- Сварка, ремонт и восстановление велосипедных алюминиевых рам
- Сварка и пайка: технологии изготовления и ремонта стальных рам (Страница 1 из 129)
- Сообщений с 1 по 15 из 1 932
- #1 Тема от kisa 08-03-2017 14:39:00 (16-03-2017 21:02:09 отредактировано kisa)
- Тема: Сварка и пайка: технологии изготовления и ремонта стальных рам
- #2 Ответ от kisa 08-03-2017 14:40:35
- Re: Сварка и пайка: технологии изготовления и ремонта стальных рам
Сварка, ремонт и восстановление велосипедных алюминиевых рам
Ремонт велосипедных рам. Алюминий. Типовые сплавы и способы их сварки при ремонте.
Наибольшее распространение в постройке рам из алюминия имеют сплавы 6000 и 7000 серий. Различные производители по-разному мотивируют выбор того или иного сплава, по сути все сводится к термической обработке и экономической составляющей производства рам. Сплавы 6000 серии не очень сильно уступают сплавам из 7000 серии в пределе прочности (tensile strength), при этом более долговечны из-за их большей эластичности, а так же большей коррозионной устойчивости.
Секрет в том, что после сварки 6ххх требуют отжига для рекристаллизации элементов и убирания напряжений после сварки, а после закалки(artificial age) в состояние наибольшей твердости Т6, рамы же из 7ххх требуют лишь закалку. Факт в том, что рамы из 6000 теряют до 25% прочности после сварки, поэтому убирая необходимость отжигать рамы мы делаем сплавы 7ххх более экономически эффективными при постройке велосипедов. При этом рамы из 6ххх гораздо более ремонтопригодны, так как их возможно вернуть в состояние максимально близкое к самому твердому.

образец сварочных швов на алюминиевых трубах
Это небольшая предыстория объясняет почему при ремонте рам из этих сплавов мы должны предупреждать о том, что производители делают и рекомендуют профессиональным ремонтным сервисам обязательно термообрабатывать рамы после ремонта. В наших условиях из-за отсутствия специализированных фирм, занимающихся ТО (aluminium heat treat services) нету вообще, а доступа к мощностям заводов практически тоже не отыскать ремонт производится пропуская этот процесс. Но у нас есть такая возможность и мы можем предоставлять такой сервис при желании клиента.

тренируем красивые швы на алюминиевом профиле
Соответственно мы всегда предупреждаем и консультируем обо всех нюансах работы с алюминием. Решение чинить или не чинить раму остается за клиентом, но часто практика ремонта например рам их 7ххх как бы намекает, что сплав в принципе при сварке много прочности не теряет и со временем сам подкаливается, но при таком способе старения есть вероятность образования внутренних трещин.

сварка алюминиевых труб
Причины поломки рам бывают из-за усталости металла или в следствии физического контакта с более твердой поверхностью, по простому из-за уебывания рамы например в ствол дерева. Ремонт элементов, у которых нет деформаций осуществляется сваркой (мы используем только качественную TIG сварку, выполненную профессионалами своего дела) и усилением накладками или косынками. Это такие поломки как трещины на подседельной трубе, рулевом стакане или кареточном узле, а также любые трещины в самых разных частях рамы. В случае деформации необходимо учитывать, что в этом месте скорее всего образовалось огромное количество микро трещин из-за вытягивания металл в твердом состоянии, поэтому мы часто рекомендуем вырезать деформированные элементы и заменять на новые. При сильных деформациях может быть ситуация, когда целесообразней покупка новой рамы. В идеале геометрия рамы проверяется на специальном поверочном столе.
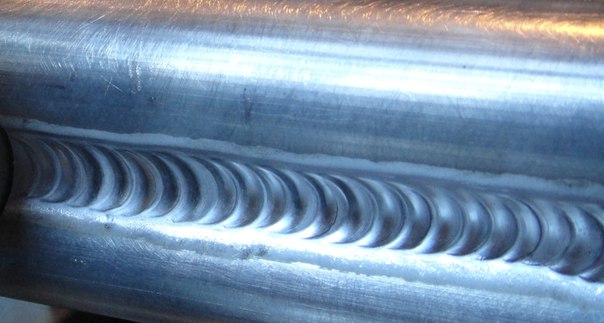
Образец сварного шва от нашего маэстро
Вопрос: У меня на раме не написано, что именно за сплав, есть ли возможность узнать из чего она сделана?
Ответ: Неплохой способ это измерить электропроводность (electrical conductivity) рамы на специальном приборе EC Meter, у каждого сплава она своя и можно достаточно точно определить с чем мы имеем дело.
Вопрос: Как проверить твердость рамы после сварки?
Ответ: Часто используется метод Роквелла, место выбирается обычно дропауты или кареточный узел.
На базе веломастерской BikeTrip мы оказываем услуги по качественному ремонту алюминиевых рам.
Наши возможности:
— очистка рамы от краски
— подварка трещин (например трещина в раме, оторванный рулевой стакан, трещина рулевого стакана, трещина в кареточном узле, лопнувшие дропауты и т.д.), заварка дефектов рамы, переваривание узлов на новые (кареточные узлы, рулевые стаканы), замена дропаутов на другие типы, наплавка резьб, сорванных при эксплуатации, а так же любые работы по модернизации велосипедных рам, в которых необходима сварка (в том числе расширение задних и передних перьев и переваривание отдельных частей рамы под необходимые нужды)
— изготовление нестандартных аксессуаров: багажников, рулей, траверс, рэков под сумки, подготовка туринг байков, изготовление картов любых видов и назначений
— термическая обработка рамы после сварки
— покраска рамы
— проверка геометрии рамы после деформаций
— консультации по любым вопросам, связанным с ремонтов алюминиевых рам
— изготовление велосипедных рам с нуля под конкретные нужды и условия заказчика, сюда входит проектировка и испытание моделей и прототипов, оценка внутренних напряжений и полная компьютерная симуляция процессов, создание прототипов и подготовка всей технической документации, а так же все сопутствующие работы, необходимые для выполнения таких проектов (токарная и фрезерная обработка, лазерная\гидроабразивная резка, гибка труб, листов, пресс формы, изготовление оснастки и прочее)
Наши возможности
— TIG сварка на современных сварочных аппаратах профессионалами своего дела с опытом работы в машиностроении и авиа/приборостроении
— проектно-конструкторский отдел
— мех. обработка
— лазерная/гидроабразивная резка
— гибка труб
— порошковая покраска
— нанесение оригинальных рисунков/винила/аэрографии
— термическая обработка материалов
Источник
Сварка и пайка: технологии изготовления и ремонта стальных рам (Страница 1 из 129)
Кроковод → Общие темы. Мастерская. Библиотека. Вопросы. → Сварка и пайка: технологии изготовления и ремонта стальных рам
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Сообщений с 1 по 15 из 1 932
#1 Тема от kisa 08-03-2017 14:39:00 (16-03-2017 21:02:09 отредактировано kisa)

- kisa
- Старожил
- Неактивен

- Откуда: Киев
- На форуме с 05-03-2017
- Сообщений: 40 859
Тема: Сварка и пайка: технологии изготовления и ремонта стальных рам
Здесь говорим только о технологиях, приёмах и материалах для сварки и пайки твёрдым припоями.
Евангулов — Паяние и лужение (для рабочих низшей квалификации) 1929 год DJVU (от коллеги Squared Shifter )
Комитет пайки американского общества сварки — Руководство по пайке металлов, 1955
DJVU(от коллеги Squared Shifter )
С завидной регулярностью у коллег возникают вопросы по ремонту покалеченых рам или небольшим доработкам, вроде установки бонок. Попробуем разобраться на популярном практическом уровне, не углубляясь в околонаучные дебри.
Сразу отбросим разного рода эпоксидные, полиэфирные и т.п. материалы — стеклопластик и «холодную сварку», как не вполне надёжные (или вполне ненадёжные), некошерные и не относящиеся к теме.
Для получения неразъёмных соединений в нашем случае существует две основных технологии : сварка и пайка твёрдым припоем.
Сварка
Смысл сварного соединения в том, что края сопрягаемых деталей прогреваются до температуры плавления (для стали это около 1500°С), туда же вводится присадочный материал, как правило, близкий к свариваемому, который тоже плавится. Всё это сплавляется воедино, и после остывания превращается в монолит.
Электродуговая сварка знакома нам, в основном, как ручная электродная (переменного или постоянного тока) и полуавтомат. Реже удаётся воспользоваться сваркой в среде инертного газа — как правило, аргона. Высокая температура получается за счёт горения электрической дуги. Тонкости для нас с вами не имеют большого значения, более важен результат.
Ручная дуговая сварка переменного тока (просто транформатор с проводами) — наиболее доступная, но и самая грубая из всех. Без навыка сложно получить качественный и красивый шов (особенно на мелких и тонких деталях), зона прогрева вокруг шва максимальная. Шов требует последующей механической обработки.

То же, постоянного тока (трансформатор дополнен выпрямителем) позволяет сделать шов более ровным, не таким «бурлящим». Применяя специальные электроды, можно сваривать нержавеющую сталь и другие металлы, недоступные сварке переменного тока.

Полуавтомат, как правило, работает на постоянном токе. Вместо подаваемого вручную электрода используется специальная проволока, которая подается электродвигателем. Отличается от ручной электродной сварки ещё тем, что вместо плавящейся обмазки на электроде (которую потом приходится удалять со шва), место сварки защищено от воздействия воздуха подающимся туда углекислым газом. Шов получается более качественным и аккуратным. При известном навыке может даже не требовать зачистки. Зона прогрева свариваемых деталей несколько меньше, чем при ручной электродной сварке.

Сварка в среде инертного газа (аргона) отличается тем, что электрическая дуга получается от восльфрамового неплавящегося электрода, а плавящаяся присадка вводится в дугу отдельно. Это напоминает газовую сварку, только высокую температуру обеспечивает электрическая дуга, а не пламя. Место сварки защищено от атмосферы аргоном. Шов получается максимально качественным и аккуратным. Зона прогрева свариваемого металла минимальна. Этот способ позволяет сваривать некоторые легированные а так же нержавеющую сталь (соответствующими присадками).

Газовая сварка. Края деталей и присадка плавятся при помощи горелки, работающей на смеси газа (пропан, ацетилен, МАФ- или МАРР-газ) с кислородом. Когда-то ограниченно применялась на некоторых велозаводах, но сейчас не рекомендуется даже для ремонта не очень нужных рам. Да и смысла нет — её с успехом заменяет пайка и электросварка.
Пайка твёрдыми припоями.
Твёрдыми припоями условно считают составы, температура плавления которых превышает 500°С. Т.е. пайка оловом (точнее, оловянно-свинцовым припоем, ПОС) сюда не относится. Да и прочность ПОС для наших целей, как правило, недостаточна. В отличие от сварки, при пайке сопрягаемые детали прогреваются до значительно меньшей температуры, чем их температура плавления, только до температуры плавления припоя.
Для нагрева обычно используют газовые горелки. Как правило, они работают на пропане. В качестве окислителя используется подсасываемый эжекцией атмосферный воздух (пропан-воздушная горелка) или кислород из баллона (пропан-кислородная). Для повышения температуры в зоне пайки применяют различные экраны-пламеотражатели, это снижает потребную мощность горелки.
Т.н. «дихлофосные» горелки для серьёзных работ не годятся. Их едва хватает, чтобы спаять мелкие детали, или сдуть с рамы бонку. И то, если бонка на серебряном припое. Причём нормально припаять назад эту бонку не удаётся из-за невозможности прогреть трубу рамы. 
Пропановая шланговая горелка, в принципе, близка по мощности к «дихлофосной», только питается от баллона. Однако, если питать её МАФ — газом (МАРР — gas), то ею возможно с мучениями припаять дропы или мелкие бонки. К тонким трубам. Только серебром. 
Газосварочный пост пропан-кислород позволяет выполнять любые паяльные работы по раме любыми припоями. 
Припои
ПРИПОЙ НЕ ДОЛЖЕН СОДЕРЖАТЬ ФОСФОРА!
Не залезая в премудрости, назову целевые припои, которые нам с вами больше всего подходят, их температуру павления и применяемость.
Латунь Л62, 905°С , дорожные, складные и детские рамы.
Латунь Л68, 938°С , дорожные, складные и детские рамы.
Серебряный припой ПСР-10, 822-850°С , любые массовые рамы уровня до «Старт-Шоссе» включительно, мелкие детали любых рам с небольшой поверхностью для пайки, например бонки.
Серебряный припой ПСР-40, 590-610°С , любые рамы, в т. ч. спортивные высокого уровня, мелкие детали любых рам с небольшой поверхностью для пайки, например бонки, ответственные детали любых рам.
Импортные серебряные припои могут несколько отличаться от советских по составу, в этом случае ориентируемся по процентному содержанию серебра — на него указывает цифра в маркировке.
Серебряные припои дóроги, однако у них есть два важных преимущества перед латунями: значительно ниже температура плавления (что предохраняет металл от ряда неприятностей) и сам шов получается более прочным. Как видим, припои с незначительно отличающимися цифрами на маркировке имеют серьёзную разницу в температуре плавления — на это нужно обращать внимание и выбирать более легкоплавкий, по возможности. При пайке металл нужно нагревать только до той степени, когда припой плавится и свободно затекает в шов — не более. Ну и естественно, желательно чётко знать марку применяемого припоя — «хороший», «латунь», «с танкового завода вынесли» и т. д. — это не марки припоя. Ошибка может стоить дорого: латунь Л96, например, имееет температуру плавления 1070°С, а для некоторых даже недорогих рам (В-541, В-542) это уже совсем плохо.
Вообще, велосипеды типа «Турист» лучше паять припоем ПСР-10 (об этом ниже). Другие припои (например, медно-фосфорные) применять для велосипедов нежелательно — шов может потрескаться при остывании, получиться хрупким после и т. п.
Следует также помнить, что абсолютно безопасная для любой стали температура — до 768°С, дальше начинаются структурные изменения (правда, обратимые), причём при прогреве до температуры плавления, их поисходит несколько.
#2 Ответ от kisa 08-03-2017 14:40:35
- kisa
- Старожил
- Неактивен
- Откуда: Киев
- На форуме с 05-03-2017
- Сообщений: 40 859
Re: Сварка и пайка: технологии изготовления и ремонта стальных рам
Рамы
Рассмотрим особенности сварки и пайки разных типов рам в зависимости от материалов, из которых они изготовлены. В любом случае, предпочтение следует отдавать пайке, как процессу минимально влияющему на свойства стали. Названия конкретных моделей даны для примера.
«Украина», «Салют» — дорожные и складные велосипеды. Их рамы полностью изготовлены из обычной углеродистой стали, обычно Ст10-Ст20. Собраны на пайке латунью с ограниченым применением электросварки (дорожная «Десна» ЖВЗ, усиление узлов складных велосипедов, мостики на электроконтактной сварке ).
Совершенно свободно поддаются электросварке — нужно помнить только, что трубы имеют толщину стенок около 1 мм, поэтому желательно выбирать электроды потоньше (лучше пользоваться полуавтоматом) и ток, соответственно, поменьше. Несущая труба рамы складных велосипедов («хребет») отличается внушительной толщиной стенки, так что при сварочных работах с ней можно быть смелее.
Для пайки таких рам хорошо применять латунь. Серебряные припои в этом случае неоправдано дóроги.
«Старт-Шоссе», «спецзаказ» — спортивные велосипеды. Трубы этих рам изготовлены из легированых сталей: «спецзаказ» из стали 30ХМА (хром-молибденовая, «хромоль») * , «Старт-Шоссе» — из стали 30ХГСА («хромансиль» — предположительно, достоверно неизвестно). Трубы отдельных рам «спецзаказ» импортные, но сталь их подобна отечественной 30ХМА. Узлы рам, дропауты, коронка вилки и бонки выполнены из обычной углеродистой стали Ст10-Ст30Л. Рама «Старт-Шоссе» собрана на серебряном припое ПСР-10, «спецзаказ» — на ПСР-40. Вилки собираются пайкой латунью.
Если перегреть легированую сталь (а при порядке температур пайки и сварки роль играет каждый десяток градусов), из неё выгорают легирующие присадки, и свойства её в этом месте локально становятся хуже, чем у пресловутого «водопровода». Поэтому очевидно, что при ремонте и дооборудовании такой рамы нужно применять припой «не хуже» заводского. Категорически нельзя допускать электросварку труб спортивной рамы! Даже пайка ПСР-10 или, тем более, латунью вместо ПСР-40 на раме «спецзаказ» может оказаться фатальной. И гораздо более бюджетную раму «Туриста» можно загубить, казалось бы, незначительным перегревом. Грустный пример ниже.
Узлы рамы электросварку переносят спокойно, но нужно помнить, что под ними — припой, на котором держатся трубы. Если уж совсем нет возможности припаять бонки для вывода манеток на руль, и нет желания устанавливать хомут с ними, лучше приварить их (желательно полуавтоматом) к нижнему стакану рулевой колонки, но ни в коем случае не к трубе! Кстати, на многих зарубежных кастом-велосипедах бонки припаяны именно к стакану.
В ответственных местах (и вообще при ремонте) рамы «Старт-Шоссе», по возможности, стóит применять ПСР-40 — кроме выгодной температуры плавления он имеет более высокую прочность.
«Турист», «Спутник» — туристические, легкодорожные велосипеды. Вопрос с маркой стали, из которых их строили, неясен, так что автору придётся просто сослаться на свой практический опыт.
Однако сразу отмечу, что к большинству таких рам применимы те же рекомендации, что и к дорожным рамам.
На туристической раме В-542 (или В-541) «Спорт», предположительно начала 1970-х гг потребовалось изменить проводку тросов. Были выточены бонки и приглашены квалифицированные сварщики. Бонки паялись латунью неизвестной марки. По-видимому, рабочая температура пайки оказалась слишком высокой для труб рамы (что косвенно может указывать на легированную сталь), и в самом нагруженом месте — на наклонной трубе около каретки — это не замедлило сказаться через несколько месяцев эксплуатации. Недалеко от бонки, по границе перегретой зоны, образовалась тонкая V-образная трещина. Вела она себя крайне странно — по мере расширения трещины, уголок поднимался, отходя от остальной трубы. На следующий год трещина «перечеркнула» половину сечения трубы. Несмотря на редкую и аккуратную езду, однажды рама развалилась.

Неизвестно, из чего сделаны более поздние туристические рамы, но те, что построены примерно до 1980 г , нужно только паять, и желательно серебром — достаточно ПСР-10. Да и поведение такой рамы ближе к «Старт-Шоссе», нежели к «Украине», и явно не только в геометрии здесь дело — ещё одно подтверждение тому, что она не из обычной стали. Впрочем, такие подозрения вызывает крайне малая часть рам Туристов и Спутников, причём выпущенных в конце 60-х — начале 70-х годов.
Подавляющее число рам таких велосипедов сварку переносит вполне безболезненно.
_______________________________
* По словам Р.И. Воронцова выходит, что большинство (если не все) «спецзаказов» строились из той же стали 30 ХГСА, а про 30 ХМА известно только из книги.
Источник