- Радиально сверлильный станок 2м55 электрическая схема
- Электрооборудование и электрическая принципиальная схема радиально-сверлильного станка модели 2А55
- Радиально-сверлильный станок 2М55
- Назначение
- Расшифровка названия станка
- Технические параметры и характеристики
- Паспортные данные
- Кинематика
- Электрооборудование
- Органы управления
- Система охлаждения
- Возможные неисправности
- Радиально-сверлильный станок 2М55: характеристики, схемы, паспорт
- Расшифровка названия станка
- Технические параметры и характеристики
- Паспортные данные
- Кинематика
- Электрооборудование
- Органы управления
- Система охлаждения
- Возможные неисправности
- Радиально-сверлильный станок 2М55
- Вы здесь
- Оглавление
- Устройство радиально-сверлильного станка 2М55
- Органы управления радиально-сверлильного станка 2М55
- Кинематическая схема радиально-сверлильного станка 2М55
- Плита, цоколь и колона радиально-сверлильного станка
- Коробка скоростей сверлильного станка 2М55
- Коробка подач сверлильного станка 2М55
Радиально сверлильный станок 2м55 электрическая схема
Электрооборудование и электрическая принципиальная схема радиально-сверлильного станка модели 2А55
Сверлильные станки служат для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. В сверлильных станках главное движение и движение подачи сообщаются инструменту. К станкам общего назначения относятся вертикально-сверлильные и радиально-сверлильные станки.
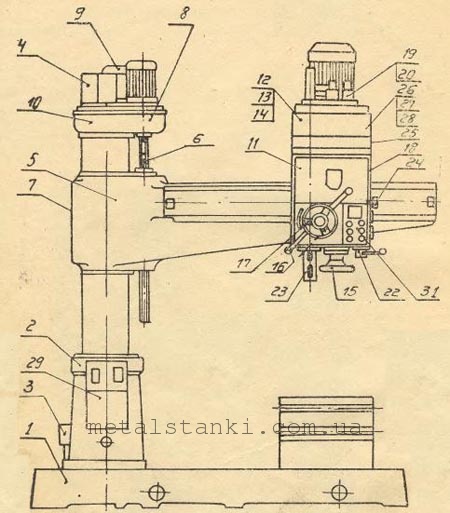
На рис. 1 показан общий вид радиально-сверлильного станка. Станок состоит из фундаментной плиты 1 с установленной на ней неподвижной колонной, на которую надета пустотелая гильза 2. Гильза может поворачиваться вокруг колонны на 360°. На гильзу надет горизонтальный рукав (траверса) 4, который можно поднимать и опускать вдоль колонны с помощью вертикального винта механизма перемещения 3.
Закрепление гильзы с рукавом на колонне (зажим колонны) производится разрезным кольцом, которое стягивается посредством дифференциального винта, вращаемого вручную или отдельным электродвигателем. По горизонтальным направляющим рукава может перемещаться в радиальном направлении шпиндельная бабка (сверлильная головка) 5. Обрабатываемая деталь устанавливается на столе 8. От главного электродвигателя 6 сообщается вращение шпинделю 7 и производится подача инструмента (сверла).
В электромашиностроении на сверлильных станках производят сверление отверстий в торцах станин электрических машин, в подшипниковых щитах, лапах и др.
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим путем с помощью коробки скоростей в диапазоне от 30 до 1500 об/мин (12 скоростей). Привод подачи радиально-сверлильного станка выполнен от главного двигателя Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи Fп=20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне производится автоматически. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает значительное сокращение вспомогательного времени при работе на станке.
Все электрооборудование радиально-сверлильного станка , за исключением электронасоса, установлено на поворотной части станка, поэтому напряжение сети 380 В подается через вводной выключатель ВВ на кольцевой токосъемник КТ и далее через щеточный контакт в распределительный шкаф, установленный на траверсе.
Перед началом работы станка необходимо произвести зажим колонны и шпиндельной головки, что осуществляется нажатием кнопки Зажим . Получает питание контактор КЗ и главными контактами включает двигатели ДЗ и Д4, которые приводят в действие гидравлические зажимные устройства. Одновременно через вспомогательный контакт контактора КЗ включается реле РН, подготавливающее питание цепей управления через свой контакт после прекращения воздействия на кнопку Зажим и отключения контактора КЗ.
Для отжима колонны и шпиндельной головки при необходимости их перемещения нажимается кнопка Отжим , при этом теряет питание реле РН, что делает невозможным работу на станке при отжатых колонне и шпиндельной головке.
Управление двигателями шпинделя Д1 и перемещения траверсы Д2 производится при помощи крестового переключателя КП, рукоятка которого может перемешаться в четыре положения: Влево, Вправо, Вверх и Вниз , замыкая при этом соответственно контакты КП1— КП4. Так, в положении рукоятки Влево включается контактор КШВ, и шпиндель вращается против часовой стрелки. Если рукоятку переместить в положение Вправо , то отключается контактор КШВ, включается контактор КШН, и шпиндель станка будет вращаться по часовой стрелке.
При установке рукоятки крестового переключателя КП, например, в положение Вверх включается контактором КТВ двигатель Д2. При этом ходовой винт механизма перемещения вращается вначале вхолостую, передвигая сидящую на нем гайку, что вызывает отжим траверсы (при этом замыкается контакт ПАЗ-2 переключателя автоматического зажима), после чего происходит подъем траверсы.
По достижении траверсой необходимого уровня переводят рукоятку КП в среднее положение, поэтому отключается контактор КТВ, включается контактор К.ТН и двигатель Д2 реверсируется. Реверс его необходим для осуществления автоматического зажима траверсы благодаря вращению ходового винта в обратную сторону и передвижению гайки до положения зажима, после чего двигатель разомкнувшимся контактом ПАЗ-2 отключается. Если теперь установить рукоятку переключателя КП в положение Вниз , то сначала произойдет отжим траверсы, а затем ее опускание и т.д.
Перемещение траверсы в крайних положениях ограничивается конечными выключателями ВКВ и ВКН, разрывающими цепи питания контакторов КТВ или КТН.
Радиально-сверлильный станок 2М55
Радиально-сверлильный станок 2М55 нашел применение не только в единичном и мелкосерийном производстве, но и в серийном и крупносерийном производстве, при условии дооснащения его специализированными приспособлениями.
Завод изготовитель и основоположник производства станков находится в Украине, городе Одессе. Выпуск налажен с 1946 года.

Назначение
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали.
Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Расшифровка названия станка
Расшифровывается маркировка следующим образом:
- 2 – вторая группа по классификации – сверлильный;
- м – подвергшийся модификации;
- 5 – это подгруппа (тип) – радиально-сверлильный;
- 5 – параметр допустимого значения – размер при сверлении по улучшенной стали 50 мм.
Технические параметры и характеристики
Радиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
- класс точности – Н согласно ГОСТ 8-71;
- максимально допустимый размер сверления:
- чугун – 63 мм;
- сталь – 50 мм;
- отдаление пиноли от колонны (расстояние между осями) – 400-1600 мм;
- длина смещения по горизонтали – 1200 мм;
- высота от стола и торца вала:
- мах — 1600 мм;
- min — 450 мм;
- длина смещения по вертикали рукава – 800 мм;
- скорость движения рукава – 1,4 м/мин;
- расстояние опускания пиноли — 350 мм;
- разворот рукава — 360°;
- установочная плита ШхД – 1000х2530 мм.
- конус на шпинделе для посадки инструмента – Морзе 5 согласно ГОСТа 24644-81;
- количество переключаемых скоростей – 21;
- диапазон установочных скоростей – min 20 мин-1, max 2000 мин-1;
- количество подач – 12;
- диапазон подач – 0,056-2,5 мм/об;
- усилие подачи при резании, max – 20000 Н;
- крутящий момент — 7000 Н•м.
Параметры электрических элементов:
- общая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 4000 Вт;
- привода рукава — 2200 Вт;
- зажим колонны — 500 Вт;
- зажим сверлильного узла – 500 Вт;
- станции СОЖ — 125 Вт;
- переключения скоростей – 150 Вт;
- переключения подач – 150 Вт;
- габариты у станка, ДхШхВ — 2545х1000х3315 мм;
- вес оборудования — 4,1 т.
Паспортные данные
Паспорт радиально-сверлильного станка содержит дополнительные характеристики:
- зажим колонны – гидравлический;
- зажим рукава – электрический;
- зажим сверлильного узла на рукаве – гидравлический;
- ускоренные подачи – отсутствуют.
Скачать паспорт (инструкцию по эксплуатации) радиально-сверлильного станка 2М55
Кинематика

Кинематическая схема станка 2М55
Кинематическая схема станка 2М55 обеспечивает движение четырех цепей:
- главное движение – обороты на шпинделе;
- рабочие подачи;
- движение сверлильного узла по рукаву;
- движение рукава по колонне.
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.

Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.

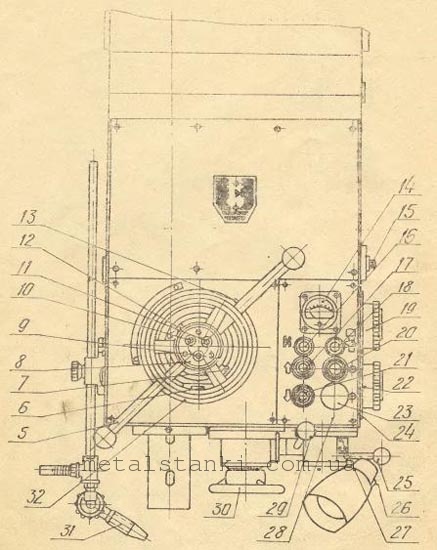
Органы управления станком 2М55
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Система охлаждения
В полости плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в зону резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно производить регулирование высоты наконечника.
В 2М55 количество СОЖ заливается в зависимости от производительности насоса. Его производительность 22 л/мин.

Система охлаждения станка
Перечень элементов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Радиально-сверлильный станок 2М55: характеристики, схемы, паспорт
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали.
Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Расшифровка названия станка
Расшифровывается маркировка следующим образом:
- 2 – вторая группа по классификации – сверлильный;
- м – подвергшийся модификации;
- 5 – это подгруппа (тип) – радиально-сверлильный;
- 5 – параметр допустимого значения – размер при сверлении по улучшенной стали 50 мм.
Технические параметры и характеристики
Радиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
- класс точности – Н согласно ГОСТ 8-71;
- максимально допустимый размер сверления:
- чугун – 63 мм;
- сталь – 50 мм;
- отдаление пиноли от колонны (расстояние между осями) – 400-1600 мм;
- длина смещения по горизонтали – 1200 мм;
- высота от стола и торца вала:
- мах — 1600 мм;
- min — 450 мм;
- длина смещения по вертикали рукава – 800 мм;
- скорость движения рукава – 1,4 м/мин;
- расстояние опускания пиноли — 350 мм;
- разворот рукава — 360°;
- установочная плита ШхД – 1000х2530 мм.
- конус на шпинделе для посадки инструмента – Морзе 5 согласно ГОСТа 24644-81;
- количество переключаемых скоростей – 21;
- диапазон установочных скоростей – min 20 мин-1, max 2000 мин-1;
- количество подач – 12;
- диапазон подач – 0,056-2,5 мм/об;
- усилие подачи при резании, max – 20000 Н;
- крутящий момент — 7000 Н•м.
Параметры электрических элементов:
- общая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 4000 Вт;
- привода рукава — 2200 Вт;
- зажим колонны — 500 Вт;
- зажим сверлильного узла – 500 Вт;
- станции СОЖ — 125 Вт;
- переключения скоростей – 150 Вт;
- переключения подач – 150 Вт;
- габариты у станка, ДхШхВ — 2545х1000х3315 мм;
- вес оборудования — 4,1 т.
Паспортные данные
Паспорт радиально-сверлильного станка содержит дополнительные характеристики:
- зажим колонны – гидравлический;
- зажим рукава – электрический;
- зажим сверлильного узла на рукаве – гидравлический;
- ускоренные подачи – отсутствуют.
Скачать паспорт (инструкцию по эксплуатации) радиально-сверлильного станка 2М55
Кинематика
Кинематическая схема станка 2М55
Кинематическая схема станка 2М55 обеспечивает движение четырех цепей:
- главное движение – обороты на шпинделе;
- рабочие подачи;
- движение сверлильного узла по рукаву;
- движение рукава по колонне.
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.
Органы управления станком 2М55
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Система охлаждения
В полости плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в зону резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно производить регулирование высоты наконечника.
В 2М55 количество СОЖ заливается в зависимости от производительности насоса. Его производительность 22 л/мин.
Система охлаждения станка
Перечень элементов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Радиально-сверлильный станок 2М55
Вы здесь
Оглавление

Радиально-сверлильный станок 2М55 получил широкое применение не только в ремонтных цехах, а и в крупносерийном производстве. На станке можно выполнять следующие виды работ:
- Сверление;
- Рассверливание;
- Зенкерование;
- Развертывание;
- Нарезку резьбы метчиком
С применением приспособления и специального инструмента, на станке возможно выполнять работы, характерные расточным станкам
Устройство радиально-сверлильного станка 2М55
- Плита
- Цоколь
- Система охлаждения
- Токосъемник
- Рукав
- Механизм подъема
- Механизм зажима рукава
- Редуктор
- Гидростанция
- Зажим
- Сверлильная головка
- Муфта фрикционная
- Коробка скоростей станка
- Коробка подач станка
- Червячный вал
- Механизм подач станка
- Ручное перемещения сверлильной головки
- Зажим сверлильной головки
- Гидропреселектор
- Привод гидропреселектора
- Гидравлическая панель
- Командоконтролер
- Шпиндельная бабка
- Противовес
- Насос
- Главный цилиндр
- Гидрокоммуникация
- Система смазки
- Электрооборудование для колонны
- Электрооборудование для рукава
- Электрооборудование для головки
Органы управления радиально-сверлильного станка 2М55
- Выключатель электронасоса охлаждения
- Вводной выключатель из каталога ABB;
- Ускоренный подвод шпиндельной бабки и включения механической подачи
- Включение упора для настройки необходимой глубины сверления
- Блокировка механизма подачи при нарезании резьбы
- Отжим сверлильной головки
- Отжим колонны и головки
- Зажим колонны и головки
- Соединение лимба с механизмом подачи станка
- Точная настройки лимба на необходимую глубину сверления
- Указатель нагрузки
- Рукоятка натяжения пружин противовеса
- Сигнальная лампа
- Управления подъемом рукава
- Отключения шпиндельной бабки от коробки скоростей
- Рукоятка предварительного набора скоростей
- Пуск главного двигателя
- Управление опусканием рукава и остановкой рукава при подъеме
- Рукоятка предварительного набора подач
- Кнопка «Общин стоп»
- Управление пусковой реверсивной муфтой
- Выключатель освещения
- Рукоятка включения механической подачи
- Маховик топкой ручной подачи шпинделя
- Край включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
Кинематическая схема радиально-сверлильного станка 2М55

Плита, цоколь и колона радиально-сверлильного станка
Фундаментная плита 1 – жесткая отливка, усиленная ребрами в продольных и поперечных направлениях. На поверхности плиты расположены Т-образные пазы, служащие для крепления стола, заготовок или специального приспособления.
На плите неподвижно крепится цоколь 5 , в котором на подшипниках 3 и 10 установлена колона 6. Колона является наиболее нагруженной деталью станки, поэтому выполнена из стальной трубы и имеет закаленную с маленькой шероховатостью рабочую поверхность, по который перемещается рукав.
Подшипник 3 установлен на конической шейке фланца 2 и затягивается гайкой 4
Для зажима колонны служит конусное кольцо 11, прочно посаженное на трубку. При затягивании винтовой пары 8, конусное кольцо перемещается с колонной вниз относительно стойки 9, плотно прижимаясь к конусному гнезду цоколя. Таким образом, происходит зажим колоны.

Коробка скоростей сверлильного станка 2М55
Коробка скоростей сверлильного станка предназначена для обеспечения частоты вращения шпинделя и располагается между фрикционной муфтой и шпиндельной бабкой.
С верхней муфтой коробка скоростей соединяется при помощи блок шестерен 3 и 4. С нижней муфтой – шестерней 29, закрепленной на валу 2, через паразитную шестерню 28.
При работе верхней муфты обеспечивается крутящий момент шпинделя по часовой стрелке. Нижней муфты – против часовой стрелки.
Опоры валок 2, 3, 4 и 5 устанавливаются в корпусе сверлильной головки 30. Осевое положение опор фиксируется при помощи стопорных колец.
Вал 5- полая чугунная гильза с внутренним шлицевым отверстием, которые входит в зацепление с хвостовиком шпинделя.

Коробка подач сверлильного станка 2М55
Коробка подач сверлильного станка установлена между шпиндельной бабкой и механизмом подачи. Получает крутящий момент от шпинделя через шестерню 1 и шлицевое отверстие, в котором проходит вал 7.
Шест ступеней подач обеспечиваются за счет шестерни-двойчатки 4. Расположенной на валу 7.Еще шесть ступеней подачи обеспечиваются при перемещении шестерни 3 в нижнее положение.

Паспорт радиально-сверлильного станка 2М55 можно скачать здесь
Источник