- Ремонт газораспределительного механизма (ГРМ)
- Ремонт распределительного вала
- Ремонт клапанов
- Регулировка зазора между клапаном и толкателем
- Ремонт толкателей
- Замена распредвала — порядок действий
- Причины для снятия-установки распредвала на двигатель
- Дефектовка распределительного вала
- На какие неисправности указывает стук распределительного вала
- Замена распредвала ВАЗ
- Определяем необходимость замены распредвала
- Необходимые инструменты для проведения работ
- Порядок замены и установки распредвала на примере «классики» Волжского автомобильного завода
Ремонт газораспределительного механизма (ГРМ)
Ремонт распределительного вала
Основными дефектами распределительного вала являются:
- износ опорных шеек;
- износ винтовой шестерни привода масляного насоса;
- износ кулачков;
- прогиб;
- увеличение осевого зазора.
Опорные шейки при износе ремонтируют двумя способами:
- шлифованием их на меньший диаметр
- хромированием
Первый способ ремонта применяют в тех случаях, когда опорами для шеек вала служат сменные втулки, запрессованные в гнезда блока. Если распределительный вал вращается в гнездах, выполненных непосредственно в блоке, то опорные шейки ремонтируют хромированием.
Шейки шлифуют на круглошлифовальном или токарном станке супортно-шлифовальным приспособлением.
Перед шлифованием вал проверяют в центрах по индикатору и выправляют под прессом, если биение превышает 0,05 мм. При шлифовании шеек необходимо учитывать высоту кулачков, так как иначе может создаться положение, при котором вал нельзя будет установить во втулки уменьшенного ремонтного размера. Высота кулачка должна быть меньше самой малой опорной шейки вала на 1—1,5 мм.
После шлифования шеек из блока выпрессовывают старые опорные втулки и запрессовывают новые полуобработанные, внутреннее отверстие которых необходимо обработать под размер шеек развертыванием.
Втулки двигателя ГАЗ-51 имеют два диаметрально расположенных отверстия, из которых одно — большего диаметра — служит для подвода смазки и должно точно располагаться против смазочного канала, а другое, меньшего размера, служит для закрепления втулки и должно располагаться против лунки в гнезде блока.
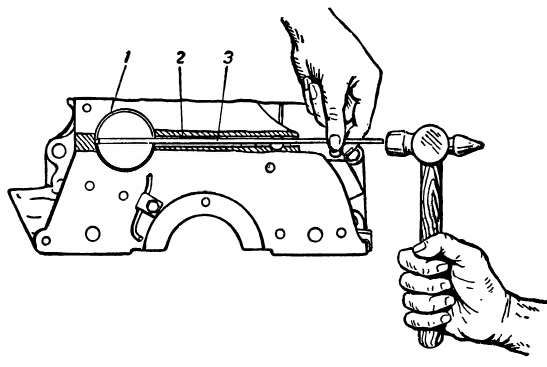
Рис. Установка опорной втулки распределительного вала:
1 — опорная втулка; 2 — масляный канал; 3 — бородок.
Втулку закрепляют длинным бородком, устанавливаемым в масляный канал, при помощи которого раскернивают малое отверстие втулки; образующийся при этом выступ входит в лунку гнезда блока.
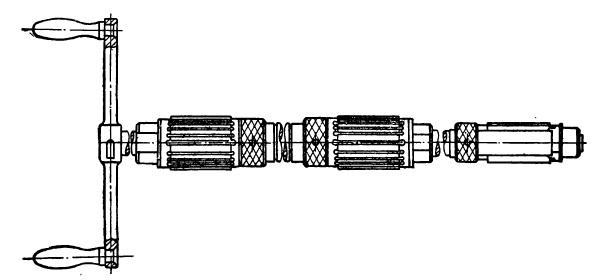
После закрепления втулок их развертывают длинной раздвижной разверткой, обеспечивающей сохранение параллельности осей коленчатого и распределительного валов. При отсутствии сменных втулок (автомобили ГАЗ-MM, «Москвич») гнездам в блоке придают правильную геометрическую форму развертыванием, а опорные шейки хромируют и прошлифовывают на требуемый размер.
Кулачки с небольшим износом и задирами зачищают вначале крупной, а затем мелкой наждачной бумагой, которая должна облегать не менее половины профиля кулачка.
При большом износе кулачков вал заменяют или наплавляют изношенные места газовой сваркой сплавом сормайт. При этом вал помещают в ванну с водой, оставляя на поверхности только часть кулачка, подлежащую наплавке. При наплавке поверхность кулачка достаточно нагреть до состояния «потения», и расплавленный сормайт будет хорошо растекаться по поверхности. При отсутствии сормайта наплавлять можно проволокой от старых клапанных пружин при помощи газовой или электродуговой сварки.
После наплавки сормайтом последующая обработка заключается только в зачистке, а при наплавке сталью необходима закалка. При значительном износе приводной шестерни масляного насоса распределительный вал следует заменить.
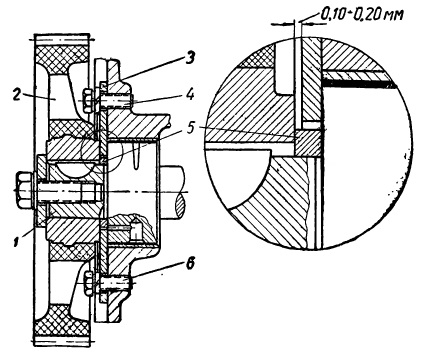
Рис. Крепление распределительного вала:
1 — распределительный вал; 2 — шестерня; 3 — упорная шайба; 4 и 6 — болты крепления упорной шайбы; 5 — распорное кольцо.
Увеличенный осевой зазор распределительного вала устраняют путем регулировки упорного болта, помещенного в крышке распределительных шестерен (автомобили ЗИС-5 и ЗИС-150). Для этого болт завертывают до упора в торец вала, а затем, отвертывают на 1/6 оборота и закрепляют контргайку. Если распределительный вал от осевого смещения удерживается упорной шайбой (автомобили М-20 «Победа», ГАЗ-51), то уменьшение осевого зазора до нормальной величины 0,10—0,20 мм достигается заменой изношенной упорной шайбы. Если же это окажется недостаточным, то следует уменьшить толщину распорного кольца, установленного между задним торцом ступицы распределительной шестерни и торцом первой опорной шейки распределительного вала.
Ремонт клапанов
Дефектами клапана могут быть:
- износ и обгорание рабочей фаски;
- коробление головки;
- износ поверхности и торца стержня;
- погнутость стержня.
Небольшой износ рабочей фаски клапана устраняется притиркой клапана к седлу.
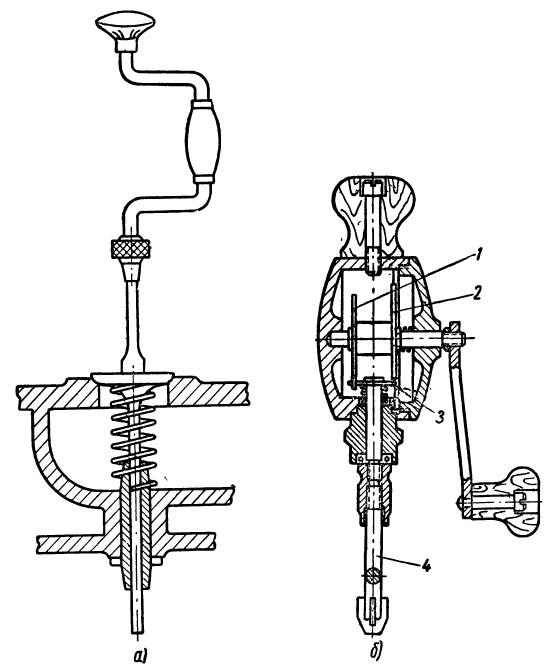
Рис. Приборы для притирки клапанов:
а — коловорот; б — притирочная дрель; 1 — ведущая шестерня с шестью зубьями; 2 — ведущая шестерня с девятью зубьями; 3 — ведомая шестерня шпинделя; 4 — шпиндель.
Для притирки клапана проделывают следующие операции:
- Надевают на стержень клапана слабую пружину и устанавливают клапан в направляющую втулку.
- Рабочую фаску клапана смазывают притирочной пастой и при помощи коловорота (рис. а) или специальной притирочной дрели (рис. б) вращают клапан вправо и влево на 1/4 оборота, постепенно поворачивая клапан кругом. При пользовании специальной притирочной дрелью ее рукоятку повертывают все время в одну сторону, причем ведомая шестерня и шпиндель вращаются попеременно то в одну, то в другую сторону. Достигается это тем, что две ведущие шестерни, вращаемые рукояткой, имеют по своей окружности неполное число зубьев (у одной шесть зубьев, у другой — девять), расположенных на противоположных сторонах. При вращении клапан прижимают к седлу, а при изменении направления вращения отпускают, причем клапан приподнимается от седла пружиной. В процессе притирки необходимо добавлять пасту.
- Конец притирки определяют появлением на рабочей фаске ровного матово-серого кольца без пятен.
- Герметичность клапана проверяют специальным прибором (рис. а) под давлением воздуха. При проверке стакан прибора плотно прижимают к поверхности блока и резиновой грушей создают давление 0,6—0,7 ат. Если в течение 1/2 мин. давление по манометру не падает, — герметичность хорошая. Герметичность клапана проверяют и более простым прибором (рис. б), причем поверхность вокруг клапана вытирают и припудривают мелом. Прибор устанавливают на клапан, затем рукояткой плотно прижимают резиновый присос книзу и отпускают его. Если клапан хорошо притерт, то прибор прочно удерживается на поверхности блока (прибор слегка покачивают рукой за головку).При недостаточной герметичности прибор держаться не будет. При наличии глубоких раковин и рисок рабочую фаску клапана сначала прошлифовывают, а затем только притирают. Шлифование фаски клапана выполняют на приборах с ручным или электроприводом.Клапан закрепляют под определенным углом по отношению к шлифовальному камню (45 или 30°) в патроне прибора. При работе прибора шлифовальный камень вращается с числом оборотов 4000—5000 в минуту, а патрон с клапаном — 120—140 в минуту.Подача патрона с клапаном и бабки с камнем осуществляется рукоятками.
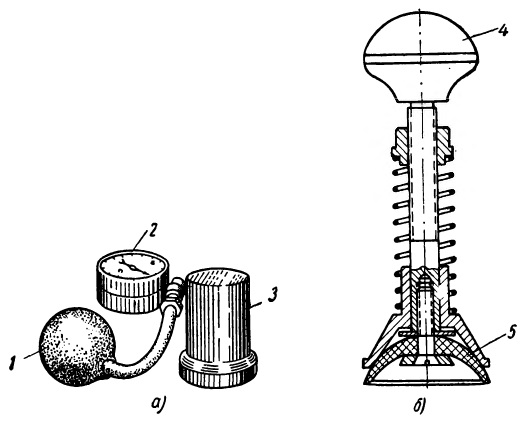
Рис. Приборы для проверки герметичности клапанов:
а — прибор с манометром; б — прибор с присосом; 1 — резиновая груша; 2 — манометр; 3 — стакан; 4 — головка; 5 — резиновый присос.
Изношенные головки клапанов восстанавливают до нормального размера путем их раздачи, при этом головку клапана нагревают до 900—1000°, устанавливают клапан в матрицу и оправкой под прессом или ударами молотка производят раздачу. Затем головка подвергается механической обработке способами, указанными выше. Клапаны, головки которых имеют коробление, заменяют новыми.
Погнутые стержни клапанов выправляют под прессом, а затем проверяют индикатором на биение в центрах. Биение стержня не должно превышать 0,03 мм.

Рис. Прибор для шлифования клапанов с электроприводом:
1 — рукоятка для подвода клапана к шлифовальному камню; 2 — патрон для закрепления клапана; 3 — клапан; 4 — шлифовальный камень; 5 — подвижная шлифовальная бабка; 6 — электродвигатель; 7 — рукоятка для осевого перемещения бабки.
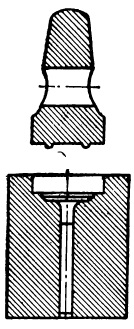
Рис. Матрица и оправка для раздачи головки клапана.
Изношенные стержни клапанов шлифуют под ремонтный размер или восстанавливают до номинального или ремонтного размеров хромированием.
Изношенный торец стержня при регулируемых клапанах шлифуют до получения гладкой поверхности, а при нерегулируемых клапанах (автомобиль ГАЗ-MM) торец наплавляют сталью от старого клапана и затем обрабатывают до требуемого размера. При наплавке во избежание коробления стержня клапан помещают в ванну с водой, оставляя на поверхности только торец высотой 20—25 мм.
Регулировка зазора между клапаном и толкателем
Для регулировки зазора необходимо:
- повернуть рукояткой коленчатый вал до полного закрытия регулируемого клапана;
- удерживать толкатель ключом в течение всей регулировки;
- отвернуть вторым ключом контргайку болта на 0,5—1 оборот и поворотом регулировочного болта установить зазор, в котором вставленный щуп соответствующей толщины будет проходить с небольшим усилием;
- завернуть контргайку, повернуть коленчатый вал на два оборота и щупом снова проверить правильность зазора.
В такой последовательности надо регулировать и остальные клапаны.
В двигателях автомобилей ГАЗ-MM зазор при эксплуатации не регулируют, а устанавливают при ремонте, удлиняя стержень клапана (для уменьшения зазора) в холодном состоянии на оправке или подпиливая торец стержня (для увеличения зазора).
Ремонт толкателей
К основным дефектам толкателей относится износ стержня и торцевой поверхности тарелки. Стержень толкателя восстанавливают шлифованием его на меньший ремонтный размер. Шлифуют стержни на токарном станке с супортно-шлифовальным приспособлением или на круглошлифовальном станке. При небольшом износе торцевой поверхности тарелки ее шлифуют, а при значительном износе поверхность тарелки наплавляют металлом газовой или электродуговой сваркой. Во избежание отпуска наплавку делают опуская стержень в водяную ванну.
В качестве присадочного материала можно использовать старые клапанные пружины.
После наплавки, не давая остыть металлу, толкатель быстро опускают в ванну с холодной водой и закаливают наплавленную поверхность. После закалки плоскость обрабатывают на наждачном точиле, а затем шлифуют на станке.
Источник
Замена распредвала — порядок действий
ГлавнаяТюнингУстановка распределительных валов самостоятельно
Распределительный вал является частью системы газораспределительного механизма любого двигателя. Задачей распредвала является синхронизация рабочих тактов ДВС (упорядоченное открытие и закрытие клапанов для впуска горючей смеси и выпуска отработавших газов). От него зависит работа двигателя и исправность многих запчастей автомобиля.
Распределительный вал может размещаться как сверху, так и снизу. На некоторых двигателях устанавливается два распредвала.
Вращение распредвала происходит путем передачи крутящего момента от коленчатого вала посредством цепной или ременной передачи. При этом угловое смещение распредвала прямо пропорционально зависит от углового смещения коленвала. Соответствие угловых смещений влияет на работу двигателя – если они не будут соответствовать друг другу, то порядок работы цилиндров будет нарушен, и как результат, ДВС не будет работать.
Причины для снятия-установки распредвала на двигатель
Причин для снятия либо замены распределительного вала на самом деле не очень много:
- замена цилиндропоршневой группы;
- ремонт головки блока цилиндров;
- при тюнинге силового агрегата;
- неисправности распределительного вала.
Узнать о неисправном распределительном вале можно по характерному глухому стуку при пуске двигателя. Однако появление стука может говорить не только о неисправности распредвала, но и о неисправностях других узлов и систем автомобиля. Среди неисправностей распредвала стоит отметить следующие:
- износ, царапины или задиры на опорных шейках;
- износ посадочных мест распредвала в постели;
- деформация или трещины распредвала.
Дефектовка распределительного вала
Среди деталей двигателя именно распределительный вал Имеет кулачки, которые при вращении вала взаимодействуют с толкателями и обеспечивают выполнение машиной (двигателем) операций (процессов) по заданному циклу. является своеобразным «диспетчером» – он отвечает за порядок и продолжительность открывания клапанов. Если распредвал окажется сильно изношенным, двигатель не будет развивать полную мощность. А выход распредвала из строя, как правило, приводит к дорогому ремонту, вплоть до замены головки блока, клапанов и даже ремонта блока цилиндров. Грамотная дефектовка распределительного вала сбережёт немало времени и сил при ремонте.
Дефект 1. Сильный износ, задиры и царапины на поверхностях опорных шеек распределительного вала.
- Работа двигателя с недостаточным давлением в системе смазки.
- Работа двигателя с недостаточным уровнем масла в картере.
- Работа двигателя на некачественном масле.
- Сильный перегрев, приводящий к разжижению масла.
- Попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла.
- Работа двигателя с засоренным масляным фильтром.
- Работа двигателя на грязном масле.
- Большой пробег двигателя.
- Капитальный ремонт двигателя. Замена распределительного вала. В некоторых случаях — шлифовка шеек распределительного вала в ремонтный размер и установка утолщённых (ремонтного размера) вкладышей или втулок. Проверка посадочных мест под распределительный вал в головке блока цилиндров или в блоке цилиндров. В некоторых случаях — ремонт посадочных мест под распредвал. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 2. Сильный износ и задиры на рабочих поверхностях кулачков распределительного вала.
- Работа двигателя с недостаточным давлением в системе смазки.
- Работа двигателя с недостаточным уровнем масла в картере.
- Работа двигателя на некачественном масле.
- Сильный перегрев, приводящий к разжижению масла.
- Попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла.
- Работа двигателя с засорённым масляным фильтром.
- Работа двигателя на грязном масле.
- Большой пробег двигателя.
- Неотрегулированный зазор в клапанном механизме.
- Дефекты гидрокомпенсаторов.
- Дефекты и повреждения деталей привода клапанов (толкателей, штанг, коромысел).
- Неверно установленные фазы газораспределения.
- Замена распределительного вала. Проверка, регулировка и при необходимости ремонт клапанного механизма. Замена гидрокомпенсаторов. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
Дефект 3. Прогиб распределительного вала.
Во всех вышеизложенных случаях обязательно проверяйте изгиб распределительного вала. Распределительный вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб опорных шеек, вращая распред вал рукой. Изгиб не должен превышать: для легковых моторов 0,05 мм; для грузовых моторов 0,1 мм. При большем прогибе распредвал подлежит замене!

Причина исчезновения компрессии — кривой распредвал. Fiat Fiorino III 1.3d
Дефект 4. Трещины распредвала.
- Попадание в цилиндр посторонних предметов.
- Разрушение ремня или цепи привода газораспределительного механизма.
- Неверно установленные фазы газораспределения.
- При наличии трещин распределительный вал ремонту не подлежит! Замена распредвала.
Примечание: Как правило, в результате описанных причин происходит соударение поршней и клапанов. Через детали привода клапанов энергия ударов передается распредвалу, что может привести к образованию трещин. В большинстве случаев трещины приводят к поломке распредвала прямо во время работы двигателя.
Дефект 5. Выработка и царапины на поверхности под сальники распределительного вала.
- Длительная работа двигателя.
- Попадание посторонних частиц в моторное масло.
- Неаккуратное обращение с распредвалом при замене сальников на двигателе.
- При наличии незначительных царапин возможна шлифовка поверхностей под сальники. При наличии незначительной выработки устанавливаются новые сальники с небольшим осевым смещением. В противном случае — замена распредвала.
Дефект 6. Разрушение шпоночных пазов и посадочных мест под установочные штифты, а также под шкивы или шестерни привода распредвала.
- Неправильная затяжка болтов, крепящих шкивы или шестерни.
- Биение шкивов или шестерён.
- Последствия аварии, при которой произошла деформация моторного отсека.
Дефект 7. Разрушение резьбы в крепёжных отверстиях.
- Неправильная затяжка крепёжных болтов.
На какие неисправности указывает стук распределительного вала
В некоторых случаях при пуске холодного двигателя появляется посторонний глухой стук в клапанной крышке. Это связано с тем, что у «холодного» ДВС смазка в трущихся деталях отсутствует и после запуска моторное масло начинает смазывать трущиеся детали, в результате чего стук впоследствии пропадает.
На появление стука влияют:
- неисправность постели распредвала;
- деформация распредвала или его частей;
- естественный износ кулачков распредвала;
- неисправность системы смазки, в том числе низкое качество или несвоевременная замена моторного масла;
- неправильный процесс подачи топлива.
Замена распредвала ВАЗ
Сейчас читают
Диагностика и замена датчиков давления масла в двигателях…
Где стоит предохранитель на бензонасос
Все двигатели переднеприводных автомобилей ВАЗ – четырехцилиндровые, 8-ми или 16-ти клапанные, соответственно, могут быть одновальными или двухвальными. На автомобилях ВАЗ 2108-15 в качестве привода используется ремень ГРМ. Замена распредвала ВАЗ на 16-клапанном моторе несколько отличается от работы, проводимой на 8-кл. ДВС:
- она получается несколько сложнее;
- немного по-другому выставляется метки ГРМ.
На Вазовской «классике» (ВАЗ-2101-07) и внедорожниках «Нива» двигатели имеют цепную передачу. Сложность замены РВ на движках с цепным приводом зависит от топливной системы – на инжекторах приходится немного больше снимать и ставить деталей в процессе разбори и сборки, чем на карбюраторных моторах.
Определяем необходимость замены распредвала
Необходимость ремонта или замены распределительного вала можно узнать только после его дефектовки, которая возможна только при снятом распредвале и наличии специальных инструментов.
Прежде чем вынуть распредвал из постели, нужно проверить его на осевое смещение. Для этого нужно несильно стукнуть по постели и если появится стук, то, скорее всего, распредвал неисправен.
В целом, диагностику распределительного вала можно провести без специального инструмента, визуально. Однако такой способ позволяет выявить только визуальные дефекты (царапины, задиры, трещины, износ кулачков в виде «огранки»), тогда как
При помощи микрометра проверьте диаметр опорных шеек и опор корпуса распредвала. При отклонении размеров от допустимых их можно отремонтировать, но очень часто проще купить новые запчасти, так как восстановление ремонтных размеров обходится дороже.
Пока доступ к частям газораспределительного механизма открыт (снят распредвал), то обязательно осмотрите и другие его составляющие: коромысла, маслосъемные колпачки, пружины и других детали.
Основными дефектами распределительного вала является: изгиб, износ опорных шеек и шейки под распределительную шестерню, износ кулачков.
Биение промежуточных опорных шеек проверяют при установке вала в призмы на крайние опорные шейки. Если биение превышает допустимое значение, то вал правят под прессом.
Изношенные шейки шлифуют на меньший диаметр до одного из ремонтных размеров. После шлифования шейку полируют абразивной лентой или пастой ГОИ. При этом осуществляют замену изношенных опорных втулок на новые. Внутренний диаметр новых запрессованных втулок обрабатывают разверткой или расточкой резцом под размер перешлифованных шеек распредвала.
Опорные шейки вала, вышедшие из ремонтных размеров, восстанавливают хромированием или осталиванием под номинальный или ремонтный размеры.
При небольшом износе кулачков дефект устраняют шлифованием на копировально-шлифовальном станке. При значительном износе вершину кулачка можно восстановить накладкой с последующим шлифованием. После шлифования кулачки распредвала полируют полировальной лентой или пастой ГОИ № 10.
4.селективный подбор деталей
Способ селективного подбора деталей. При этом способе поля допусков размеров обеих сопрягаемых деталей делят на несколько одинаковых интервалов, а детали после обмера сортируют в соответствии с этими интервалами на размерные группы. В каждую размерную группу входят детали, фактические размеры которых лежат в пределах суженного поля допуска. Последнее можно вычислить, если разделить величину всего поля допуска детали на количество принятых размерных групп. Группы сопряженных деталей должны обозначаться одинаково: цифровой или буквенной маркировкой, а иногда красками различных цветов. По избежание возможных ошибок для маркировки детали предназначено определенное место, так как красками кроме того маркируются весовые группы, а также восстановленные детали. Дальнейшее комплектование сопрягаемых деталей одинаковых размерных групп может производиться: а) без подбора, т. е. на основе взаимозаменяемости в пределах размерной группы. Такая взаимозаменяемость иначе называется ограниченной (в отличие от полной). Примером может служить комплектование деталей для сопряжения палец— отверстия в бобышках поршня; б) с подбором в пределах каждой размерной группы. Диапазон размеров подбираемых деталей уменьшен во столько раз, сколько размерных групп деталей было принято. Это значительно снижает трудоемкость процесса комплектования по сравнению с подбором деталей в пределах общего поля допуска на размер детали (например, комплектование деталей для сопряжения поршень — цилиндр).
Необходимые инструменты для проведения работ
В процессе съема и установки распределительного вала потребуются следующие инструменты:
- ключи (головки) размерностью 7, 8, 10, 13, 17;
- вороток;
- динамометрический ключ;
- трещотка;
- отвертки фигурная и ударная плоская;
- молоток;
- микрометр.
Порядок замены и установки распредвала на примере «классики» Волжского автомобильного завода
Заменить распределительный вал своими руками не представляет особой сложности, но требует аккуратности и внимательности. При неправильной установке будет нарушен порядок работы цилиндров, что незамедлительно скажется на работоспособности двигателя.
Этапы замены распределительного вала:
1. Снятие навесного оборудования двигателя.
Для снятия распределительного вала, прежде всего, стоит снять мешающее навесное оборудование:
- шланг сапуна (ослабляем отверткой хомут и отсоединяем шланг от корпуса воздушного фильтра);
- воздушный фильтр с корпусом (откручиваем 3 гайки на крышке корпуса воздушного фильтра и 4 гайки крепления корпуса воздушного фильтра к карбюратору);
- трос подсоса (откручивается при помощи отвертки и ключа);
- привод газовой заслонки (снимается путем разъединения привода и удаления стопорных шайб).
Чтобы в карбюратор и затем в камеру сгорания ничего не попало (например, гайка, шайба и др., накрываем его тряпкой либо затыкаем ею отверстия карбюратора.
2. Снятие клапанной крышки силового агрегата.
Откручиваем 8 гаек, крепящих крышку клапанов к головке блока цилиндров, снимаем и промываем ее.
При установке клапанной крышки рекомендуется заменить ее прокладку. Это связано с тем, что после сборки через нее может продавливаться моторное масло. При выборе прокладки стоит отдать предпочтение резино-корковой.
3. Снятие распредвала ДВС.
Прежде чем снять распределительный вал, необходимо сначала совместить отметку на шестеренке привода с выступом на постели распределительного вала.
Для снятия распредвала сначала необходимо освободить его шестеренку от цепи привода ГРМ. Для этого:
- при помощи ключа ослабляем натяжитель цепи;
- отгибаем контрящую шайбу и откручиваем ключом болт;
- снимаем с шестеренки цепь, и, чтобы она не упала вниз, подвешиваем ее (например, на проволоку);
- в шахматном порядке от краев к центру откручиваем гайки крепления постели распредвала к головке блока цилиндров;
- снимаем пастель с распредвалом в сборе с посадочных шпилек;
- откручиваем два болта, удерживающие упорный фланец в торце постели, и снимаем фланец;
- достаем из постели распределительный вал.
4. Дефектовка распредвала ДВС.
Перед тем как покупать новый распредвал, необходимо продефектовать (см. «Определяем необходимость замены распредвала») снятый, ведь возможно неисправность ДВС заключалась не в нем.
5. Установка распредвала и сборка двигателя.
Установка распредвала происходит в обратной снятию последовательности. Для избежания перекоса при установке постели распредвала, болты закручиваются в определенном заводом-изготовителем порядке и с определенным усилием (для «классики» ВАЗа это 18,3 Н/м).
После замены распредвала необходимо обязательно провести регулировку натяжения цепи привода ГРМ и регулировку клапанов, в ином случае в будущем вам придется их ремонтировать.
После проведенных работ первое время осматривайте двигатель и прислушивайтесь к его работе и в случае чего сразу же устраняйте обнаруженные дефекты проведенного ремонта.
Источник