- Ремонт размороженного блока двигателя зил 130
- Разработка технологического процесса восстановления блока цилиндров автомобиля ЗИЛ-130
- Анализ дефектов и выбор способа ремонта блока. Разработка схем технологического процесса, плана операций, маршрутной и операционных карт восстановления детали. Расчет режимов сварки трещины на стенке рубашки охлаждения, сверления блока и норм времени.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Ремонт размороженного блока двигателя зил 130
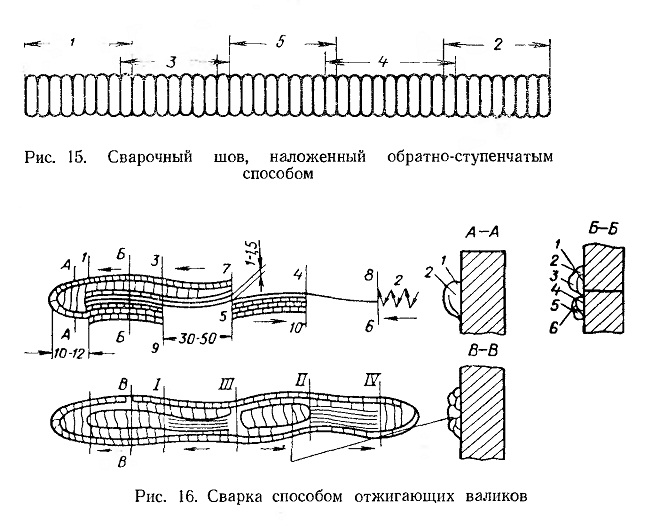
Рис. 15. Сварочный шов, наложенный обратно-ступенчатым способом
Рис. 16. Сварка способом отжигающих валиков
Затем, с одного конца на расстоянии 10—12 мм наплавляют участок треугольной формы рядом валиков, расположенных перпендикулярно направлению трещины (рис. 16). После охлаждения участка на него накладывают второй слой отжигающих валиков. Таким же образом заваривают второй конец трещи-
ны. Далее, по обоим краям трещины вдоль нее наплавляют подготовительные валики вразброс в последовательности, указанной на рисунке так, чтобы расстояние между двумя соседними подготовительными валиками равнялось 50—60 мм (длина подготовительных валиков обычно составляет 30—50 мм). После наложения подготовительных валиков и охлаждения до 18—20°С заплавляют участки трещины между подготовительными валиками прерывистыми участками, постоянно следя за тем, чтобы не допускать перегрева.
Рекомендуются следующие режимы: сила тока 120—160 а; напряжение 18—25 в; электрод ЦЧ-4 или проволока Св-8 диаметром 3,0—4,0 мм с меловой обмазкой. Сварку можно вести как на переменном токе, используя электросварочный трансформатор СТН-350, так и на постоянном, применяя при этом преобразователь ПС-300.
Сварка чугунных блоков цилиндров указанным способом позволяет ремонтировать их без предварительного подогрева. Ее применение дает возможность работать на переменном токе, использовать электроды из малоуглеродистой проволоки.
Однако при этом способе происходит науглероживание шва, что снижает его обрабатываемость и создает возможность при несоблюдении технологии к образованию трещин.
Ремонтные предприятия применяют и другие способы холодной сварки чугунных деталей: пучком комбинированных электродов (способ А. Г. Назарова), электродами из серого чугуна с меловой обмазкой и др.
Обломы и трещины на привалочных плоскостях блока цилиндров двигателей ЗИЛ-130 устраняют сваркой медно-нике-левыми электродами или электродами ОЗЧ-1. Это позволяет легко обрабатывать шов и наплавленные участки режущим инструментом.
Заварка трещин в алюминиевых блоках цилиндров двигателей 3M3-5 3. Блоки цилиндров двигателей 3M3-53 изготовлены из алюминиевого сплава АЛ-4, сварка которого имеет ряд особенностей, что создает определенные трудности. Трудности заключаются в том, что алюминий имеет относительно низкую температуру плавления (657°С), но при нагревании интенсивно соединяется с кислородом, образуя тугоплавкие окислы (их температура плавления 2050°С), которые, находясь на поверхности сварочной ванны, затрудняют сварку. Кроме того, алюминиевые сплавы весьма теплопроводны, при повышенных температурах хрупки, что при несоблюдении технологии сварки приводит к образованию трещин.
Сварку блока цилиндров двигателей 3M3-53 следует вести преимущественно нейтральной зоной ацетилено-кислородного пламени, либо пламени с некоторым избытком ацетилена. Трещину заваривают в следующем порядке.
Трещину по концам засверливают сверлом03—5 мм. Зону трещины на 15—20 мм с каждой стороны зачищают до металлического блеска стальной щеткой или на обдирочно-шлифовальном станке с гибким валом абразивным кругом. Затем блок нагревают до температуры 250—300°С в печи или разогревают зону расположения трещины пламенем газовой горелки и заваривают на передвижном стенде или на столе газосварщика. При этом место расположения трещины должно находиться в горизонтальном положении. По обе стороны трещины располагают кусочки присадочного материала из стержней алюминиевого сплава АЛ-4. Направляют пламя горелки на трещину, в которую вводят стальной крючок (рис. 17). Как только металл начнет плавиться, крючок углубляют на всю толщину стенки и помешивают расплавленный металл, разрушая пленку тугоплавких окислов и удаляя ее крючком из сварочной ванны. После этого крючком вводят в сварочную ванну присадочный материал, не отводя пламя горелки до заполнения ванны. Для растворения окислов применяют флюсы, состав которых приведен в табл. 3.
После медленного охлаждения сварочный шов зачищают заподлицо с поверхностью основного металла на обдирочношлифовальном станке с гибким валом.
Трещины можно заваривать и электродуговой сваркой постоянным током обратной полярности электродами из алюминиевой проволоки с покрытием, состоящим из флюса состава № 4 (см. табл. 3) — 65% по весу и 35% криолита. Толщина покрытия 0,7—1,0 мм на сторону. Диаметр электродной проволоки 4 мм, сила тока 100 а.
После заварки трещины блок цилиндров проверяют на герметичность. Если трещины располагались на рубашке охлаждения, то проверку осуществляют на стенде для гидравлических испытаний под давлением до 4 кГ/см2 в течение одной минуты. При этом течь воды и запотевание не допускаются.
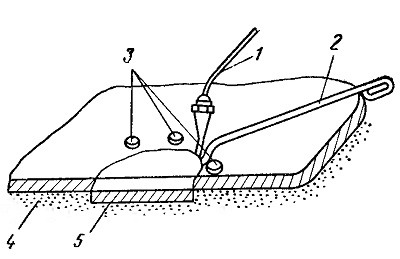
Рис. 17. Схема сварки деталей из алюминиевых сплавов:
1 — горелка; 2 — стальной крючок; 3 — присадочный материал; 4 — асбест; 5 — медная пластина
Состав флюсов, применяемых при ацетилено-кислородной сварке алюминия и его сплавов
Компоненты флюсов
Состав флюса, % по весу
Хлористый натрий
Хлористый калий . . —
Фтористый натрий . .
Фтористый калий
Хлористый литий .
Фтористый литий . .
Хлористый барий . .
Хлористый цинк
Плотность сварочного шва, не проходящего по стенкам рубашки охлаждения, можно проверить путем смачивания внутренней стенки керосином. Если плотность недостаточна, то на наружной стенке, предварительно натертой мелом, легко обнаруживается просачивающийся керосин через 5 мин.
Пористость сварного шва в рубашке охлаждения устраняют опрессовкой специальными растворами или лаками.
В рубашке охлаждения, залитой 5,5-процентным водным раствором хлористого железа, 3,5-процент.ным раствором натриевой селитры и 8-процентным раствором взумченного желез-ного сурика, создают давление 5—10 кГ/см2 и выдерживают
10—15 сек. Затем раствор сливают и деталь сушат при комнатной температуре.
Опрессовку производят также 10-процентным водным раствором жидкого стекла или 4,5-процентным раствором нашатыря под давлением 2—3 кГ/см2. При этом блок необходимо подогреть до температуры 85—96°С.
Заклейка трещин на наружной поверхности рубашки охлаждения. Поверхность, прилегающую к трещине, очищают от грязи, масла и коррозии, сверлят отверстия диаметром 4,9 мм по концам и вдоль трещины шагом 50—60 мм. Нарезают в отверстиях резьбу Мб, ввертывают в нее шпильки, выступающие части которых срезают заподлицо с поверхностью детали. По длине трещины разделывают канавку под углом 90° на глубину 3—3,5 мм при помощи абразивного круга, а острые углы кромок притупляют. Вырезают из плотной ткани заплаты. Первая заплата должна перекрывать разделанную канавку трещины на 8—10 мм, вторая — первую, а третья — вторую также на 8—10 мм. Подготавливают асбестовый шнур диаметром 2,5—3 мм по длине трещины и пропитывают его клеем БФ-2.
Очищенную поверхность и подготовленную трещину обезжиривают ацетоном или авиационным бензином при помощи ватного тампона или волосяной кисти. На обезжиренную поверхность наносят три тонких слоя клея БФ-2. После высыхания первого слоя наносят второй, а после высыхания второго третий слой клея БФ-2 и после неполного его высыхания укладывают в канавку асбестовый шнур. Затем накладывают первый слой заплаты и прикатывают ее роликом. Подготовленную заплату необходимо дважды пропитать клеем с обеих сторон и просушить на воздухе в течение 10—20 мин. Перед наложением заплаты на одну ее сторону наносят третий слой клея и подсушивают в течение 10—20 мин до полного высыхания.
В такой же последовательности подготавливают и накладывают вторую и третью заплаты. Наложенный слой тканевой заплаты прикатывают роликом. После наложения третьего слоя заплаты накладывают на этот слой плотный лист бумаги, резиновую или асбестовую прокладку, металлическую накладку, которые плотно прижимают струбцинами или грузом. Затем выдерживают блок при температуре 90—100° в течение 1—2 ч в сушильном шкафу или нагревают участки, прилегающие к заплате, паяльной лампой. После охлаждения нагретых участков и заплаты снимают струбцины, металлическую накладку, прокладку и зачищают заплаты от наплывов клея.
Отремонтированные блоки необходимо проверить на герметичность.
Заделка трещин эпоксидной пастой. Поверхность детали в зоне 25—30 мм с обеих сторон трещины очи-щают от грязи, масла и ржавчины до металлического блсска, на концах трещины сверлят отверстия диаметром 2 мм на проход. По длине трещины разделывают канавку под углом 60— 90° на глубину 2—3 мм.
За 3—4 мин до заделки трещины пастой зачищенную поверхность, а также трещину обезжиривают ацетоном. Обезжиривание авиационным бензином не рекомендуется из-за наличия в нем жировых веществ.
Блок устанавливают так, чтобы поверхность с трещиной находилась в горизонтальном положении, и дефектное место заполняют эпоксидной пастой, плотно вдавливая ее специальной лопаткой. Эпоксидный состав наносят слоем толщиной 2—3 мм.
Для лучшего заполнения подготовленного участка эпоксидной пастой рекомендуется подогревать его сварочной горелкой или паяльной лампой до температуры 70—80°С. При выдерживании блока при температуре 80—100° в течение 1—4 ч в сушильном шкафу или прогреве пламенем паяльной лампы в течение 5—10 мин наложенный слой эпоксидной пасты отвердевает. Прогревать следует с обратной стороны дефектного места На воздухе при комнатной температуре отвердение длится 24—26 ч.
После заделки трещин эпоксидной пастой и зачистки шов проверяют на герметичность. Для заделки трещин рекомендуется применять составы эпоксидной пасты, согласно данным табл. 4.
Источник
Разработка технологического процесса восстановления блока цилиндров автомобиля ЗИЛ-130
Анализ дефектов и выбор способа ремонта блока. Разработка схем технологического процесса, плана операций, маршрутной и операционных карт восстановления детали. Расчет режимов сварки трещины на стенке рубашки охлаждения, сверления блока и норм времени.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 05.12.2014 |
| Размер файла | 21,2 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство образования и молодежной политики
ГАОУ ВПО «НЕВИННОМЫССКИЙ ГОСУДАРСТВЕННЫЙ
Факультет техники и современных технологий
по дисциплине Ремонт автомобилей и двигателей
тема Разработка технологического процесса восстановления блока цилиндров автомобиля ЗИЛ-130
Студент гр. Т-610 Топчегречко Р.А.
Невинномысск, 2014 г.
1. Анализ дефектов и выбор способа ремонта детали
2. Разработка схем технологического процесса восстановления детали
3. Разработка плана технологических операций восстановления детали
4. Расчет режимов обработки и норм времени
4.1 Расчет режимов сварки трещины блока цилиндров и норм времени
4.2 Расчет режимов сверления и норм времени
5. Разработка маршрутной карты восстановления детали
6. Разработка операционных карт
7. Техника безопасности на участке по ремонту блоков цилиндров
Основное направление в развитии автомобильного транспорта предусматривает широкое внедрение в практику прогрессивной техники и технологии, а также значительное улучшение организации капитального ремонта автомобилей. Это обеспечит рост производительности труда и качества продукции, увеличение фондоотдачи, экономию материальных ресурсов, улучшение условий труда.
Одной из важнейших технических и экономических задач, которые стоят перед авторемонтным производством, является улучшение качества выпускаемой продукции. Теоретическими и экспериментальными исследованиями доказано, что с улучшением качества капитального ремонта ресурс автомобилей увеличивается в большей степени, чем стоимость ремонта, а при этом затраты на последующую эксплуатацию существенно уменьшаются.
Эффективность капитального ремонта определяется наличием у большинства деталей остаточных ресурсов долговечности. Классификация деталей по срокам службы от начала эксплуатации до момента возникновения предельного состояния по прочности дает возможность наиболее полно реализовать остаточную долговечность деталей.
Создание научно обоснованных технических условий и их соблюдение при капитальном ремонте дает возможность при наименьших затратах на ремонт и эксплуатационные издержки получить максимальную наработку агрегатов и автомобилей после капитального ремонта. Для соблюдения технологической дисциплины на авторемонтных заводах должен применяться пооперационный и выходной контроль выпускаемой продукции. При этом применяемые приспособления и оборудование должны обеспечивать контроль качества функционирования структурных и интегральных показателей работы агрегатов автомобиля в целом.
В развитии авторемонтного производства большая роль принадлежит дальнейшему укреплению связей науки и практики.
ремонт сварка сверление
1. Анализ дефектов и выбор способа ремонта детали
Блок цилиндров двигателя ЗИЛ-130 является базовой деталью и представляет собой массивный литой корпус изготовленный из серого чугуна СЧ 18-36 с твердостью НВ 170-229.
В процессе дефектации блока цилиндров выявлено следующее:
— трещина стенки рубашки охлаждения длиной 30 мм;
— износ отверстий под толкатели до Ш25,06мм.
Для разработки технологического процесса восстановления блока цилиндров воспользуемся техническими требованиями представленными в Руководстве по КР автомобиля ЗИЛ-130.
В технических требованиях на дефектацию приведены: наименование дефекта; способ установления дефекта и средства контроля; размеры по рабочему чертежу и допускаемые без ремонта; рекомендуемые способы ремонта.
Дефект №1 — Трещина стенки рубашки охлаждения
— заделыванием с помощью фигурных вставок;
— нанесением состава на основе: эпоксидной смолы, эпоксидной смолы с наложением накладок из стеклоткани, эпоксидной смолы с наложением металлической накладки и закреплением ее болтами;
— газовой сваркой с предварительным подогревом детали;
— электродуговой сваркой (ручной или полуавтоматической, электродами из стали, цветных металлов и сплавов)
Сопоставляя преимущества и недостатки вышеприведенных способов, а также исходя из соображений безопасности, надежности и легкости проведения последующей обработки детали принимаем в качестве метода ремонта — заварку трещины электродуговой сваркой. Сварку осуществляем электродами МНЧ-1 (63% Ni + 37% Сu) диаметром 3. 4 мм со специальным фтористо- кальциевым покрытием.
Дефект №2 — Износ отверстий под толкатели
— развертывание под ремонтный размер
2. Разработка схем технологического процесса восстановления детали
На основании принятых способов восстановления составляем схемы технологических процессов на устранение каждого дефекта в отдельности.
Наименование операций и содержание перехода
Схема № 1 Трещина стенки рубашки охлаждения
Источник