Коррозионные отказы на установках каталитического риформинга
Процесс каталитического риформинга предназначен для получения высокоароматизированных бензиновых дистиллятов, которые могут использоваться как высокооктановый компонент бензина или сырье для получения индивидуальных ароматических углеводородов. Процесс проводят на катализаторах при температуре 480—580°С и давлении от 1,5 до 5,0 МПа в зависимости от вида катализатора в атмосфере водородсодержащего газа. Присутствующие в сырье установки в прямогонных бензиновых фракциях серо-, азот-, кислород- и галогенсодержащие соединения могут отравлять катализатор. Поэтому в состав современных установок каталитического риформинга включают блок гидроочистки, предназначенный для удаления из сырья этих компонентов.
На рис. 2.6 представлена принципиальная схема одной из установок каталитического риформинга.

Прошедшее гидроочистку сырье подается на смешение с циркулирующим водородсодержащим газом. Далее газосырьевую смесь (ГСС) нагревают сначала в теплообменниках 1, затем в нагревательной секции печи 2 до 500—520°С. После этого сырье поступает в первый реактор риформинга 3, потом в печь 2 для промежуточного подогрева, затем во второй реактор 3, опять на промежуточный подогрев и снова в реактор 3 (уже в третий). Продукты риформинга (газопродуктовая смесь — ГПС) из последнего реактора охлаждают в теплообменниках 1, затем в воздушном и водяном холодильниках 4 и 5. В сепараторе высокого давления бот ГПС отделяют водородсодержащий газ. (На схеме не приведен блок очистки газа.) Далее в сепараторе 7 от риформата отделяют углеводородный газ, и жидкий риформат направляют на стабилизацию в колонну 8.
До сих пор еще на заводах встречаются установки без блоков гидроочистки. В этом случае превращение серо-, хлор-, азот- и кислородсодержащих соединений происходит на катализаторе риформинга, и на установках появляются серьезные проблемы, связанные с активной коррозией аппаратов и трубопроводов линии риформата. По своей природе, интенсивности и характеру поражения эти проблемы аналогичны тем, что возникают на установках гидроочистки по линии гидрогенизата. Они выражаются в активном общем и язвенном поражении трубопроводов, теплообменной аппаратуры и сепараторов под действием конденсирующейся влаги, содержащей соляную и сероводородную кислоты. Эти поражения носят катастрофический характер при переработке сырья, полученного из нефти, в которую при добыче искусственным путем были введены хлорорганические соединения.
В случае отсутствия на установке блока гидроочистки не исключена активная язвенная коррозия аппаратов и трубопроводов по линии риформата под слоем отложений, состоящих из хлорида аммония, а также, в менее значительном количестве, сульфида аммония, хлорида и сульфида железа. Интенсивность поражения определяется количеством хлор-, азот-, серо- и кислородсодержащих соединений в сырье установки. Использование блоков гидроочистки в значительной степени снижает указанные проблемы.
В то же время даже при наличии блока гидроочистки возможна существенная высокотемпературная сероводородная коррозия оборудования, работающего при температуре выше 260°С. Опасность этого вида разрушения зависит от содержания серы в поступающем на установку гидрогенизате. Если оно не превышает 0,003%, оборудование практически не подвергается BTCК. Если же оно превышает 0,007%, скорость коррозии весьма ощутима.
Что касается печного оборудования, используемый для него комплекс защитных мероприятий должен обеспечить стойкость в первую очередь к водородной коррозии. До последнего времени для изготовления конвекционной секции змеевика рекомендовали стали 12Х8ВФ, 15Х5МУ и 10Х2М1, а для радиантной — 10Х2М1. Практика эксплуатации этих материалов на установках риформинга показала отсутствие признаков водородной коррозии при изготовлении из них змеевиков, — разрушение карбидной фазы и образование отдулин, заполненных метаном, наблюдается крайне редко. В то же время избежать высокотемпературного окисления металла вследствие локальных перегревов змеевика под слоем коксовых отложений удается далеко не всегда. Возможен прогар труб змеевиков из-за сильного окалинообразования, вызванного существенным перегревом змеевика при остановке печи: как на установках гидроочистки в отсутствие сырьевого потока стенка трубы нагревается от излучения стенки камеры, так и на установках гидроочистки змеевики печей риформинга страдают от водородно-сероводородной коррозии, выражающейся в быстром уменьшении толщины стенки. При использовании змеевиков из аустенитных хромоникелевых сталей весьма вероятно развитие склонности к МКК, реализация ее и коррозионное растрескивание металла труб под воздействием сернистой и политионовых кислот. При использовании сернистого топлива образование этих кислот происходит при остановке печей на внешней поверхности змеевика.
При эксплуатации реакторного оборудования основная опасность связана с возможностью водородной коррозии в случаях использования реакторов из низколегированных сталей с торкрет-бетонной футеровкой, а также со структурными изменениями, возникающими вследствие длительной эксплуатации аппарата под воздействием высоких температур и давлений водородсодержащего газа. Несмотря на то, что нормативными материалами предусмотрено изготовление реакторов из теплостойкой стали типа 12ХМ с торкрет-бетонной футеровкой, до сих пор эксплуатируются реакторы, выполненные из низколегированных марганцовистых сталей, футерованных торкрет-бетоном. При длительной эксплуатации (20 лет и более) реакторов из сталей 09Г2С и 16ГС под действием высоких температур в металле наблюдаются существенные структурные изменения: рост зерна и увеличение его размера, сфероидизация и перераспределение карбидной составляющей и соответствующее изменение механических свойств: снижение прочностных характеристик, охрупчивание. Опасность высокотемпературной сероводородной коррозии реакторного оборудования возникает при нарушении сплошности торкрет-бетонной футеровки. При содержании в сырье установки 0,008% H2S скорость коррозии сталей типа 12ХМ может превышать 0,5 мм/год.
Коррозионные проблемы на установках каталитического риформинга весьма существенны при отсутствии блока гидроочистки. Ho даже его наличие не дает возможности полностью исключить коррозионные поражения аппаратов и трубопроводов.
Источник
Ремонт реакционного оборудования
Особенности ремонта различных реакционных аппаратов определяются их конструктивным оформлением, которое чрезвычайно разнообразно.
Подготовка к ремонту включает обычные мероприятия, а также удаление катализатора, кокса, устройство лесов (возможно использование подвесных люлек) с последующей ревизией состояния деталей. Дефектные детали восстанавливают или заменяют, производят ремонт корпуса и торкрет-бетонного покрытия (или наружной теплоизоляции). При капитальных ремонтах торкрет-бетонная футеровка может заменяться полностью.
Опускание дефектных и подъем новых деталей производят с помощью стационарного грузового лифта (установки каталитического крекинга) или установленной на земле электролебедки, трос от которой пропускают через отводной блок кранаукосины, закрепленного на верху аппарата.
Конструкция торкрет-бетонного покрытия корпусов реакционной аппаратуры представлена на рис. 7. Для качественного сцепления бетона с металлом к стенке корпуса 1 приваривают шпильки 2 с поперечными планками 3 и выполняют пескоструйную обработку корпуса металлическим песком. На корпусах, прошедших термообработку, шпильки ввертывают в гайки, приваренные на заводе-изготовителе. На планках 3 крепят армирующую сетку 4 и с помощью цемент-пушки наносят основной теплоизолирующий слой металла в форме пчелиных сот, и наносят панцирный слой бетона толщиной 20 мм, имеющий повышенную эрозионную стойкость.
К стенке корпуса приварены кольцевые перегородки 7 с некоторым шагом по высоте, которые препятствуют проскоку газов и паров вдоль стенки при образовании трещин в футеровке.
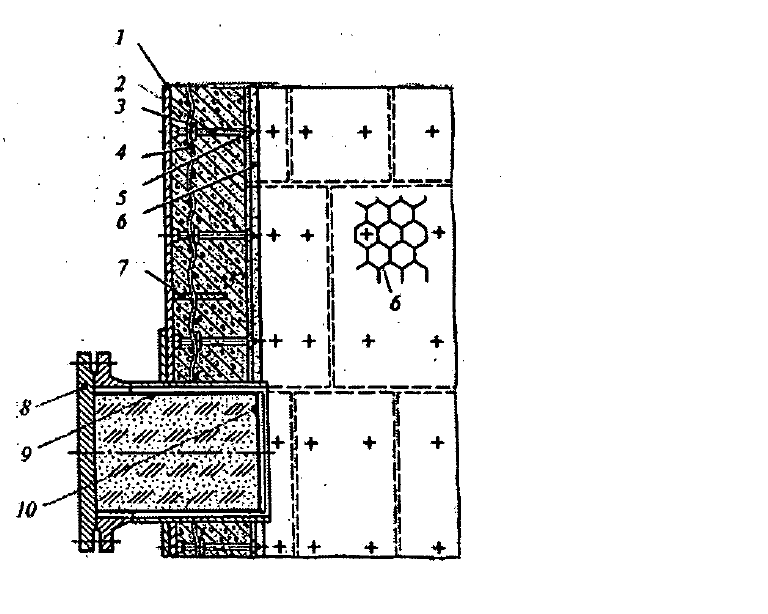
1— корпус аппарата; 2 — шпилька; 3 — поперечная планка;
4 — армирующая сетка; 5 — шайба; 6 — панцирная сетка; 7 — кольцевая перегородка; 8 — крышка люка; 9 — тонкостенная обечайка; 10 — крышка;
Рисунок 7 – Конструкция торкрет-бетонного покрытия
Для защиты торкретированного корпуса от перегрева в месте расположения люков к крышке люка 8 приваривают тонкостенную обечайку 9, которую заполняют теплоизолирующей композицией и закрывают крышкой 10. Благодаря малому радиальному зазору циркуляция среды в кольцевом пространстве между тонкостенной обечайкой и патрубком люка практически исключается.
Циклоны защищают от эрозионного износа частицами катализатора путем нанесения внутреннего слоя износостойкого бетона (с корундовым наполнителем) толщиной 20 мм на панцирной сетке.
Торкретирование выполняют при температуре стенки корпуса в 5 — 30 ᵒС отдельными участками размером
600×600 мм на проектную толщину. Перерывы в выполнении футеровки не должны превышать 10 мин для каждого участка.
В состав торкрет-бетона входит цемент марки 500 — 600 (1 часть), диабазовый порошок (1 часть) и шамотный песок (4 части — основной слой; 2,5 части — панцирный слой; 3 — 3,5 части — для заделки небольших каверн и пустот).
При температуре 25—30°С торкрет-бетон в течение 15—20 часов твердеет, после чего его поверхность в течение 72 ч орошают холодной водой, затем в течение 24 ч проводят гидротермальную обработку и в заключение сушат и прокаливают футеровку прокалочным агрегатом. Качество торкрет-бетонного покрытия контролируют обстукиванием молотком. Участки с трещинами шириной более 0,5 мм или издающие глухой дребезжащий звук вырубают и заделывают.
Основными дефектами реакционной аппаратуры установок каталитического крекинга с пылевидным катализатором является разрушение футеровки, деформация корпуса аппарата, появление трещин в сварных швах корпуса и циклонов, отрыв стояков циклонов, клапанов-захлопок и распорных труб, деформация и эрозия распределительных решеток, эрозионный износ линий пневмотранспорта.
При наличии значительной деформации стенок корпуса футеровку удаляют, вырезают дефектные участки корпуса и заменяют их новыми, после чего восстанавливают футеровку.
Реакторы установок каталитического риформинга и гидроочистки представляют собой пустотелые аппараты, заполненные катализатором, и изготавливаются в двух вариантах: теплоизолированные изнутри слоем торкрет-бетона и теплоизолированные снаружи, т.е. без внутреннего торкрет-бетонного покрытия. Футеровку корпусов реакторов установок каталитического риформинга выполняют однослойной, без панцирного слоя и дополнительно защищают изнутри кожухом истали 12Х18Н10Т или 08Х18Н10Т. Корпуса реакторов установок гидроочистки футеруют двумя слоями торкрет-бетона (см.рис. 7).
При проведении ремонтных работ контролируют состояние защитного кожуха (реакторы установок каталитического риформинга), а в случаях перегрева корпусов — также состояние торкрет-бетонного покрытия и стенок корпуса. В зависимости от результатов дефектации торкрет-бетонная футеровка заменяется частично или полностью. При необходимости частичной илиполной замены кожуха сначала изготавливают его элементы, производят контрольную сборку с прихваткой и маркировкой деталей, после чего их через верхний штуцер заводят в реактор, собирают и сваривают кожух. [4]
Заключение
Процессы переработки нефти и газа претерпели в своем развитии как качественные, так и количественные изменения, вытекающие из задач развития народного хозяйства нашей страны. В настоящее время в нефтегазоперерабатывающей и нефтехимической промышленности широкое применение находят совмещенные процессы, для которых характерно использование многофункциональных аппаратов с одновременным протеканием стадий реакции, тепло- и массопереноса. Особенно актуально использование многофункциональных аппаратов в малогабаритных малотоннажных установках переработки углеводородного сырья для доведения показателей качества целевых продуктов до требований стандартов.
Чтобы увеличить глубину переработки нефти, необходимо повысить долю вторичных процессов, разработать и внедрить более эффективные катализаторы и прогрессивное оборудование. Для развития микробиологической промышленности необходимо организовать крупнотоннажное производство жидких парафинов.

Предусмотрено комплексное использование попутного нефтяного и природного газов с получением из них газового конденсата, серы, гелия и других ценных продуктов. Газовый конденсат, являющийся ценным углеводородным сырьем, в зависимости от фракционного и группового состава может быть переработан по варианту с преобладающим топливным профилем или по нефтехимическому профилю с получением сырья для нефтехимического синтеза.
Россия владеет примерно 40 % от мировых запасов природного газа, большая часть которых расположена в арктических и субарктических районах Сибири, поэтому преобразование газа в жидкое состояние или жидкое топливо непосредственно на месторождении позволит транспортировать его по более экономичной схеме.
Современное нефте- и газоперерабатывающее предприятие представляет собой комплекс мощных установок первичной переработки нефти и газа, каталитического крекинга, гидроочистки, риформинга, депарафинизации масел, производства битума и др., оснащенных современным оборудованием, поставляемым заводами химического и нефтяного машиностроения.
Производительность современных установок первичной переработки нефти достигла 8-5-9 млн. т/год и газа 5 млрд. м3/год. Существенно возросли мощности установок, осуществляющих вторичные процессы (вторичная перегонка бензинов, каталитический крекинг, пиролиз и др.).
Значительное расширение ассортимента нефтепродуктов и дальнейшее повышение требований к их качеству в связи с интенсивным развитием техники обусловили необходимость использования широкой гаммы процессов химической технологии при переработке нефти и газа; имеются в виду такие процессы, как ректификация, абсорбция, экстракция, адсорбция, сушка, отстаивание, фильтрование, центрифугирование и др., а также различные химические и каталитические процессы: пиролиз, каталитический крекинг, риформинг, гидроочистка и др. Это позволило ориентировать нефтегазопереработку на обеспечение народного хозяйства не только топливом, маслами и другими товарными продуктами, но и дешевым сырьем для химической и нефтехимической отраслей промышленности, производящих различные синтетические продукты: пластические массы, синтетические каучуки, химические волокна, спирты, синтетические масла и др.
Осуществление столь разнообразных процессов при переработке нефти и газа потребовало применения аппаратуры, работающей в широком интервале изменения рабочих параметров. Так, например, температуры могут составлять от —60 °С (кристаллизация в производстве масел) до 800*900 °С (пиролиз), а давления — от глубокого вакуума (переработка тяжелых нефтяных остатков) до 150 МПа (производство полиэтилена).
Это предъявляет высокие требования к расчету аппаратуры и обоснованию рабочих параметров процесса.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник