Pereosnastka.ru
Обработка дерева и металла
Выключатель нагрузки ВНП -16. При ремонте выключатель очищают от пыли, грязи и старой смазки. Проверяют состояние изоляторов, пластмассовых деталей дугогасительной камеры. Проверяют рабочие и особенно дугогасительные подвижные и неподвижные контакты на отсутствие механических повреждений. Разбирают дугогасительную камеру, очищают от копоти. Трещины на поверхностях камеры недопустимы. Осматривают вкладыш из оргстекла. Если толщина стенок вкладыша меньше 1 мм, его заменяют. При незначительных обгораниях подвижного дугогасительного и неподвижного контактов их аккуратно опиливают напильником и зачищают мелкой шкуркой, после чего протирают ветошью, смоченной в бензине.
Проверяют, свободно ли входит подвижный (нож) дугогасительный контакт в горловину дугогасительной камеры. При повороте вала на 70 — 75° ножи должны перемещаться на 58 а дугогасительный подвижный контакт входить в камеру на 160 мм. Если при включении выключателя ножи ударяются о неподвижный контакт, необходимо это устранить путем изменения длины тяги, соединяющей с приводом.
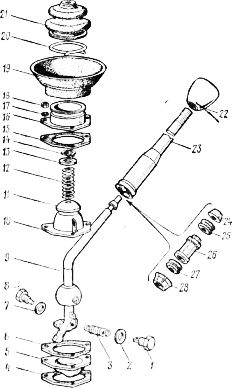
Рис. 1. Выключатель нагрузки ВНП -16:
а – общи» вид, б — дугогасительная камера, в — отключающие пружины (во взведенном состоянии); 1 – рама, 2-3- рабочие контакты. 4 – стальные пластины, 5 — дугогасительный контакт, 6 – дугогасительная камера, предохранитель, 8 — вал, 9 — отключающая пружина, 10 — резиновый оуфер, 11 – приводной рычаг, 12 – стойка неподвижного контакта, 13-неподвижный контакт, 14 — щека, 15 — вкладыш, 16 — положение подвижного контакта в момент отключения выключателя, 17-— основной неподвижный контакт выключателя, 18 – гибкая связь, 19 – пружинящая пластина, 20 – резиновая шайба, 21 – стальная шайба, 22 – упорная планка, 23 и 24 — пружины, 25 — вилка
Поверхность соприкосновения контактов должна составлять не менее 75% площади их рабочей поверхности. Во включенном положении подвижные и неподвижные контакты должны быть плотно прижаты друг к другу. Погнутость контактов должна быть устранена. Место присоединения заземляющего провода должно быть зачищено до металлического блеска и смазано тонким слоем технического вазелина. Смазка дугогасительных контактов исключена.
Проверяют и добиваются безотказной работы привода, отсутствие в нем осевых люфтов, перекосов контактов при включении. Осматривают изоляторы и при небольших повреждениях поверхности глазури изоляторов эти места покрывают влагостойким лаком — асфальтовым, глифталевым. Его наносят двумя слоями и сушат в течение 2 — 3 ч при температуре 110 °С. Незначительные сколы поверхности (до 1 см2) могут быть приклеены карбональным клеем при условии очистки склеиваемой поверхности бензином. Проверяют прочность колпачков и фланцев. Выкрашенную армировочную массу восстанавливают, предварительно очистив поверхность от грязи, пыли и масла следующей замазкой: 1 часть (по массе) портландцемента, 1,5 части песка, 100 частей смеси размешивают в 40 частях воды.
Все работы по разборке узлов, регулировке, подтяжке контактов производят при снятом напряжении.
Разъединители. Ремонт разъединителей сводится к ремонту изоляторов, контактной системы, приводного механизма и каркаса (цоколя).
Перед ремонтом разъединителей производят их внешний осмотр, чтобы выявить имеющиеся дефекты и объем ремонтных работ. Особенно тщательно осматривают контактные части, так как трещины, выбоины и раковины в них могут вызвать аварию. Для устранения раковин и выбоин опиливают поврежденные части контактов.
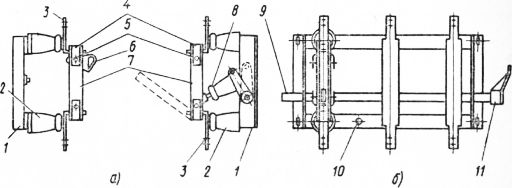
Рис. 2. Разъединитель:
а — однополюсный, б — трехполюсный; 1 — рама (цоколь), 2 — изолятор, 3 — контакт, 4 — стальные пластины, 5 — пружина, б — замок, 7 — нож, 8 — фарфоровая тяга, 9 — вал, 10 — болт заземления, 11 — рычаг
Появление пленки окиси на поверхности контактов разъединителей увеличивает их переходное сопротивление, что ведет к чрезмерному нагреву, который легко установить по появлению на них цветов побежалости. Дефект устраняется зачисткой контактов мелкозернистой стеклянной шкуркой. Очищенную поверхность контакта покрывают тонким слоем технического вазелина.
Искривление ножей подвижных контактов может служить причиной боковых ударов ножа при включении. Устранить неисправность можно взаимным перемещением подвижных и неподвижных контактов относительно друг друга или устранением кривизны. При ударах ножа о головку опорного изолятора неподвижного контакта неисправность устраняют регулированием тяги привода.
Если вал имеет продольное перемещение, то устранить его возможно установкой плоских шайб или кольцами из согнутой проволоки диаметром 4—5 мм. Шайбы и кольца устанавливают с двух сторон и приваривают в нескольких точках к валу. Кроме того, продольное перемещение можно ликвидировать, если просверлить на валу отверстия с одной стороны стенки рамы и установить шплинты.
Плотное соприкосновение подвижных и неподвижных контактов обеспечивается специальными пружинами, создающими требуемое нажатие. Уход за состоянием пружин сводится к их внешнему осмотру.
Плотность прилегания контактов проверяют щупом толщиной 0,05 мм и шириной 10 мм. Просовывая щуп в промежуток между подвижным и неподвижным контактами, устанавливают величину, на которую он углубляется в зазор. Если эта глубина превосходит 4—5 мм, ножи подвижного контакта регулируют.
Холостой ход привода не должен превосходить 5 При большем ходе уменьшают зазоры в сочленениях.
Отремонтированный разъединитель проверяют неоднократным включением и отключением с помощью привода. Если при этом не обнаружится каких-либо признаков разрегулирования или других дефектов, разъединитель принимают в эксплуатацию.
Предохранитель ПК. При ремонте очистить от пыли и грязи фарфоровые изоляторы, патрон, осмотреть фарфор и армировку на торцах патрона, армировку латунных колпачков. Поврежденную армировку восстановить. Проверить плотность соприкосновения контактных поверхностей латунных колпачков или ножей с пружинным неподвижным контактом. Если нужно, можно усилить уплотнение подгибанием контактных зажимов. Если контакт от перегрева потерял упругость, его заменяют.
Указатель срабатывания должен легко перемещаться. В противном случае предохранитель заменяют. В виде исключения можно работать и без указателя.
Проверяют контактные соединения с ошиновкой. В конструкции предохранителя с кварцевым заполнением предусмотрена многократная перезарядка, которая выполняется квалифицированным персоналом в ремонтных мастерских согласно заводским инструкциям. Целостность плавкой вставки проверяют контрольной лампой или прозвонкой индуктором. Полноту засыпки кварцевого песка проверяют легким встряхиванием. Старый песок оставляют в исключительных случаях, если он не спекся и не отсырел (влажность меньше 0,05%). Размер песчинок 0,5-1 мм. Колпачки крепят на цементном растворе (марки 400-500), чтобы не допустить проникновения влаги в патрон.
Указатель срабатывания состоит из металлической крышки с втулкой, внутри которой помещена спиральная пружина. Один конец закреплен к дну втулки, второй — к головке указателя и снабжен небольшим крючком, который зацепляют за находящуюся внутри указателя проволоку, которая, перегорая, выбрасывает головку.

Рис. 3. Кварцевый предохранитель ПК:
1 — контактные выводы, 2 — ограничители, 3 — фарфоровый патрон, 4 — кварцевый песок, 5 — плавкие вставки, 6 — латунные колпачки, 7 — указательное устройство, 8 — контактный держатель, 9 — изолятор, 10 — указательная проволока, 11 — керамический стержень
Ремонт распределительных шин. При осмотре шин очищают их от пыли, проверяют крепления. Болты следует затягивать с нормальным усилием 150 — 200 Н, чтобы не превзойти предел текучести материала шин и болтов. Качество контактов проверяют щупом 0,05 х 10 мм, который не должен входить на глубину, большую 5 мм.
При нарушении контактной поверхности ее надо зачистить стальной щеткой или напильником под слоем втзелина. После зачистки слой снимают и покрывают слоем чистого вазелина.
Если контакт шин выполнен на сварке, при осмотре обращают внимание на отсутствие наплывов, трещин, прожогов, непроваров, что устанавливается легким постукиванием молотка.
Разрядник РВП -10. Он состоит из многократных искровых промежутков и последовательных нелинейных резисторов (сопротивлений), помещенных в фарфоровую покрышку. Единичный искровой промежуток состоит из двух фасонных латунных электродов 14, приклеенных к изоляционной миканитовой или картонной прокладке 15. Искровые промежутки в определенном количестве помещены в бакелитово-бумажный цилиндр, который не позволяет им смещаться друг относительно друга.
Резисторы набирают из вилитовых дисков, плоскости которых металлизируют алюминием, а боковые поверхности покрывают изолирующей обмазкой.
Наиболее характерные повреждения: сколы и трещины фарфоровой покрышки, нарушения герметичности и крепления внутренних деталей разрядника, увеличенный ток утечки (более 10 мА) и низкое пробивное напряжение промышленной частоты (менее 26-30,5 кВ).
Разрядник, как правило, находится все время во включенном положении. При осмотрах, особенно после грозы, и автоматических отключениях обращают внимание на целостность фарфоровых покрышек, они должны быть очищены от грязи и пыли. При наличии трещин на покрышке разрядник заменяют. Незначительные трещины эмалевого покрытия допускают дальнейшую эксплуатацию разрядника. Головки болтов и гайки должны быть окрашены, чтобы не было ржавых подтеков.
Полная ревизия разрядника производится одновременно с проведением текущего или капитального ремонта всего оборудования подстанции. Разрядник отсоединяют от шин и осторожно в вертикальном положении переносят к месту проверки и профилактических испытаний. Легким покачиванием проверяют на «слух» плотность укладки внутренних Деталей.
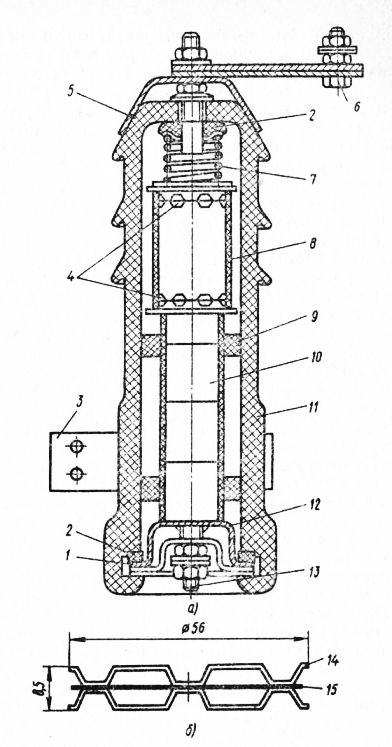
Рис. 4. Вентильный разрядник РВП -10:
а — общий вид, б — единичный искровой промежуток;
1 — металлический сегмент, 2 — озоностойкая резина, 3 — хомут, 4 — искровые промежутки, 5 — металлический колпак, б — болт для присоединения шины, 7 — спиральная пружина, 8 —изоляционный цилиндр, 9 — прокладка из фетра или войлока, 10 — резисторы, 11 — фарфоровая покрышка, 12 — нижняя диафрагма, 13 — болт для заземления, 14 — латунный электрод, 15 — изоляционная прокладка из миканита или картона
Источник
Ремонт выключателей нагрузки
 Ремонт выключателей нагрузки производят вместе с ремонтом остального оборудования подстанции в сроки, определенные номенклатурой работ. При ремонте выключателей нагрузки очищают все части выключателя от пыли, грязи, устаревшей смазки и ржавчины, проверяют вертикальность и надежность крепления рамы выключателя, внимательно осматривают изоляторы и пластмассовые дуг спасительные камеры для определения их целости. При наличии трещин их заменяют.
Ремонт выключателей нагрузки производят вместе с ремонтом остального оборудования подстанции в сроки, определенные номенклатурой работ. При ремонте выключателей нагрузки очищают все части выключателя от пыли, грязи, устаревшей смазки и ржавчины, проверяют вертикальность и надежность крепления рамы выключателя, внимательно осматривают изоляторы и пластмассовые дуг спасительные камеры для определения их целости. При наличии трещин их заменяют.
Дугогасительные камеры выключателей нагрузки разбирают, очищают о копоти, осматривают их вкладыши из оргстекла. При толщине стенок вкладышей меньше 1 мм их заменяют. Контролируют крепление изоляторов на раме и контактных, устройств па изоляторах.
Далее проверяют состояние подвижных и неподвижных, основных и дугогасительных контактов: устраняют погнутость подвижных дугогасительных контактов, опиливают напильником незначительное подгорание, а при сильном обгораний контакты заменяют.
Медленным включением выключателя убеждаются в совпадении осей подвижных и неподвижных основных контактов и в свободном вхождении подвижных дугогасительных контактов в горловину дугогасительных камер. При повороте вала выключателя на 70 о ножи должны перемещаться на 50°, а дугогасительные ползлжные контакты — входить в камеру на 160 мм.
Если включение выключателя оканчивается укором ножей в закраины неподвижного контакта, необходимо это устранить изменением длины тяги, соединяющей вал выключателя с приводом.
Если выключатель нагрузки включается очень тяжело, следует зачистить и смазать трущиеся детали, а также про верить правильность соединения выключателя с приводом.
Затем проверяют четкость работы блокировки и состояние гибкой связи, соединяющей валы выключателя нагрузки. Последняя часть ремонта — подкраска каркаса, рычагов и тяг, а также смазка тонким слоем технического вазелина контактных поверхностей.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Ремонт разъединителей
Ремонт разъединителей складывается из ремонта изоляторов, токопроводящих частей, приводного механизма и каркаса.
Сначала удаляют с изоляторов (слегка смоченной в бензине тряпкой) пыль и грязь, внимательно осматривают с целью выявления дефектов и их устранения. Далее проверяют:
— крепления подвижных и неподвижных контактов разъединителя на изоляторах, а также токопроводящих проходных изоляторов,
— отсутствие при включении смещения подвижного контакта разъединителя относительно оси неподвижного. Если смещение вызывает удар подвижного контакта о неподвижный, его устраняют изменением положения неподвижного контакта,
— надежность контакта в месте соединения шин с неподвижными контактами разъединителя (стягивающие болты должны быть законтрены),
— плотность соприкосновения подвижного и неподвижного контактов разъединителя с помощью щупа толщиной 0,05 мм, который должен проходить на глубину не более 5 — 6 мм. Изменение плотности достигается затяжкой спиральных пружин на подвижном контакте разъединителя. Плотность контакта, однако, должна быть такой, чтобы втягивающие усилия не превышали 100 — 200 Н для разъединителей РВО и РВ на ток до 600 А,
 — одновременность качание ножей с губками трехфазного разъединителя. При разновременности касания расстояние А не должно превышать 3 мм. Регулировка достигается изменением длины поводков или тяг отдельных фаз. Нож разъединителя во включенном положении должен находится от основания неподвижного контакта на расстоянии, равном не более 5 мм,
— одновременность качание ножей с губками трехфазного разъединителя. При разновременности касания расстояние А не должно превышать 3 мм. Регулировка достигается изменением длины поводков или тяг отдельных фаз. Нож разъединителя во включенном положении должен находится от основания неподвижного контакта на расстоянии, равном не более 5 мм,
— момент замыкания блок-контактов разъединителя. В процессе включения цепь блок-контактов разъединителя должна замыкаться при приближении ножа к губке (допускается недоход ножей до губки 5 градусов), а в случае отключения — при прохождении ножом разъединителя 75% его полного хода. Регулировка достигается изменением длины тяги блок-контактов и поворотом контактных шайб на шестигранном валу,
— целостность пластин гибкой связи вала заземляющих ножей с каркасом разъединителя, присоединение заземляющей шины к разъединителю. Для надежности соединения поверхности заземляющей шины и рамы разъединителей вокруг отверстия для болта зачищают до блеска, смазывают тонким слоем вазилина и соединяют болтом. Во избежание коррозии вокруг места соединения болт необходимо покрасить,
— четкость работы механической блокировки вала разъединяющих и заземляющих ножей разъединителя. Трущиеся части разъединителей и привода покрывают незамерзающей смазкой, а при необходимости предварительно протирают смоченной в бензине тряпкой и зачищают шкуркой, затем устраняют ржавчину и окрашивают.
 Место контакта ножа и губки разъединителя покрывают тонким слоем незамерзающей смазки или вазелина. Последовательно контактные поверхности зачищают мягкой стальной щеткой.
Место контакта ножа и губки разъединителя покрывают тонким слоем незамерзающей смазки или вазелина. Последовательно контактные поверхности зачищают мягкой стальной щеткой.
капитально отремонтированный разъединитель должен пройти испытания.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник