Ремонт типовых сборочных единиц и деталей машин
Рамы, брусья, планки. При проведении контроля рам плугов на плите просвет в местах крепления корпусов допускается до 5-ти мм. Прогиб деталей рам различных машин допускается в пределах 3-8 мм. Полосы рам должны быть параллельны одна другой (допустимое отклонение ± 3 мм).
Брусья, планки рам и прицепных устройств, имеющих деформацию, следует править в холодном состоянии либо с местным подогревом. При этом применяются приспособления винтового типа, прессы, домкраты. Трещины в элементах рам устраняются заваркой по технологии, а в сварных швах вначале следует удалить старую часть сваркой, а затем наложить новую. Для усиления рамы привариваются накладки. Изношенные отверстия в рамах нужно заварить, затем просверлить новые либо приварить накладку с нормальными отверстиями.
Крылья, панели, обшивки, кожухи деталей из тонколистовой стали. Разрывы, пробоины, трещины, потёртости деталей из тонколистовой стали устраняются с использованием газовой сварки либо сварки в среде углекислого газа. При этом ставят заплату толщиной 1,0-1,5 мм по форме пробоины либо накладывают заплату, которая перекрывает дефектное место на 50-60 мм.
Все работы по жести выполняются на приспособлениях, а для резки стального листа используется механизм НСД-5М и другие.
Предохранительные муфты. В муфтах изнашиваются профили выступов шайб, которые подлежат восстановлению кузнечным способом. В кулачковых муфтах допустимо уменьшение толщины кулачков на 15%. Изношенные кулачки нужно наплавлять и опиливать по шаблону.
Предохранительные муфты зерновых шнеков проверяют и регулируют в приспособлении КИ-13605 на передачу крутящего момента:
для комбайнов СКД-5 – 80 Н.м.;
для комбайнов СК-5, СК-6 – 80-140 Н.м.;
заднего контрпривода для комбайнов СКД-5, СК-5 – 85 Н.м.;
заднего контрпривода для комбайнов «Дон» – 80-150 Н.м. и 100 Н.м.
Крутящий момент предохранительной муфты копнителя комбайна «Дон» должен составлять 100-120 Н.м., шнека жатки 60 ± 5 Н.м. В силосоуборочных комбайнах моменты муфты выгружных транспортёров составляют 100-150 Н.м., нижнего вала питающего транспортёра — 280 Н.м., карданной передачи – 500-600 Н.м.
Цепные передачи. Цепи перед ремонтом следует промыть либо выпарить в щелочном растворе и в чистой горячей воде. В цепях изнашиваются оси и втулки, ослабляется посадка валиков и втулок в пластинах, появляются трещины на роликах, втулках и пластинах, ослабляются крепления планок цепочно-планчатых транспортёров, изнашиваются скребки элеваторных цепей, изгибаются, ломаются и появляются трещины гребёнок транспортёра наклонной камеры комбайнов. Изношенные либо дефектные детали цепей подлежат замене. Ослабленные крепления планок цепочно-планчатых транспортёров устраняются путём подтяжки заклёпок. Допустимо удлинение цепей не более 4%. Удлинённые цепи без разборки можно восстанавливать осадкой либо изгибом наружных пластин при их местном нагреве ТВЧ.
Цепи могут быть восстановлены также поворотом втулок и осей на 180 градусов вокруг их оси. С этой целью при разборке следует сточить головки осей с одной стороны цепи абразивным кругом и выбить оси на приспособлении [рисунок 155].
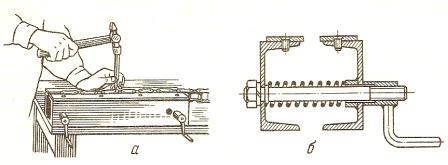
Рис. 155. Приспособление для разборки втулочно-роликовых цепей.
а) – общий вид приспособления;
Затем детали подлежат промывке и дефектации, оси заменяют и цепь собирают. При ослаблении посадки втулки в отверстии пластины втулку раздают конусной оправкой. Отремонтированные цепи затем погружаются на 10 минут в подогретое (60-70 градусов Цельсия) масло и обкатываются на стенде в течение 20 минут при частоте вращения 250-300 мин -1 .
Гребёнки транспортёра наклонной камеры правят, трещины заваривают (в случае поломки – заменяют). Длина трёх цепей транспортёра под нагрузкой каждой 500 Н. не должна отличаться более чем на 8 мм.
Резиновые скребки элеваторов, имеющие износ до размеров менее 60х120 мм, заменяются изготовленными из пятислойной прорезиненной ткани, приклёпывают их к звену цепи.
Звёздочки. Наиболее часто изнашиваются зубья, внутренние поверхности под валы либо подшипники (в натяжных звёздочках), появляются трещины в ступицах, изнашиваются шпоночные пазы.
Звёздочки подлежат выбраковке при износе зубьев на 35-40% либо при суммарном (с двух сторон) износе до 50% от нормальной их толщины. Изношенные зубья восстанавливаются наплавкой и обработкой.
Отверстия под подшипники в натяжных звёздочках допустимо восстанавливать железнением, постановкой кольца либо ленты и нанесением эпоксидного состава.
Трещины в спицах и ободе звёздочек устраняются электродуговой сваркой либо газовой сваркой с подогревом соседних спиц.
Шкивы. Изнашиваются поверхности шпоночных пазов, появляются трещины в ступицах, обломы бортов.
Допускается износ конусной поверхности канавок шкивов (ручьёв) на глубину 0,8 мм. Разрешается протачивать конусные поверхности либо шлифовать их при условии, чтобы ремень не ложился на дно канавки шкива. Наращивать поверхности ручьёв можно гальваническим натиранием железом. Допускается удлинение ремней до 3%.
Изношенные шпоночные канавки в ступицах звёздочек и шкивов восстанавливаются долблением либо протяжкой на увеличенный размер либо, если позволяет толщина стенки ступицы, изготовляются нормального размера в новом месте.
При небольших изломах бортов шкивов (в шкивах малых диаметров по длине до 40 мм, в больших – до 120 мм) острые края надо зачистить и оставить шкивы для дальнейшей работы. Перед сборкой шкивы главного и заднего контрприводов балансируют статически.
Валы. Прогибы валов более 0,5 мм устраняются правкой вхолодную либо применяется предварительный подогрев газовой горелкой. Скручивание валов допускается до 0,5 мм на длине шпоночного паза. Скрученный вал можно выправить, если предварительно нагреть его до 900-950 градусов Цельсия либо использовать без правки, профрезеровав шпоночные канавки в новом месте.
Шнеки. Погнутые витки шнеков следует править на подставке ударами деревянного молотка. При замене поломанного вала шнека с него нужно удалить сварочные швы и снять спираль. К новому валу спираль надо приварить вначале по концам двухсторонним швом на длине 50 мм, затем каждый виток швом длиной 30-40 мм с нерабочей стороны. Биение спирали допускается не более 3 мм.
Колёса. Наиболее распространённые дефекты колёс: износ подшипников качения, износ обода, износ покрышки, проколы камеры, износ отверстий под болты, которые крепят ступицу. В самоподжимных манжетах сальников изнашивается уплотняющая кромка, на которой могут появляться разрывы, трещины, выемки, наплывы резины.
При зазорах более о,2 мм конические роликовые подщипники регулируют. Правильность регулировки определяется лёгкостью вращения от руки при усилии 20-40 Н.. Отклонением считается нагрев подшипников (при большом натяге) и продольное перемещение ступицы колеса.
Изгиб и вмятины обода и спиц колеса допустимы не более 5 мм (замер производится шаблоном). При больших изгибах перед правкой изогнутые участки нужно нагреть газовой горелкой до температуры 770-800 градусов Цельсия.
При разрыве обода колеса по шву либо в местах заделки спиц (железный обод) старый сварочный шов срезать и сделать фаску 5х45 град. с наружной стороны обода. Концы обода стянуть приспособлением до упора и сварить. Для увеличения прочности с внутренней стороны приварить накладку толщиной 4-5 мм.
Радиальное и осевое биение опорных колёс культиваторов допускается не более 6 мм.
Источник
Ремонт типовых сборочных единиц машин и оборудования




![]()
![]()
Учебная дисциплина «Организация и ремонт машин»
Раздел 4 рабочей программы учебной дисциплины
Лекция 6
Продолжение лекции 5 по теме раздела 4 «Восстановление типовых деталей и
ремонт сборочных единиц машин и оборудования»
2. Ремонт типовых сборочных единиц машин и оборудования
3. Ремонт электросилового оборудования
4. Ремонт технологического оборудования
5. Ремонт машин и оборудования перерабатывающих предприятий
6. Проектирование технологических процессов восстановления деталей и ремонта сборочных единиц
7. Механизация и автоматизация технологических процессов ремонта машин и оборудования
Ремонт типовых сборочных единиц машин и оборудования
Начнем лекцию 6 с небольшого предисловия.Изучая материал лекции 5, Вы должны были обратить внимание на то, что большинство узлов и сборочных единиц машин и оборудования состоит из однотипных деталей: валов, осей, шестерен, подшипников, корпусных деталей и других, так же как и двигатели различных марок состоят из блоков цилиндров, коленчатых валов и т. д.
Технологические процессы восстановления таких деталей можно отнести к групповым, то есть определяющим технологию ремонта деталей, различных по конструктивным и одинаковых по технологическим признакам.
В качестве примера рассмотрим группу деталей «стержни круглые», включающую в себя:
· валы гладкие и ступенчатые (валы коробки передач, полуоси и т. п.);
· валы шлицевые (как правило, в одной детали объединены гладкие (ступенчатые) и шлицевые валы);
· из углеродистых сталей (45, 35, 50)
· из легированных сталей (40Х, 25ХГТ, 50Г, 18ХГТ) – до 25% от общего числа деталей данной группы;
· из сталей обычного качества – в пределах 4%.
Характерные дефекты и средний коэффициент повторяемости W деталей «Валы гладкие и ступенчатые»:
· износ посадочных мест подшипников качения – 0,37;
· износ посадочных мест подшипников скольжения – 0,31;
· износ, повреждение наружной резьбы – 0,15;
· износ, повреждение шпоночных пазов – 0,35;
· износ, повреждение резьбовых отверстий – 0,12;
· износ осевых отверстий – 0,12;
· износ вспомогательных отверстий – 0,15;
· износ поверхностей неподвижных сопряжений – 0,19;
· биение фланцев – 0,01;
· трещины в сварных швах – 0,02;
· износ лысок – 0,04.
Средства контроля технического состояния:
— микрометр – дефекты цилиндрических поверхностей;
— индикатор часового типа, штатив – изгиб вала, биение фланца;
— шаблоны, калибры – износ конических, фасонных и резьбовых поверхностей.
Средняя допустимая величина износа:
* посадочные места под подшипники качения – не более 0,07 мм;
* посадочные места под сальники и манжеты – не более 0,5…0,8 мм;
* шпоночная канавка – увеличение ширины до 15 %.
Способы восстановления резьбы:
· прогонка метчиком (леркой);
· обтачивание и последующим нарезанием резьбы ремонтного размера;
· вибродуговой наплавкой, обтачиванием с нарезанием резьбы нормального размера.
Способы восстановления шпоночного паза:
· фрезерование на ремонтный размер с изготовлением ступенчатой шпонки;
· фрезерование паза нормального размера на новом месте.
В аналогичной форме может быть представлен материал и иных групп деталей.
Источник
Основы технологии ремонта машин, их узлов и деталей.
В процессе ремонта выполняют следующие основные операции: мойку; остановку; разборку на группы сборочных единиц и отдельных сборочных единиц на детали; чистку и мойку деталей; дефектовку и сортировку деталей; составление ведомости дефектов; восстановление или замену изношенных деталей; комплектацию; сборку; индивидуальные испытания и сдачу в наладку.
В процессе пусконаладочных работ оборудование выводят на устойчивый паспортный режим работы, затем, если требуется, его окрашивают и сдают отремонтированную машину в эксплуатацию.
Мойка оборудования.Перед началом ремонта оборудование тщательно моют и очищают от остатков молочных продуктов, смазки и прочих загрязнений. Поверхности, соприкасающиеся с молочными продуктами, чистят щетками и ершами, моют горячими растворами кальцинированной или каустической соды, горячей водой и обрабатывают паром.
Остановка оборудования.После чистки и мойки оборудование протирают насухо и отсоединяют от него все трубопроводы. Затем обесточивают электродвигатели, для чего в электрощите вынимают плавкие предохранители и при необходимости отсоединяют выводные концы электропроводки от клемм электродвигателя. При этом концы тщательно изолируют, а на пусковые устройства вывешивают таблички с надписью «Не включать! Работают люди!»
В зависимости от типа оборудования и вида ремонта производят демонтаж всей машины (аппарата) или только отдельных групп сборочных единиц, или отдельных сборочных единиц. Демонтированную машину отправляют на ремонт в ремонтно-механические мастерские предприятия или в центральные мастерские.
Разборка. Для повышения производительности труда при разборке следует по инструкции завода-изготовителя изучить особенности конструкции машины и наметить порядок ее разборки. В первую очередь необходимо снимать те детали и сборочные единицы, которые препятствуют дальнейшей разборке. Сложное по конструкции оборудование разбирают в следующем порядке: сначала на группы сборочных единиц; группы — на отдельные сборочные единицы, сборочные единицы — на детали.
Детали необходимо укладывать в той последовательности, в которой их снимали с машины. Во избежание травматизма, а также повреждения деталей в результате падения нельзя их класть одна на другую. Для облегчения последующей сборки крепежные детали (гайки, болты и шайбы) следует устанавливать на одну часть сборочной единицы, например фланец. Болты, а также другие детали, которые при ремонте снимать запрещается, заранее окрашивают в красный цвет.
Чистка и мойка деталей.Грубую очистку деталей от загрязнений и ржавчины после разборки машины производят с помощью деревянных лопаток, стержней, скребков. Кроме того, детали отмачивают в керосине, для чего используют две емкости: первую — для предварительного отмачивания, вторую — для окончательной промывки. Продолжительность отмачивания предварительно очищенных деталей 1-.8 ч, после чего их вытирают насухо ветошью. Детали обезжиривают в горячем растворе каустической соды или горячей воде и просушивают.
Дефектовка, сортировка и хранение деталей.После мойки детали подвергают дефектовке и составляют ведомость дефектов. Затем их сортируют (разбраковывают) на 3 группы: годные без ремонта, подлежащие восстановлению и негодные. Негодные детали направляют на склад металлолома, а годные — на временное хранение. Хранят детали на специальных, лучше деревянных, стеллажах или в шкафах-стеллажах. Тяжелые детали укладывают на нижние полки или в ячейки, а легкие — на верхние. Одинаковые детали маркируют бирками. В случае длительного хранения годные детали насухо протирают, консервируют, погружая их в расплавленную мазь, и заворачивают в пергамент.
Восстановление деталей. Восстанавливают изношенные детали в том случае, когда это технически выполнимо и экономически выгодно. В остальных случаях изношенные детали заменяют новыми, которые получают со склада.
В ремонтной практике получили распространение следующие способы восстановления деталей: наплавка металла, сварка, установка втулок, паяние, склеивание и некоторые другие. В каждом конкретном случае рациональный способ восстановления деталей выбирают, исходя из местных условий.
Комплектация.Перед сборкой машину укомплектовывают всеми необходимыми деталями. При этом особое внимание обращают на наличие мелких деталей: прокладок, шайб, шплинтов, штифтов, гаек и контргаек. Отсутствие таких деталей может привести к потерям продукта, утечке смазочного масла, преждевременному износу деталей, а также аварии отдельных сборочных единиц или машины в целом.
Сборка.Собирают детали в порядке, обратном разборке. В общем объеме ремонтных работ сборочные операции составляют 20-40%.
В зависимости от назначения детали и сборочные единицы при сборке машин и механизмов соединяют в определенной последовательности, в результате чего образуются подвижные и неподвижные соединения. В подвижном соединении детали и сборочные единицы перемещаются во время работы относительно друг друга, совершая заданное движение. Детали неподвижных соединений перемешаться относительно друг друга не могут. Подвижных соединений в машинах значительно больше, чем неподвижных.
Соединения бывают также неразъемные и разъемные. Неразъемное соединение — это такое соединение, для разъединения которого необходимо полное или частичное разрушение деталей, составляющих его. Для получения неподвижного неразъемного соединения применяют сварку, клепку, паяние, развальцовку, склеивание и другие способы. Подвижное неразъемное соединение образуют шарики и кольца радиальных шариковых подшипников.
Разъемным называют такое соединение, которое можно полностью разобрать, не повредив при этом соединенные и скрепляющие детали. К неподвижным разъемным соединениям относятся резьбовые, шпоночные и клиновые, а к подвижным разъемным — соединения шеек валов с подшипниками скольжения, зубьев колес зубчатых передач и пр. Классификация соединения деталей машин приведена на рис. 9.1.

Рис. 9.1. Классификация соединений деталей машин
В любой машине преобладают, как правило, типовые детали, сборочные единицы и механизмы. Изучив технологию их ремонта, значительно легче освоить ремонтные операции конкретных типов оборудования как отечественного, так и зарубежного.
К типовым сборочным единицам относятся неподвижные и подвижные разъемные и неразъемные соединения (см. рис. 9.1), сальники, а также сборные станины и рамы. Типовыми механизмами являются муфты, ременные, зубчатые, червячные и цепные передачи. Детали, входящие в указанные сборочные единицы и механизмы, называются типовыми деталями машин.
Для восстановления детали необходимо знать ее размеры до и после износа, характер других дефектов (трещины, пробоины и др.), а также режимы обработки или сборочную единицу разбирают и определяют дефекты деталей в процессе их дефектовки. Затем выбирают наиболее рациональный способ их устранения, т. е. восстановления, и разрабатывают ремонтный чертеж детали.
Источник