Ремонт радиатора системы охлаждения
Утечки охлаждающей жидкости и восстановление поврежденных деталей радиаторов устраняют как с помощью современных полимерных материалов, так и традиционными способами – пайкой и сваркой.
Содержание
ОБЩИЕ СВЕДЕНИЯ
Радиатор служит для охлаждения жидкости, поступающей из двигателя и циркулирующей по трубкам, образующим его сердцевину. В различных конструкциях трубки могут быть расположены:
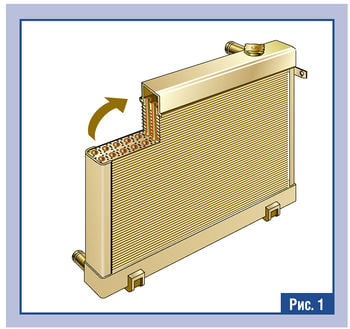
. или горизонтально,
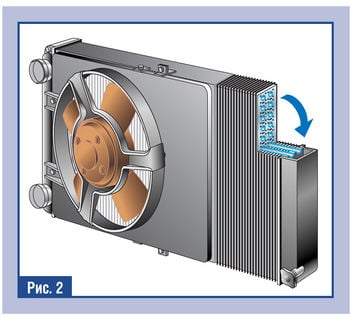
но в любом случае обе их стороны герметично закреплены в верхнем и нижнем (или левом и правом) бачках. Многочисленные тонкие пластинки, установленные перпендикулярно трубкам, служат для усиления их охлаждения встречным потоком воздуха при движении автомобиля и (или) создаваемого вентилятором.
Материалы для изготовления радиаторов должны иметь высокую теплопроводность. Раньше (до 90-х годов прошлого века) трубки и бачки изготавливались, как правило, из латуни и соединялись пайкой 1 . В настоящее время для снижения стоимости и веса радиаторов на легковых автомобилях в основном применяют алюминиевые трубки и бачки, состоящие из пластмассового корпуса с алюминиевым донышком. В этом случае герметизацию соединения трубок с донышками бачков осуществляют с помощью резиновых уплотнений или специальной пайкой, возможной только в заводских условиях. Бачок собирается путем завальцовки края донышка на буртик корпуса, при этом герметичность стыка обеспечивается резиновой прокладкой.
Условия работы радиаторов определяются тем, что после пуска двигателя охлаждающая жидкость может нагреваться без кипения до 120°С, так как давление в закрытой системе выше атмосферного. После остановки двигателя и остывания жидкости давление в системе становится ниже атмосферного. Тонкостенные детали при этом подвергаются как термической, так и механической нагрузке. В этих условиях ускоряются процессы коррозии, приводящие к ослаблению деталей и соединений, а в конечном итоге к их повреждению.
Наиболее характерные неисправности радиаторов обычных конструкций, приводящие к утечкам охлаждающей жидкости:
- разгерметизация соединений трубок с бачками;
- повреждение швов на трубках;
- трещины и пробоины в бачках, в том числе на патрубках и заливной горловине;
- повреждение резиновых уплотнений.
Кроме того, при авариях и столкновениях радиаторы, расположенные в передней части автомобиля, часто получают различные механические повреждения.
УСТРАНЕНИЕ УТЕЧЕК
Если обнаружилась незначительная утечка, а ее место не удается обнаружить или оно недоступно, то в охлаждающую жидкость можно добавить одну из специальных присадок, предназначенных для этой цели.
Такие вещества могут быть жидкими или порошкообразными 2 и часто называются «герметики радиатора» 3 . Их необходимо использовать в соответствии с инструкцией. Если на данную присадку никакого описания нет, ее лучше не применять.
РЕМОНТ ПОЛИМЕРАМИ
Использование клеев и герметиков позволяет соединять практически любые материалы. Надежность ремонта повышается при накладывании на место повреждения заплат или бандажа 5 . Результат зависит не столько от свойств полимерного материала, сколько от качества подготовки поверхности и соблюдения технологии склеивания.
Свищи и небольшие пробоины (до одного сантиметра в диаметре) заделывают, используя различные клеи-шпатлевки (в обиходе – «холодные сварки»). Они выпускаются в виде небольших цилиндрических блоков и внешне похожи на пластилин, только слоеный. Желательно использовать материалы, специально предназначенные для ремонта радиаторов. От блока поперек его оси отрезают кусочек необходимой толщины и разминают руками. Материал при этом нагревается и становится более пластичным. Если это предусмотрено инструкцией, пальцы руки предварительно смачивают водой для устранения налипания. Заготовке из клея-шпатлевки рекомендуется придать коническую форму и вдавить ее острием конуса вперед в отверстие. Затем выступающую часть образовавшейся заглушки разровнять по поверхности ремонтируемой детали и прижать. Делать это надо быстро, так как живучесть материала (время использования до начала отверждения) невелика, всего несколько минут. После установки заглушку необходимо удерживать прижатой к ремонтируемой детали в течение времени, необходимого для предварительного схватывания 6 . Для большинства «твердых сварок» оно составляет величину от 2 до 4 минут.
Трещины у основания патрубков в некоторых случаях можно заделать с использованием «холодной сварки», удерживая ее при отверждении прижатой по всей окружности с помощью бандажа. С этой целью используют, например, короткие отрезки (кольца) из металлических или пластмассовых трубок (желательно тонкостенных) с внутренним диаметром на 5–10 мм больше, чем у патрубка в месте повреждения. Между бандажной трубкой и патрубком по всей окружности плотно набивают и удерживают до отверждения необходимое количество предварительно хорошо размятой «холодной сварки». Бандажная трубка должна иметь высоту, не создающую помех для последующей установки водяного шланга на патрубок.
После окончательного отверждения, которое происходит примерно через 24 часа, клеи-шпатлевки обладают столь высокой прочностью, что не крошатся при механической обработке.
Большие трещины и пробоины (диаметром более сантиметра) закрывают заплатами, например из стеклоткани. Их приклеивают с помощью специальных клеев, имеющих жидкую консистенцию, или пастообразных клеев-герметиков 7 . Эти материалы более пластичны, чем клеи-шпатлевки. В случае необходимости накладку делают двухслойной или даже многослойной – поверх заплат меньшего размера последовательно устанавливают заплаты большей величины. При ремонте трубок радиатора, заливных горловин или патрубков ремонтируемое место оборачивают стеклотканью, а при ее отсутствии – несколькими слоями бинта (шнура), пропитанного клеем. Трещины большой длины (свыше 10–15 см) требуют применения металлических накладок, закрепляемых на поврежденном месте различными способами, например с помощью винтов-саморезов.
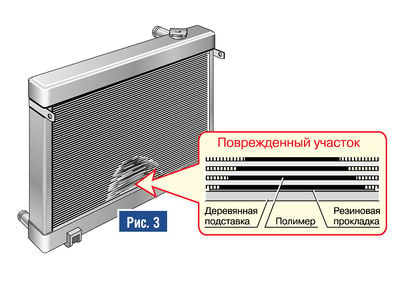
Многочисленные мелкие повреждения, образовавшиеся, например, в результате коррозии и сосредоточенные в одном месте, герметизируют, используя клеи-компаунды («жидкий металл»). Это полимерные композитные материалы на эпоксидной основе, обладающие текучестью, достаточной для заливки мест повреждений.
Один из возможных вариантов ремонта заключается в том, что зачищенное и обезжиренное место повреждения заливают компаундом и выдерживают до его отверждения. Радиатор перед заливкой устанавливают горизонтально на подставку. На нее предварительно укладывают резиновую подкладку, смазанную тонким слоем масла для исключения приклеивания к радиатору.
Трещины в пластмассовых деталях можно устранить с помощью клеев-расплавов – термопластичных материалов, размягчающихся при нагреве и затвердевающих при охлаждении. Технология применения заключается в том, что несколько гранул такого клея помещают на очищенное осушенное место повреждения, а затем прогревают паяльником до растекания и получения ровного слоя.
ПАЙКА И CВАРКА
Пайка латунных деталей осуществляется легкоплавкими припоями, например, ПОССу 25-2, ПОССу 30-0,5 и т.д. Трещины зачищают и запаивают, а пробоины закрывают подходящими заплатами из листовой латуни (например вырезанными из отслужившего радиатора) и опаивают по периметру. Поврежденные трубки запаивают или меняют 8 .
Удаление дефектной трубки или ее частей может осуществляться в следующем порядке:
- внутрь трубки вводят нагретый стержень соответствующего диаметра;
- после размягчения припоя трубку извлекают из бачка вместе со стержнем;
- устанавливают и запаивают новую трубку.
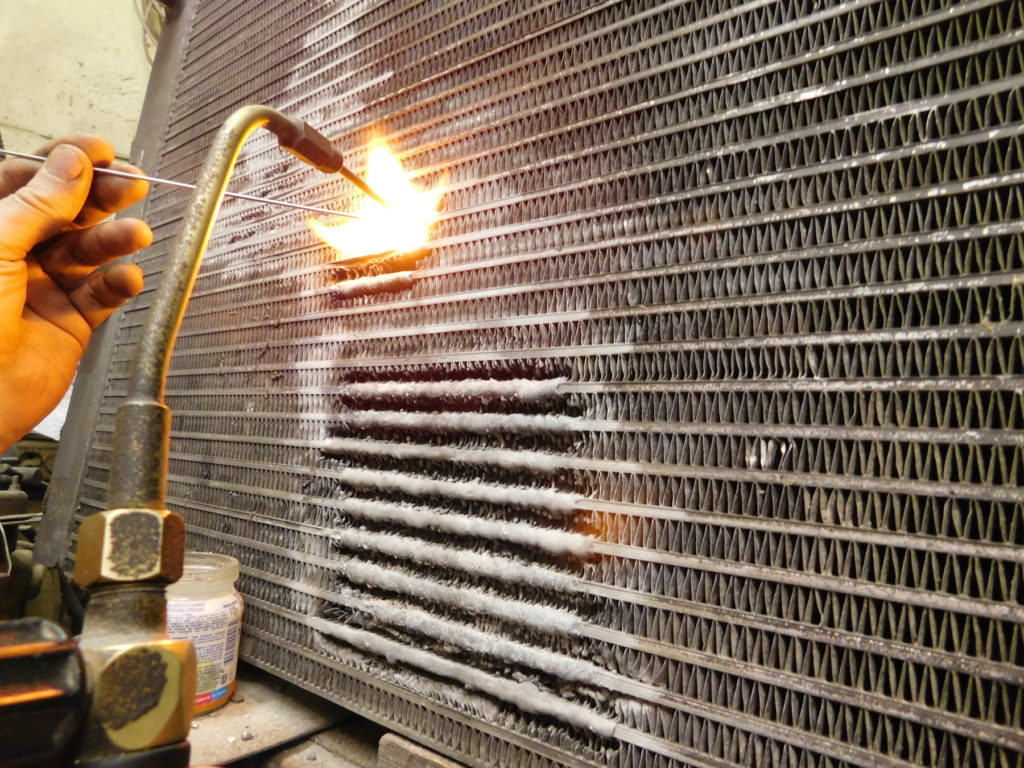
Аргонодуговая электросварка деталей производится с применением в качестве присадочного материала специальной алюминиевой сварочной проволоки, например Св-АК12 или Св-АК10. Такая сварка имеет особенности и проводится в среде инертного газа, так как эти материалы:
- имеют плохую свариваемость из-за образования тугоплавкой окиси алюминия на поверхности деталей;
- при нагреве скачком переходят из твердого состояния в жидкое, минуя пластичное;
- имеют большой коэффициент термического расширения, что при нагреве вызывает деформации и сильные внутренние напряжения, поэтому перед сваркой детали прогревают, а после сварки медленно охлаждают;
- при перегреве свыше 400°С прочность алюминия резко уменьшается и может произойти разрушение даже от небольшого удара.
В зону сварки подается аргон, который надежно защищает расплавленный металл от окисления кислородом воздуха, и сварной шов образуется без пор и раковин.
Сварка пластмассовых бачков выполняется с использованием в качестве присадки кусочков пластмассы, аналогичной по свойствам материалу ремонтируемой детали. Нагрев и расплавление осуществляют направленной струей горячего воздуха или с помощью паяльника. Края трещин предварительно засверливают для предотвращения их дальнейшего развития.
Газодинамическое напыление находит все более широкое применение для тонкостенных деталей из алюминия. В отличие от газопламенного и плазменного напыления, а также сварки этот способ не приводит к перегреву обрабатываемой поверхности. Покрытие толщиной 1,0–1,5 мм получается за счет того, что образующие его специальные порошки разгоняются вместе с горячими газами до сверхзвуковой скорости, направляются на ремонтируемую деталь и наплавляются на ее поверхность.
КОНТРОЛЬ ГЕРМЕТИЧНОСТИ
Результат ремонта определяют, накачивая внутрь радиатора воздух. Как «подручное» средство можно использовать разрезанную пополам камеру от велосипеда с вентилем примерно посередине. Одной стороной ее надевают на входной патрубок, другой стороной – на выходной. Заливную горловину (если она есть) закрывают штатной пробкой, затем через вентиль камеры насосом накачивают воздух до получения избыточного давления. Затем радиатор погружают в воду – при отсутствии выходящих на поверхность пузырьков воздуха он считается герметичным.
Этим же способом обнаруживают места скрытых сквозных повреждений.
Примечания
1 Перспективными в настоящее время считаются особо тонкостенные медные паяные радиаторы.
2 В качестве такого герметика может быть использована сухая горчица в количестве 1-2 столовых ложек, предварительно разведенных в небольшом количестве воды, залитой в систему охлаждения.
3 «Герметики радиатора» отличаются от герметиков «наружного» применения и не имеют общих с ними свойств. Совпадение наименования связано только с их назначением – герметизация системы охлаждения.
4 Некоторые производители рекомендуют использовать свои герметики радиатора в следующем порядке. Сначала сливают охлаждающую жидкость в чистую емкость и заливают воду, в которую добавляют герметик. Через некоторое время работы двигателя, после прекращения течи, воду сливают и снова заливают охлаждающую жидкость.
5 Промышленностью выпускаются специализированные ремонтные наборы для радиаторов, в частности для пластиковых бачков. 6 Это связано с тем, что твердые клеи-шпатлевки в исходном состоянии недостаточно липки. Сцепление с поверхностью (адгезия) вначале невелико, и заглушка, если ее не прижимать несколько минут, может частично, а то и полностью отстать от поверхности.
7 Отличие клея от герметика заключается не в свойствах, а в назначении материалов. Оно в основном определяется тем, что толщина слоя клея может быть 0,05–0,15 мм, а у герметика – свыше 1мм.
8 При повреждении более 10% трубок их меняют целиком.
Источник
Ремонт радиаторов и баков, сварка и пайка промышленного уровня
Научно-производственное предприятие
«Газосварочные аппараты»
Более 30 лет делаем невозможное возможным!










Причины уникальности наших возможностей:
- Тридцатилетний опыт работы: Являемся авторами многих оригинальных технологий ремонтной сварки, пайки, наплавки и напыления, а также технологий, позволяющих восстанавливать и изготавливать любые радиаторы, интеркулеры и другие детали и узлы. Кадры: Опытные инженеры-технологи и конструкторы, а не только высококвалифицированные рабочие. Оборудование: Кроме покупного современного промышленного сварочного оборудования есть уникальное, мирового уровня, созданное нами. Ряд работ по ремонту радиаторов и локальной пайке можно выполнить только им.
Наши услуги.
Более 30 лет мы восстанавливаем, а при необходимости и изготавливаем любые радиаторы (охлаждения, масляные, отопителей), интеркулеры, кондиционеры, различные трубки, поддоны картеров, выпускные коллектора, топливные баки, теплообменники, ремонтируем также блоки двигателей и головки блоков в том числе и чугунные.
Наши цены
Кроме перечисленного наша организация имеет богатый опыт разработки и производства автогенного оборудования, включая ручные и машинные резаки, горелки, мундштуки и др.
Подробную информацию вы можете узнать на сайте http://сваркаводой.рф/
Наша биография
Проект, начатый в 1989 году группой ученых и специалистов одной из организаций Академии наук СССР, к 1992 году превратился в серьезное научно-производственное предприятие. В настоящее время мы являемся отделом ГНЦ РФ ЦНИИТМаш. Предприятие располагает высококвалифицированным составом ученых , инженеров и рабочих различных специальностей, а также современным сварочным, металлообрабатывающим и другим оборудованием. Любая задача поступившая к нам решается комплексно: с участием технологов и конструкторов — в этом конечный успех и высокое качество выдаваемой продукции. Уверены, что побывав у нас однажды, Вы никогда не доверите решение своих вопросов и проблем другим и пополните число наших многочисленных постоянных заказчиков.
Ремонтом радиаторов охлаждения НПП Газосварочные аппараты занимается уже больше четверти века. Даже сегодня, когда подобные услуги можно найти в радиусе пары километров, к нам обращаются за помощью заказчики со всей России.
Выбор вместо навязанных решений
Каждый ценит возможность выбора. Если ремонт требуется радиатору охлаждения, у нас заказчик всегда может принять решение, сопоставив свои потребности с возможностями.
Если достаточно вернуть работоспособность – специалисты компании предложат самый быстрый вариант работ, предоставят гарантию на результат.
Если вы устали бороться со слабыми местами конструкции – стоит задуматься о ее модернизации. Подобные задачи Научно-производственное предприятие Газосварочные аппараты успешно решает.
Полное профессиональное восстановление вместо ремонта радиатора охлаждения? Благодаря использованию уникального оборудования, успешно справляемся, даже когда остальные разводят руками.
Чтобы выбрать наиболее выгодный для вас вариант – приезжайте к нам, обсудите свои задачи с квалифицированными специалистами.
Опыт и уникальные технологии
Сервисное подразделение – лишь часть научно-производственного предприятия. Поэтому используется серьезный станочный парк, высококлассное сварочное оборудование.
Видевшие в деле промышленные электролизеры МОСКВА потом долго рассказывают о заварке трубок в третьем ряду радиатора без прорезания огромных дыр и перегревов. НПП ГСА не просто использует эти установки, компания их разработала четверть века назад и выпускает уже второе поколение.
Таким образом, многолетний опыт, а также использование уникальных решений в ремонте радиаторов охлаждения – для нас не пустые рекламные слова, а результаты большой работы, основа репутации.
Специализация и индивидуальный подход
Совершенства, как известно, достичь невозможно. Мы по-прежнему развиваем технологии, а также технику для ремонта радиаторов охлаждения и не только, чтобы быстрее и дешевле решать ваши проблемы. Каждый день выполняем множество подобных заказов. Поэтому, каким бы тяжелым ни был случай, наши специалисты точно знают, как поступить.
Заказы бывают похожими, одинаковыми – никогда. Правильно проведенная диагностика – основа качественного выполнения заказа. К сожалению, привычными дедовскими методами все выявляемые проблемы решить не удается. НПП ГСА в ремонте использует самые современные разработки, чтобы устранять больше выявляемых дефектов.
Если другие говорят вам о невозможности ремонта, приезжайте – вероятно, нам удастся с ним справиться.
Источник