз. 1 – ось.
- Поз. 2 – головка.
- Поз. 3 – полуформы матрицы.
- Поз. 4 – винт.
- Поз. 5 и 6 – ручки.
При качании рычага, расположенного на корпусе пресса:
- Плунжер насоса совершает возвратно-поступательное движение.
- В цилиндре создается избыточное давление.
- Масло под давлением начинает поступать в рабочий цилиндр, перемещая рабочий поршень.
- Поршень, воздействуя на матрицу, создает нужное давление на наконечник.
- В конструкции установлен двухходовой плунжер.
- На холостом ходу контур, обеспечивающий быстрое нагнетание жидкости в рабочий цилиндр, открыт. В конце холостого хода начинает открываться второй контур, развивающий максимальное усилие.
- Возвратная пружина, при открытом запорном клапане, который соединяет через каналы рабочую полость цилиндра и масляный баллон, возвращает поршень в исходное положение.
- Пресс для обжима кабельных наконечников снабжен предохранительным клапаном, который при превышении давления в системе, начинает перепускать некоторый объем масла назад в масляный баллон.

Порядок работы устройства
Инструкция по опрессовке наконечников предлагает:
- Выбрать матрицы соответствующего сечения и материала жил. Их примеры на фото.

- Открыть головку пресса и вставить в пазы матрицы.

- Поместить наконечник с жилой между матрицами.
- Производя качание рычагом, выполнить опрессовку. Операцию проводить, пока не сработает предохранительный клапан.
- Нажать на рычаг, соединенный с запорным клапаном, пока поршень не вернется в исходное положение.
- В случае блокировки приспособления, его следует разблокировать, нажатием на рычаг для запорного клапана.
Совет: При срабатывании предохранительного клапана, на ручке будет ощущаться падение давления. Это указывает, что качать больше нельзя.
Чтобы лучше представить, как работает пресс гидравлический для опрессовки кабельных наконечников, стоит внимательно просмотреть видео.
Устранение неисправностей
В таблице указаны некоторые неисправности и способы их устранения:
| Наименование неисправности | Причина | Способ устранения |
| Пресс для наконечников кабеля не развивает максимальное давление или вообще не качает. | Нет масла в гильзе для поршня, или оно не той консистенции. |
|
| Из-под рабочего поршня течет масло. | Получила дефекты уплотнительная манжета. |
|
Качественный и удобный инструмент для опрессовки кабельных наконечников – это залог надежного соединения кабелей и проводов любого сечения.
Источник