- Технические характеристики радиально-сверлильного станка 2К52
- Элементы управления
- Конструктивные особенности оборудования
- 2К52 станок радиально-сверлильный переносной описание, характеристики, схемы
- Сведения о производителе радиально–сверлильного станка 2К52
- Продукция Гомельского завода станочных узлов, ГЗСУ
- 2К52 станок радиально-сверлильный переносной. Назначение и область применения
- Принцип работы и особенности конструкции станка
- Габарит рабочего пространства радиально-сверлильного станка 2К52-1
- Посадочные и присоединительные базы радиально-сверлильного станка 2К52-1
- Общий вид переносного радиально-сверлильного станка 2К52-1
- Расположение составных частей радиально-сверлильного станка 2К52-1
- Перечень составных частей радиально сверлильного станка 2К52-1
- Расположение органов управления радиально-сверлильным станком 2К52-1
- Перечень органов управления радиально сверлильного станка 2К52-1
- Кинематическая схема радиально-сверлильного станка 2К52-1
- Цепь вращения шпинделя
- Цепь подач
- Цепь вертикального перемещения рукава
- Цепь зажима колонны
- Описание конструкции основных узлов сверлильного станка 2к52
- Основание станка
- Бочка
- Коробка скоростей
- Механизм переключения скоростей
- Механизм подъема
- Механизм зажима
- Рукав
- Каретка
- Сверлильная головка
- Привод шпинделя
- Шпиндель станка
- Механизм подачи
- Штурвальное устройство
- Порядок работы на станке 2К52-I
- Настройка, наладка и режим работы
- Регулирование
- Предельные допускаемые режимы работы
- Электрооборудование и электрическая схема радиально-сверлильного станка 2К52-1
- Описание работы электросхемы
- Система защиты электрооборудования и меры безопасности
- Установочный чертеж радиально-сверлильного станка 2К52
Технические характеристики радиально-сверлильного станка 2К52
Радиально-сверлильный станок модели 2К52, который можно встретить в оснащении многих предприятий с крупно- и среднесерийным производством, применяется для формирования отверстий в заготовках большого размера.

Радиально-сверлильные станки 2К52 в производственном цехе
Технические возможности данного станка позволяют выполнять и ряд таких технологических операций, как:
- рассверливание;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
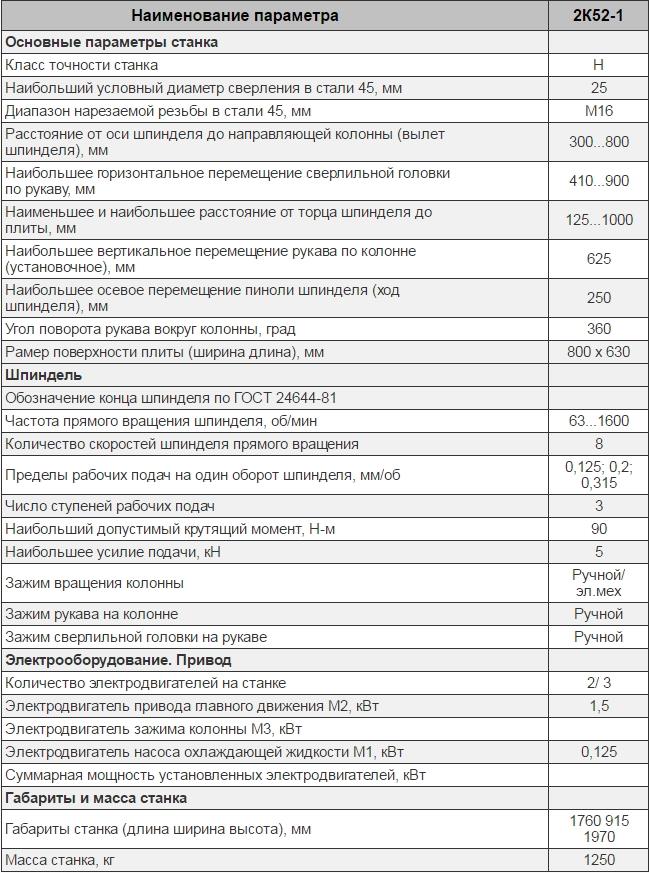
Технические характеристики станка
Чтобы наиболее полно представлять, на что способен станок модели 2К52, следует разобраться в его конструкции и принципах работы.
Элементы управления
На чертежах радиально-сверлильного станка данной модели можно увидеть множество конструктивных элементов, за счет которых осуществляется управление его работой. Сюда относятся:
- ручки для переключения скоростей шпиндельной бабки;
- верхний и нижний толкатели, которые предназначены для взаимодействия с конечным выключателем;
- хвостовик для фиксации рукоятки, используемой для опускания бочки в ручном режиме;
- рукоятка, выполняющая одновременно несколько функций: включающая вращение шпинделя, управляющая механическим передвижением траверсы по колонне, зажимающая и разжимающая бочку на колонне;
- маховик, отвечающий за передвижение сверлильной головки по траверсе;
- рукоятка, с помощью которой переключаются механические подачи шпинделя;
- рукоятка, отвечающая за зажим / разжим каретки и колонны;
- маховик, за счет которого происходит тонкая подача шпинделя;
- кнопка, обеспечивающая фиксацию лимба;
- рукоятка для выбора подачи шпинделя (ручной или механической);
- кнопка, отвечающая за включение упора лимба;
- вал, при помощи которого осуществляется поворот траверсы;
- кнопки «Аварийный стоп» и «Выключение схемы»;
- тумблер, отвечающий за включение освещения зоны обработки;
- рукоятка для приведения в действие вводного выключателя;
- рукоятка, отвечающая за зажим колонны;
- рукоятка, обеспечивающая включение и выключение системы охлаждения станка;
- кнопки зажима и разжима колонны;
- тумблер, за счет которого выбираются органы управления зажимом и разжимом колонны.
Расположение органов управления станка
Конструктивные особенности оборудования
Конструкцию радиально-сверлильного станка 2К52 (а также модифицированной версии 2К52-1) составляют следующие элементы:
- основание;
- колонна;
- бочка;
- траверса, которую также называют рукавом;
- рабочая головка, в которой фиксируется инструмент;
- элементы электрической схемы станка.
Расположение основных узлов станка
Все конструктивные элементы станка модели 2К52 и его модернизированной версии 2К52-1 базируются на массивном основании, которое изготавливается методом литья. Для усиления устойчивости на нижней части основания смонтированы приставные опоры. Последние необходимы еще и для того, чтобы выставлять основание в строго горизонтальное положение.
Габаритные размеры станка
На верхней части основания радиально-сверлильного станка 2К52 есть специальный цоколь, в посадочное отверстие которого устанавливается колонна. На ней размещается бочка с траверсой, по которой передвигается сверлильная головка.
В бочке радиально-сверлильного станка модели 2К52 и 2К52-1, представляющей собой достаточно массивную конструкцию, располагается несколько элементов кинематической схемы: коробка скоростей и механизм, служащий для их переключения, а также механизмы зажима и подъема бочки. Во внутренней части бочки размещается электроаппаратура радиально-сверлильного станка данной модели и его модификации 2К52-1.
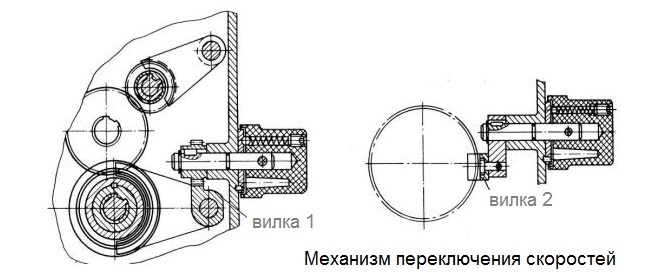
Выбор частоты вращения шпинделя производится расположенными на передней стенке двумя переключателями, которые перемещают вилки 1 и 2 внутри коробки передач
Вращение на шестерни коробки скоростей радиально-сверлильного станка передается от главного электродвигателя. Выходные шестерни коробки скоростей, в свою очередь, сообщают крутящий момент с требуемыми характеристиками приводному валу, а затем зубчатым колесам, расположенным в траверсе и сверлильной головке оборудования.
Механизм подъема радиально-сверлильного станка 2К52 обеспечивает вертикальное передвижение по колонне бочки и траверсы. Технические характеристики данного механизма определяются элементами его кинематической схемы.
Кинематическая схема станка
Сверлильная головка станка 2К52, в которой фиксируется режущий инструмент, состоит из нескольких конструктивных элементов:
- привода шпинделя;
- коробки подач;
- механизма, за счет которого осуществляются подачи;
- механизма, обеспечивающего выбор параметров подач;
- штурвального устройства.
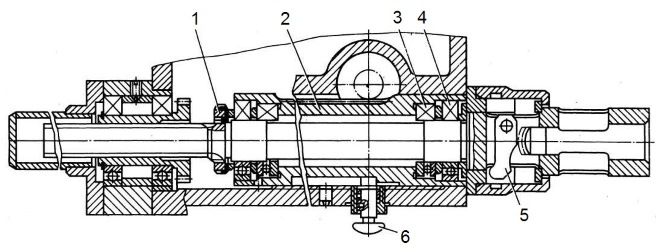
Шпиндель станка: 1 – гайка регулировки осевого люфта; 2 – гильза; 3 – упорный подшипник; 4 – радиальный подшипник; 5 – кулачок механизма удаления инструмента; 6 – фиксатор инструмента
Конструкция данного узла, таким образом, обеспечивает осуществление его подачи с требуемыми характеристиками. В сверлильной головке радиально-сверлильного станка 2К52 также смонтированы подшипниковые опоры, в которые устанавливается шпиндельный узел. Кроме того, ее характеристики позволяют выполнять регулировку люфта, если он возникает в шпиндельном узле.
Источник
2К52 станок радиально-сверлильный переносной
описание, характеристики, схемы

Сведения о производителе радиально–сверлильного станка 2К52
Производитель радиально–сверлильного станка модели 2К52 — Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
Разработчик радиально-сверлильного переносного станка 2К52 — Одесское специальное конструктМоскваое бюро алмазно-расточных и радиально-сверлильных станков.
В 1976-1991 годах завод входил в состав Московского станкостроительного объединения «Красный пролетарий». В настоящее время ОАО «Гомельский завод станочных узлов» производит металлорежущие станки и комплектующие к ним.
Продукция Гомельского завода станочных узлов, ГЗСУ
2К52 станок радиально-сверлильный переносной. Назначение и область применения
Станки радиально-сверлильные модели 2К52 выпускались до 1990 года, затем в кинематическую схему станка были внесены существенные изменения. В частности, изменено количество зубьев практически во всех зубчатых передачах, что привело к появлению станка с индексом 2К522.
Радиально-сверлильный переносной станок модели 2К52 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве.
На сверлильном станке 2К52 можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Наиболее эффективно может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.
Принцип работы и особенности конструкции станка
Станок 2К52 состоит из следующих основных узлов: основания, колонны, корпуса, рукава, каретки, сверлильной головки, механизма зажима колонны, системы подачи охлаждающей жидкости и электрооборудования.
На основание устанавливается колонна с корпусом и рукавом, а с торца к нему крепится бак для охлаждающей жидкости.
Колонна представляет собой стальную трубу, установленную в цоколе на двух подшипниках. В цоколе размещены часть электроаппаратуры и механизм зажима колонны.
Корпус представляет собой чугунную отливку жесткой формы и является базовой деталью для сборки коробки скоростей, механизма перемещения корпуса по колонне механизма зажима корпуса на колонне.
В нише корпуса смонтировано электрооборудование.
На лицевой стороне корпуса расположены рукоятки управления коробкой скоростей, механизмом перемещения бочки по колонне и пульт управления.
Рукав крепится к корпусу четырьмя прихватами. По направляющим рукава перемещается каретка с закрепленной на ней сверлильной головкой. Поворот рукава вокруг своей оси осуществляется рукояткой через червячную передачу.
Сверлильная головка представляет собой чугунную отливку, в которой смонтированы шпиндель, коробка подач и штурвальное устройство.
Шпиндель станка имеет широкий диапазон регулирования частоты вращения и может пространственно ориентироваться за счет разворота рукава и сверлильной головки.
Станок оснащен устройством обработки отверстий на заданную глубину и устройствами, предохраняющими от перегрузок по крутящему моменту и осевой силе. При обработке крупногабаритных деталей вне рабочей поверхности плиты станок выставляется с помощью винтовых опор. Обработку мелких деталей рекомендуется производить на коробчатом столе, установленном на плите стола.
Отличительной особенностью станка данного типоразмера является наличие поворотной колонны и монтаж каретки сверлильной головки на направляющих рукава па подшипниках качения, что значительно повышает удобство эксплуатации станка.
Станок изготовляется для эксплуатации в условиях умеренного климата, по заказу для эксплуатации в условиях тропического климата, а также для обработки деталей в дюймовой системе измерений.
Электрооборудование станка может быть выполнено для тока питающей сети с частотой 50 и 60 Гц и напряжением 220, 380, 400, 415, 440, 600 В.
По заказу станок выполняется с электромеханическим зажимом колонны, а также с системой подачи охлаждающей жидкости в зону резания.
Класс точности станка Н по ГОСТ 8—77.
Шероховатость обработанных поверхностей в зависимости от выполняемых работ R = 80-20 мкм.
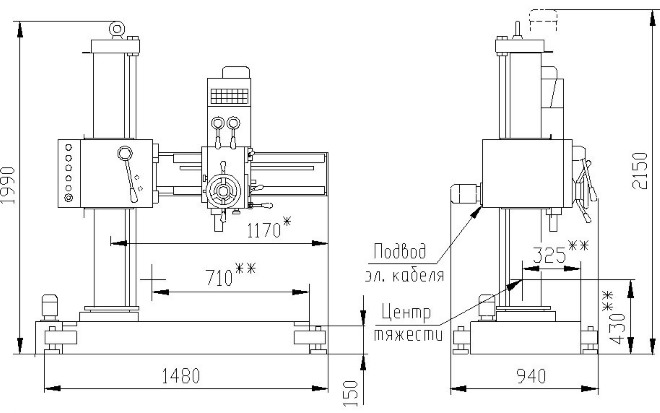
Габарит рабочего пространства радиально-сверлильного станка 2К52-1

Габарит рабочего пространства радиально-сверлильного станка 2к52-1
Посадочные и присоединительные базы радиально-сверлильного станка 2К52-1

Посадочные и присоединительные базы радиально-сверлильного станка 2к52-1
Общий вид переносного радиально-сверлильного станка 2К52-1

Общий вид и компановка радиально-сверлильного станка 2к52-1

Фото радиально-сверлильного станка 2К52

Фото радиально-сверлильного станка 2К52

3-D модель радиально-сверлильного станка 2К52 с сайта asmcg-studio.ru

3-D модель радиально-сверлильного станка 2К52 с сайта asmcg-studio.ru

3-D модель радиально-сверлильного станка 2К52 с сайта asmcg-studio.ru

3-D модель радиально-сверлильного станка 2К52 с сайта asmcg-studio.ru

3-D модель радиально-сверлильного станка 2К52 с сайта asmcg-studio.ru
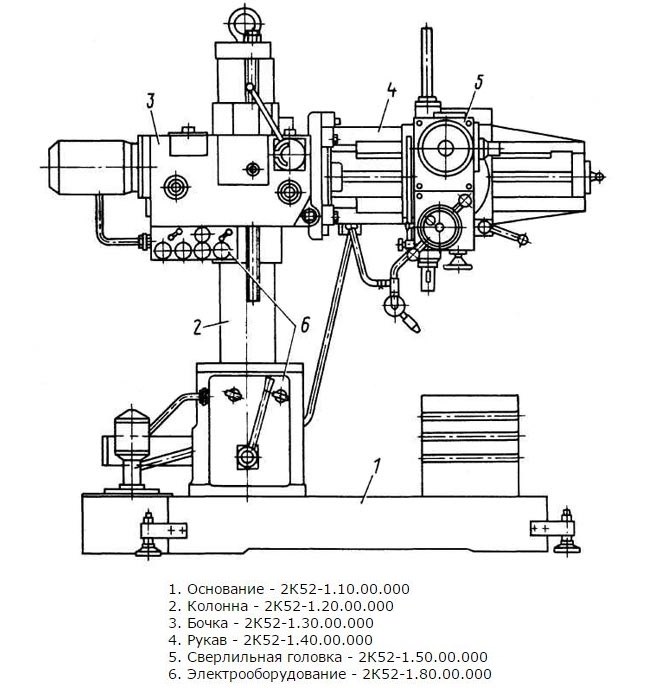
Расположение составных частей радиально-сверлильного станка 2К52-1

Расположение основых узлов радиально-сверлильного станка 2к52-1
Перечень составных частей радиально сверлильного станка 2К52-1
- Основание — 2К52-1.10.00.000
- Колонна — 2К52-1.20.00.000
- Бочка — 2К52-1.30.00.000
- Рукав — 2К52-1.40.00.000
- Сверлильная головка — 2К52-1.50.00.000
- Электрооборудование — 2К52-1.80.00.000
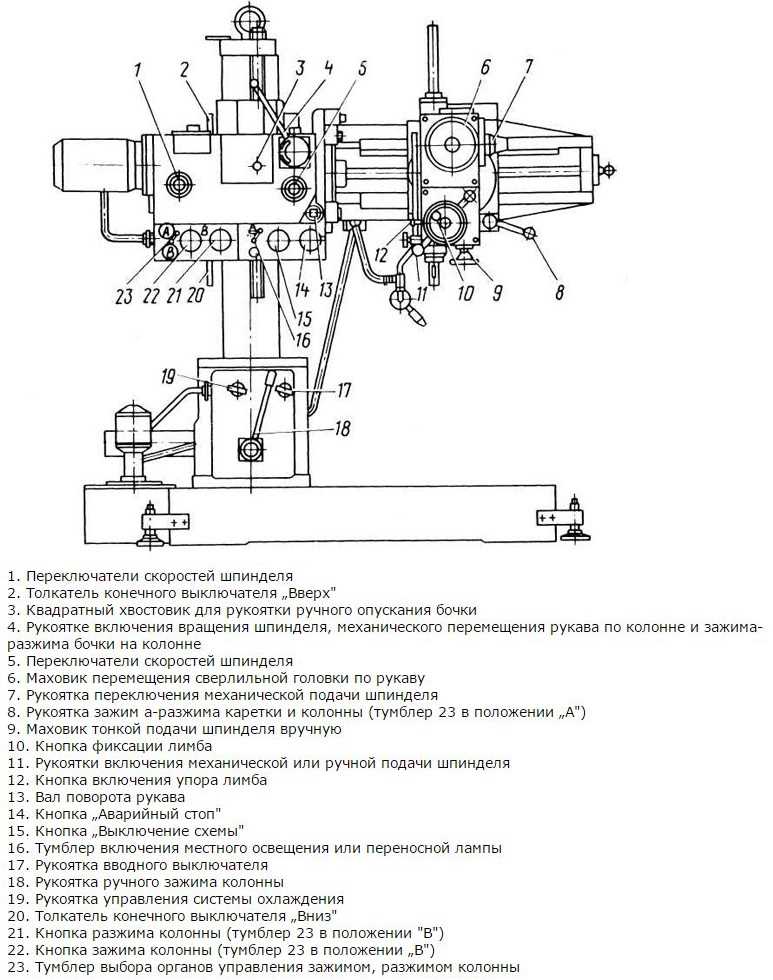
Расположение органов управления радиально-сверлильным станком 2К52-1

Расположение органов управления радиально-сверлильным станком 2к52-1
Перечень органов управления радиально сверлильного станка 2К52-1
- Переключатели скоростей шпинделя
- Толкатель конечного выключателя „Вверх»
- Квадратный хвостовик для рукоятки ручного опускания бочки
- Рукоятке включения вращения шпинделя, механического перемещения рукава по колонне и зажима-разжима бочки на колонне
- Переключатели скоростей шпинделя
- Маховик перемещения сверлильной головки по рукаву
- Рукоятка переключения механической подачи шпинделя
- Рукоятка зажим а-разжима каретки и колонны (тумблер 23 в положении „А»)
- Маховик тонкой подачи шпинделя вручную
- Кнопка фиксации лимба
- Рукоятки включения механической или ручной подачи шпинделя
- Кнопка включения упора лимба
- Вал поворота рукава
- Кнопка „Аварийный стоп»
- Кнопка „Выключение схемы»
- Тумблер включения местного освещения или переносной лампы
- Рукоятка вводного выключателя
- Рукоятка ручного зажима колонны
- Рукоятка управления системы охлаждения
- Толкатель конечного выключателя „Вниз»
- Кнопка разжима колонны (тумблер 23 в положении «В»)
- Кнопка зажима колонны (тумблер 23 в положении „В»)
- Тумблер выбора органов управления зажимом, разжимом колонны

Перечень графических символов на табличках станка 2к52-1
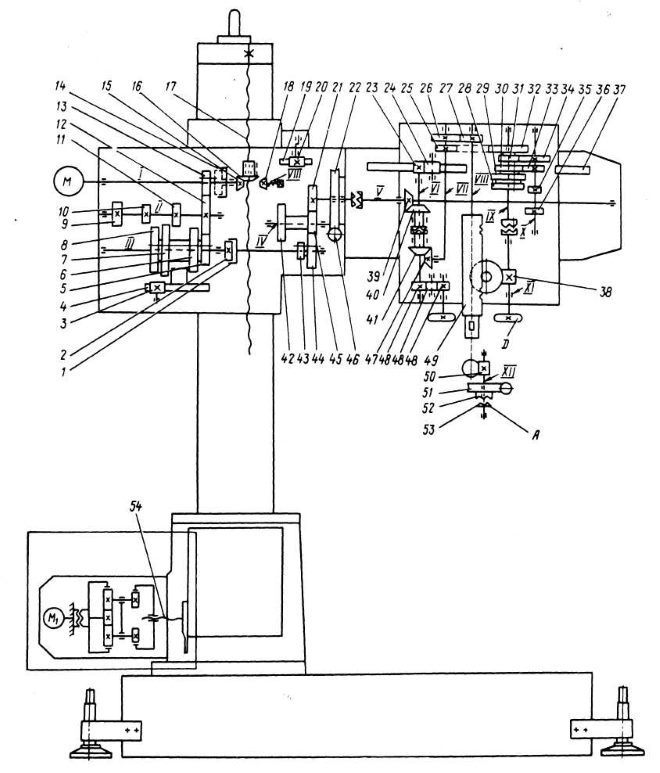
Кинематическая схема радиально-сверлильного станка 2К52-1

Кинематическая схема радиально-сверлильного станка 2к52-1
Кинематическая схема станка содержит четыре кинематические цепи:
- цепь вращения шпинделя
- цепь подач
- цепь вертикального перемещения рукава
- цепь зажима колонны
Цепь вращения шпинделя
Вращение шпинделя от электродвигателя М передается через коробку скоростей, приводной вал У, конические зубчатые колеса 39-40; 41-47 на цилиндрическую передачу 26-27. Передвижные блоки 8-7-6-5 и 43-44 коробки скоростей обеспечивают восемь ступеней частоты вращения шпинделя в диапазоне от 63 до 1600 мин».
Цепь подач
Вращение от шпинделя через цилиндрическую передачу 25-32, коробку подач, червячную передачу 38, 51, зубчатые колеса 50 передается на рейку 49 пиноли шпин-деля.
Тройным блоком 28-29-30 обеспечивается получение трех механических по-дач 0,125; 0,2; 0,315 мм/об.
Включение механической подачи осуществляется рукоятками штурвального устройства в направлении „На себя». Тонкая ручная подача осуществляется махови-ком при включении рукоятки в положение „Тонкий ручной подвод инструмента».
Ручной подвод инструмента, а при необходимости и ручная подача, произво-дятся рукоятками штурвального устройства (XII вал), при выключенной муфте А (движение рукояток „От себя»).
Цепь вертикального перемещения рукава
Вертикальное перемещение рукава осуществляется посредством конической пары 15-16, которая передает вращение гайки винта подъема 17 от электродвигателя М.
Изменение направления перемещения рукава производится реверсом электро-двигателя, а точная установка по высоте (опускание) осуществляется рукояткой поворота рукава, установленной на хвостовике подпружиненного зубчатого колеса 18.
Цепь зажима колонны
Для привода зажима колонны применяется электромеханическая головка.
Вращательное движение, получаемое от электродвигателя М, посредством планетарного редуктора и гайки преобразуется в поступательное движение винта 54, который, воздействуя на гильзу, осуществляет зажим-разжим колонны.
Описание конструкции основных узлов сверлильного станка 2к52
Основание станка
Основание выполнено в виде жесткой отливки. Для повышения устойчивости станка, а также для выставки зеркала плиты в горизонтальной плоскости служат приставные опоры.
На основании монтируется цоколь, в котором устанавливается колонна, вращающаяся на двух подшипниках. Колонна несет на себе бочку с рукавом и сверлильной головкой.
К основанию крепится бачок для охлаждающей жидкости с насосом (поставляется по требованию заказчика).
Бочка
Бочка служит корпусом для ряда сборочных единиц: коробки скоростей, механизма переключения, механизма подъема, механизма зажима и электрооборудования.
Коробка скоростей

Коробка скоростей радиально-сверлильного станка 2к52-1
Вращение от электродвигателя 1 (рис.10) через муфту 2 передается на вал I и зубчатыми колесами 5 и 6 на вал II. Далее зубчатыми колесами 3,4,5, 20 с помощью четырехвенцового блока (колеса 16, 17,18,19) и двухвенцового (колеса 12 и 13, вал III) вращение передается на зубчатое колесо 10 рукава (через зубчатое колесо II вала IV).
Механизм переключения скоростей
Механизм (рис.11) предназначен для перемещения двух-и четырехвенцового блоков коробки скоростей. Установка частот вращения шпинделя производится двумя рукоятками, расположенными на панельной стенке, посредством вилок I и 2.
Механизм подъема
Механизм подъема (см. рис.10) предназначен для механического подъема и опускания бочки с рукавом. Привод осуществляется от электродвигателя I через включенное зубчатое колесо 6 с муфтой 7 на коническую пару 14,15. Коническое зубчатое колесо 14 связано с гайкой 9, которая вращаясь по неподвижному винту 8, осуществляет вертикальное перемещение бочки вверх-вниз.
Дня ручного опускания бочки предусмотрено подпружиненное коническое колесо, хвостовик которого выведен на переднюю стенку бочки. Коническим колесом пользуются в случае горизонтального расположения шпинделя для облегчения выставки на заданную координату и производят механический подъем бочки выше заданной координаты с последующим опусканием вручную.
В механизме подъема на случай износа гайки 9 предусмотрена предохранительная гайка.
Механизм зажима
Механизм предназначен для зажима бочки на колонне. Зажим — разжим бочки производится рукояткой, расположенной на передней панели бочки. Рукоятка воздействует на кольцевую рейку 4 (рис.12), которая поворачивает вал-шестерню 3, имеющую эксцентриситет, под действием которого и происходит затягивание клеммы бочки.
Рукав
Рукав (рис.13) крепится к корпусу бочки и центрируется на ней деталью, представляющей собой одновременно червячное колесо поворота рукава.
Рукав поворачивается вручную рукояткой.
На валу 4 монтируется предохранительное устройство от перегрузок по крутящему моменту, настроенное на заводе-изготовителе на крутящий момент 90 Н·м.
При перегрузке устройство срабатывает, на что указывает:
- щелчок;
- прекращение вращения шпинделя под нагрузкой (без приложения нагрузки шпиндель вращается);
- лицевание толкателя 7 с полумуфтой 3 (при снятом кожухе).
Приведение станка в рабочее состояние после срабатывания предохранительного устройства производится двумя способами:
- резким вращением шпинделя вручную в сторону, противоположную вращению шпинделя в момент срабатывания. Щелчок и лицевание толкателя 7 с полумуфтой 3 указывает на включение предохранительного устройства;
- многократным (5-6 раз) реверсированием вращения шпинделя станка при n = 1600 об/мин.
ВНИМАНИЕ! Подрегулировка механизма предохранительного устройства с целью увеличения усилия срабатывания недопустима, так как приводит к поломке станка.
Если срабатывание предохранительного устройства повторится, необходимо остановить шпиндель и устранить причины превышения крутящего момента.
Каретка
Каретка (рис.14) предназначена для крепления и перемещения сверлильной головки по рукаву. Крепление головки на каретке осуществляется тремя болтами, вставленными в кольцевой Т-образный паз. Сверлильная головка поворачивается вручную при отжатых болтах.
Каретка перемещается по рукаву на двух подшипниках I и 2. Зажим каретки на рукаве осуществляется эксцентриком 3, который воздействует на тягу 6 и прижим 7.
При зажиме каретки на рукаве рукоятка 5 включает микропереключатель 4, который замыкает цепь электромеханического зажима колонны.
Сверлильная головка
Сверлильная головка состоит из привода шпинделя, коробки подач, механизма подачи, штурвального устройства и механизма переключения подач.
Привод шпинделя
Привод (рис.15) представляет собой механизм, передающий вращение с приводного вала на шпиндель и коробку подач через конические колеса 6, 11 и цилиндрические 3 и 4.
Механизм состоит из двух валов: горизонтального 12 и вертикального 5. Горизонтальный полый вал установлен на двух опорах и с левого торца снабжен зубьями, обеспечивающими зацепление с коническим зубчатым колесом, установленным в каретке. Перемещение сверлильной головки производится при вращении маховика посредством зубчатых колес 8,9,10, вала-шестерни 7, колеса I и рейки 2.
Шпиндель станка

Шпиндель радиально-сверлильного станка 2к52-1
Шпиндель (рис.16) предназначен для передачи вращения инструменту, установленному в его конусе. Шпиндель монтируется на двух радиальных подшипниках 4 высокого класса точности. Осевая нагрузка на шпиндель воспринимается соответственно направлению одним из двух упорных подшипников 3.
Механизм подачи
Коробка подач обеспечивает три механические подачи — 0,215 мм; 0,2 мм и 0,315 мм.
Механизм подачи состоит из червяка 6 (рис.17), получающего либо механическое вращение от вала 3, либо ручное от маховика 7 тонкой ручной подачи. Червяк входит в зацепление с червячным колесом вала штурвального устройства.
При необходимости тонкой ручной подачи рукоятку подач устанавливают ниже подачи 0,2 мм/об, что соответствует нейтральному положению (символ «Тонкий ручной подвод инструмента».
На станке имеется предохранительное устройство от перегрузок по осевой силе. При перегрузках подпружиненная полумуфта 2 проскальзывает по кулачкам неподвижной полумуфты I.
Осевой люфт регулируется гайкой I. Штырь 6 является жестким упором, ограничивающим ход шпинделя в его крайних положениях.
Зубчатая рейка гильзы 2 шпинделя находится в постоянном зацеплении с реечным зубчатым колесом вала штурвального устройства.
Шпиндель снабжен безударным выбивным устройством для удаления инструмента из конического отверстия. Инструмент удаляется под действием кулачка 5 на его хвостовик в крайнем верхнем положении шпинделя при выдвинутом в крайнее левое положение штыре 6.
Механизм предохранительного устройства в цепи подач настроен на срабатывание при превышении максимально допустимого усилия подачи (5000 Н·с).
Если при работе под нагрузкой подача многократно выключается вследствие срабатывания предохранительного устройства цепи подач, необходимо остановить шпиндель и устранить причины превышения осевого усилия.
Штурвальное устройство
Устройство (рис.18) представляет собой вал-шестерню 7, вращающийся при включенной зубчатой муфте 8, несущей на себе червячное колесо 6 и реечное зубчатое колесо, входящее в зацепление с рейкой, нарезанной на гильзе шпинделя. Кроме того, на этом же валу находится спиральная пружина 5, уравновешивающая шпиндель.
Ручная подача шпинделя осуществляется вращением рукояток 9 при отключенной зубчатой муфте 8.
Для включения механической подачи рукоятки 9 подаются на себя. Этим вводится в зацепление зубчатая муфта, передающая крутящий момент с червячного колеса на реечное зубчатое колесо, сообщающее в свою очередь через рейку осевое перемещение гильзе со шпинделем.
Для отключения подачи необходимо рукоятки 9 подать от себя. Отключение подачи возможно также с помощью жесткого упора 4.
При работе с жестким упором лимбом 2 устанавливается глубина сверления и кнопка I вводится в зацепление с лимбом. При достижении заданной глубины лимб штырем 3 находит на упор 4 и подача отключается предохранительным устройством.
ВНИМАНИЕ! При замене ПРУЖИНЫ уравновешивания шпинделя, а также в процессе сборки штурвального устройства необходимо произвести предварительный натяг пружины. Для этого надо повернуть рукоятки на два полных оборота относительно корпуса, в котором устанавливается пружина. Шпиндель при этом должен находиться в крайнем верхнем положении.
Порядок работы на станке 2К52-I
Настройка, наладка и режим работы
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах).
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-I (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.
ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе.
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя.
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных его составных частей для восстановления их нормальной работы. Конструкция станка предусматривает возможность регулирования отдельных элементов, детали которых изнашиваются в процессе эксплуатации.
Регулировка зажима бочки на колонне производится поворотом гайки 1(см.рис.12) на угол, соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне под действием усилия 1000 Н на конце рукава.
Зажим каретки на направляющих рукава можно отрегулировать поворотом эксцентрикового вала, воздействующего на втулку 3 (см.рис. 14), тягу в и прижим 7. Зажим каретки считается достаточный, если ее нельзя сдвинуть с места под действием усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими направляющими рукава и каретки освободите зажимы эксцентриковых осей I и II и поворотом этих осей установите необходимый зазор (до 0,05 мм). При этом не должна нарушаться легкость перемещения каретки с головкой по рукаву. После окончания регулировки затяните зажимы эксцентриковых осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней установлены подшипники, с помощью которых каретка находится во взвешенном состоянии по отношению к направляющим рукава. Регулировка осуществляется поворотом торсионного эксцентрика до начала появления зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к которой возможен после извлечения шпинделя из корпуса сверлильной головки.
Регулировка предохранительной муфты от перегрузок по осевой силе производится двумя гайками 5 (см.рис. 17),которыми затягивают пружину 4. Номинальное осевое усилие достигается настройкой на режимы, причем при режимах, указанных в разделе 10.3, муфта обеспечивает передачу осевого усилия 7500±1000 Н ( срабатывания — проскакивания кулачков полумуфты 2 относительно кулачков полумуфты I — не происходит).
Предельные допускаемые режимы работы
Материал — сталь 45, ГОСТ 1050-74 Диаметр обработки — 25 мм Инструмент — сверло 25 мм Инструмент — сверло 25-3, ГОСТ 10903-77
Частота вращения шпинделя — 160 об/мин Подача — 0,125 мм/об Скорость резания — 14,2 м/мин Крутящий момент на шпинделе — 110±10 Н·м Осевая сила резания — 7500±1000 Н
Электрооборудование и электрическая схема радиально-сверлильного станка 2К52-1

Электрическая схема радиально-сверлильного станка 2к52-1

Перечень элементов электрической схемы радиально-сверлильного станка 2к52-1
Электроаппаратура (за исключением нескольких аппаратов) смонтирована на панели управления с задней стороны бочки станка.
На станке установлен один трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,5 кВт для привода шпинделя и перемещения бочки. По особому заказу могут быть установлены электронасос Х14-22М и электромеханическая зажимная головка.
В станке могут применяться следующие значения напряжения переменного тока:
- силовая цепь (50, 60 Гц)
220, 380, 400, 415, 440 В;
цепь управления 50, 60 Гц
110 и 220 В;
цепь местного освещения 50, 60 Гц
24 В;
цепь сигнализации 50, 60 Гц
Описание работы электросхемы
Работу на станке 2К52-1 без механизированного зажима колонны и охлаждения следует начинать в следующем порядке:
- рукоятку командоаппарата установите в нейтральное положение;
- поворотом рычажка вводного автоматического выключателя F1 произведите включение; нажмите на толкатель кнопки S2 для приведения в готовность электрической цепи управления станком. При этом загорается зеленая лампа HI «Станок готов к работе». Помните, что станок не включится, если рукоятка командоаппарата будет находиться в рабочем положении);
- поворотом рукоятки командоаппарата включите электродвигатель М2 привода шпинделя и перемещения бочки. Остановка вращения шпинделя (либо перемещение бочки) происходит при возврате командоаппарата в нейтральное положение.
Включение, отключение и реверсирование электродвигателя осуществляется рукояткой командоаппарата.
Для аварийной остановки станка следует нажать на красный толкатель кнопки s1 или отключить вводной выключатель F1. При этом гаснет лампа H1.
При установке на станок электронасоса его включение производится поворотом рычажка автоматического выключателя F2 в положение «I». При установке механизированной зажимной головки зажим и отжим колонны может осуществляться при нажатии на толкатели кнопок S7 и S10, расположенные на пульте управления, либо при перемещении рукоятки на каретке станка.
Для выбора органов управления зажимом и отжимом служит тумблер S9. Продолжительность зажима и отжима определяется временем, на которое настраиваются реле времени К6 и К7. Реле настраиваются так, чтобы времени на разжим было несколько больше, чем времени на зажим. Время зажима колонны составляет примерно 2-3 с.
Внимание! Нельзя ПРОИЗВОДИТЬ перестройку выдержки времени, если реле находится в рабочем состоянии.
На станке установлен светильник местного освещения НКС01х100/П20-0,5. Дополнительно предусмотрен штепсельный разъем Х2 для подключения переносного светильника.
Электросхемы соединений станков приведены на рис.20-26.
Система защиты электрооборудования и меры безопасности
Защита электродвигателей и трансформатора от токов короткого замыкания производится автоматическими выключателями, защита цепей управления и освещения — предохранителями. Защита электродвигателей от длительных перегрузок осуществляется тепловыми реле.
Станок заземляется подключением к специальному винту заземления защитного провода, надежно присоединенного к цеховому контуру заземления.
Необходимо помнить, что при отключенном вводном автоматическом выключателе его зажимы и вводной клеммный набор Х6 находится под напряжением питающей сети.
Установочный чертеж радиально-сверлильного станка 2К52

Установочный чертеж радиально-сверлильного станка 2к52-1
Источник