
РЕДУКТОРНО — КАРДАННЫЙ ПРИВОД ОТ СРЕДНЕЙ ЧАСТИ ОСИ
Редукторно-карданные приводы от средней части оси устанавливают на тележках пассажирских вагонов, оборудованных установками кондиционирования воздуха. Редуктор такого привода монтируют на средней части оси, вращение от которой через пару конических шестерен передается карданному валу, муфте сцепления и якорю генератора.

Для предохранения от падения на путь редуктора и карданного вала установлены кронштейны со скобами и подвесной поддон. Генератор под вагоном подвешен к сварной раме, которая крепится к раме кузова при помощи болтов с резиновыми кольцами.
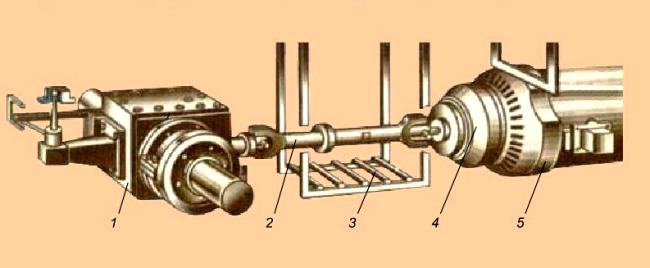
Рис. 1 — редуктор; 2- карданный вал; 3 — предохранительные устройства;
4 — фрикционная муфта; 5 — генератор
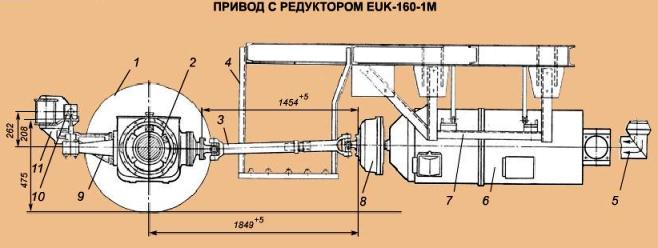
Привод с редуктором EUK-160-1M монтируют на тележках КВЗ-ЦНИИ при максимальной мощности генератора 38,4 кВт. В корпусе редуктора монтируется полый вал 9 вместе с ведущей конической шестерней 10, которая укреплена на фланце вала. Собранный вал надевают на среднюю часть оси и укрепляют двумя резиновыми кольцами 6. Кольца прижимаются к разъемным корпусам 5 через неразъемные кольца. Разъемные корпуса и резиновые кольца скреплены между собой болтами с корончатыми гайками, а с фланцами приводных колец 7 полого вала они соединены при помощи восьми болтов и двух направляющих штифтов. Приводные кольца 7 закреплены на полом валу посредством тугой посадки в горячем состоянии и зафиксированы призматическими шпонками.
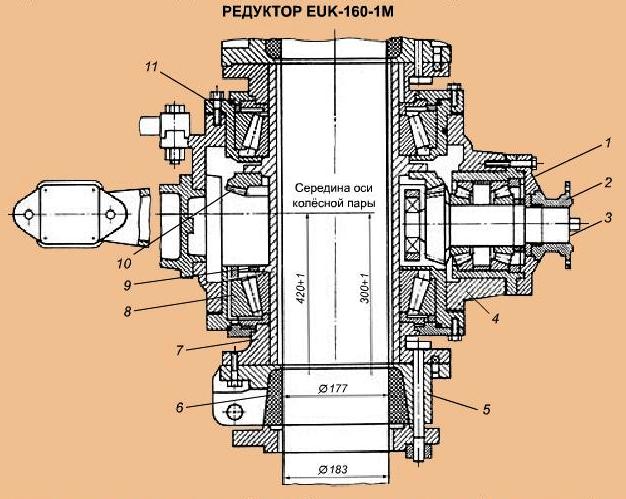
Осевые и радиальные нагрузки, действующие на шестерню, воспринимаются подшипниками 8. Внутренние кольца подшипников ставятся на горячей посадке, а наружные — зажаты между упорами монтажных стаканов дистанционными кольцами и крышками с приводными кольцами 7. Зазор в зацеплении шестерен регулируется кольцами 11. Малая ведомая шестерня 3 изготовлена вместе с валом, установленным в подшипниках. Наружное кольцо подшипника запрессовано в отверстии прилива редуктора, а внутреннее — установлено на хвостовике шестерни и застопорено пружинными кольцами. Наружные кольца подшипников зажаты буртами монтажного стакана, дистанционной втулкой, упорными кольцами, шайбами и крышкой 1. Внутренние кольца этих подшипников посажены горячим способом. Кольцо заднего подшипника упирается в шестерню через маслоотбойную шайбу, а переднего — в гайку. На шлицевой хвостовик шестерни посажена ступица втулки 2, которая упирается в лабиринтное кольцо. Уплотнение вала обеспечивается резиновым кольцом. Собранный блок малой шестерни после установки в корпус скрепляют с ним девятью болтами. Зазор зацепления шестерен регулируют полукольцами.
Корпус редуктора 4 закрыт крышкой, которая прикреплена к нему болтами. Масло в редуктор заливается через верхнее отверстие, а сливается через отверстие внизу. Разбрызгиваемая смазка стекает в накопители и каналы, расположенные в корпусе и других деталях редуктора, откуда попадает в подшипники, а затем обратно в картер. Для совмещения маслоподающих и сливных отверстий в крышках ставят контрольные штифты, а снаружи на корпусе наносят риски. Для сброса излишнего давления в картере на верхней крышке установлен сапун. На корпусе редуктора с противоположной стороны блока малой шестерни укреплены предохранительный кронштейн и опора.
Карданный вал предназначен для передачи вращения от колесной пары на вал подвагонного генератора. Вилки 1 и 4 шарнирно связаны между собой крестовиной 3, имеющей четыре шипа, взаимно расположенных под углом 90°. Шипы входят в игольчатые подшипники, корпуса 22 которых запрессованы в отверстие вилок и застопорены пружинными кольцами 2. Иглы 21 удерживаются в стакане упорной шайбой, опирающейся на пробковый самоподжимный сальник 20. Обойма сальника 19 упирается в буртик шипа крестовины.

Игольчатые подшипники смазываются от пресс-масленки 23, которая закрывается резиновым колпаком. Центрирование вала при его соединении обеспечивается кольцевыми выточками, которые расположены на торцах вилок. Вилка 4 одного шарнира приварена к трубе 6, а труба — к шлицевому наконечнику 11. Шлицевое соединение смазывается от масленки 9. Сальники 14 и 75 не допускают вытекания смазки. Сальники закрывают колпачком 17. Шлицевое соединение редуктора защищено металлическим чехлом 10, к которому прижато войлочное кольцо 18. Для того чтобы избежать биения вала, перед установкой на вагоны он подвергается балансировке. На обоих концах трубы приварены пластины 5, а на хвостовике переднего (со стороны редуктора) шарнира и шлицевой втулке вала выбиты стрелки. При сборке стрелки должны быть совмещены, для чего один из шлицов наконечника срезан, а во втулку ввернут винт 12. Здесь же установлена профильная шайба 15, ограничительное кольцо 16, установочный винт 12.
Фрикционная муфта сцепления отключает вал генератора от карданного вала при малых скоростях движения и на стоянках, что дает возможность вращать генератор от асинхронного двигателя. Муфта подключает карданный вал привода к валу генератора при скорости движения 40 км/ч. Кроме того, муфта сцепления является эластичным и предохранительным элементом привода, автоматически отключающим вал генератора от карданного вала при резком торможении поезда и неисправности привода.
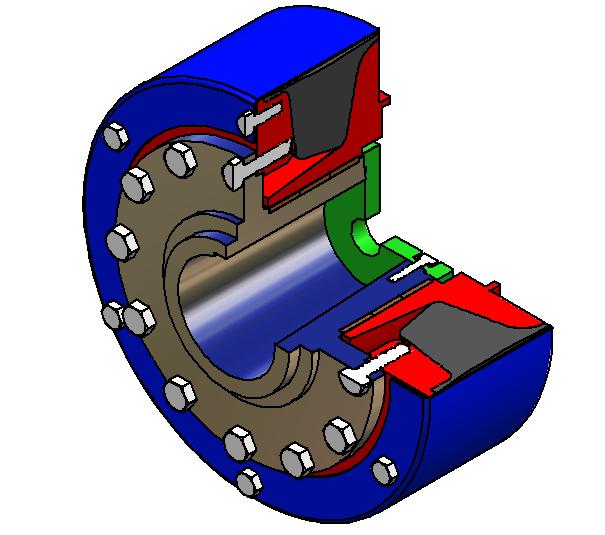
Муфта сцепления имеет два диска: диск трения, который жестко закреплен на валу генератора с помощью шпонки и корончатой гайки, и нажимной диск, связанный с карданным валом и имеющий резиновую прокладку с фрикционной накладкой. Внутренний механизм муфты вращается в двух шарикоподшипниках, для смазки которых служат два ниппеля с шариковым клапаном. На нажимной диск действуют шесть нажимных и шесть возвратных пружин. Возвратные пружины служат для выключения сцепления.
Работа муфты сцепления основана на действии центробежной силы, возникающей при вращении кулачков, и противодействующей силы нажимных и возвратных пружин. Когда муфта не вращается, давление пружин на нажимной диск уравновешено давлением возвратных пружин, передающемся через упоры кулачков. В этом случае между фрикционным кольцом нажимного диска и диском трения образуется зазор 1 мм; таким образом, вал генератора отключается и может свободно вращаться от асинхронного двигателя. При движении вагона карданный вал вращает механизм муфты, при этом кулачки под действием центробежной силы расходятся, сжимая возвратные пружины.
Когда усилие нажимных пружин превысит усилие возвратных, нажимной диск с фрикционными накладками продвинется в сторону диска трения и начнет прижиматься к нему, передавая вращающий момент от карданного вала валу генератора.
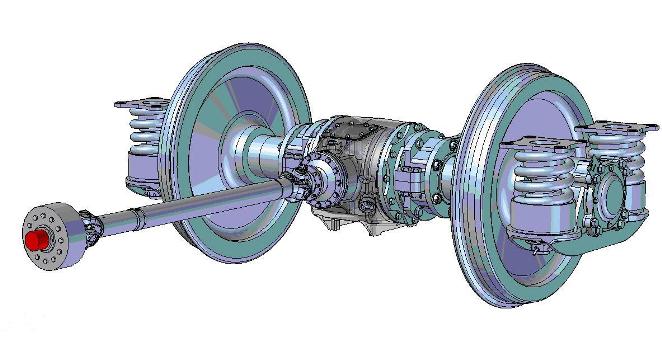
С 1978 г. на вагонах постройки Германии с генератором переменного тока DGG-4435 применяется привод типа WBA-32/2 который состоит из редуктора 3, карданного вала 4 и предохранительной эластичной муфты 6. Генератор 10 крепится к раме 12 и имеет предохранительные скобы. Подвесная рама 5 предохраняет карданный вал от падения на путь при повреждениях.

Рис. Привод типа WBA-32/2
Редуктор устроен и монтируется на вагоне в основном также, как и редуктор типа EUK-160-1M.
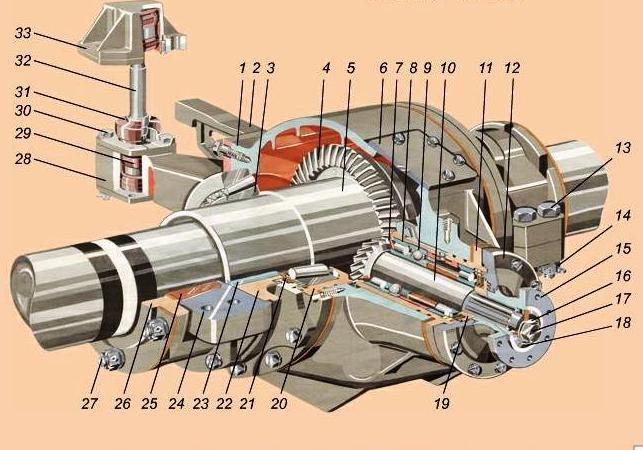
1 – корпус редуктора; 2 – предохранительный кронштейн; 3 – конический роликоподшипник; 4 – ведущая большая шестерня; 5 – упорные кольца; 6 – смотровая крышка; 7 – ведомая малая шестерня; 8 – роликоподшипник № 32314; 9 – шарикоподшипник № 176314; 10 – хвостовик-вал; 11 – монтажный стакан; 12 – лабиринтная крышка; 13,18,30 – болт с шестигранной головкой; 14 – корончатая гайка; 15 – ступица шлицевая; 16 – стопорная шайба; 18 – прижимная шайба; 19, 21 – лабиринтное кольцо; 20 – букса фланца; 22 – фланец; 23 – призматическая шпонка; 24 – разъём корпуса; 25 – резиновое кольцо; 26 – прижимное кольцо; 27 – стяжной болт; 28 – опора; 29 – резиновые вкладыши; 31 – резиновая манжета; 32 – стержень опоры момента; 33 – крышка
Рис. – Редуктор WBA 32/2 в разрезе
Ведомая шестерня 7, выполненная заодно с хвостовиком-валом 10, опирается на два цилиндрических роликоподшипника 8 №32314 и один шариковый 9 радиально упорный № 176314. Корпус редуктора 1 облегчён, и смотровая крышка 6 уменьшена. Стержень опоры момента 32 имеет плоскую шаровую поверхность и соответствующие резиновые вкладыши 29.
Серьезный недостаток существующих приводов с шарнирной подвеской генератора — зависимость тяговой способности от направления движения вагона. Только в приводах ТРКП это различие обусловлено шарнирной подвеской редуктора. При работе генератора под нагрузкой из-за разницы вращающих моментов на входном и выходном валах в редукторе возникает реактивный момент, который увеличивает натяжение при верхней ведущей ветви передачи и уменьшает его при нижней.
Для уменьшения влияния этого реактивного момента на натяжение передачи разработано натяжное устройство с дополнительной пружиной повышенной жесткости, которая включается. В работу при воздействии реактивного момента в сторону уменьшения натяжения передачи. Внедрение этого устройства позволило стабилизировать величину натяжения при нижней ведущей ветви, однако достигнуть требуемой мощности не удалось. Кроме этого, усложнение конструкции привода привело к увеличению затрат на его ремонт и обслуживание. Крепление ведущего шкива на шейке оси сдерживает внедрение унифицированной оси для всего подвижного состава.
Таким образом, эксплуатирующиеся в настоящее время приводы вагонных генераторов, отличаясь большим конструктивным разнообразием, и полной мере не отвечают требованиям, предъявляемым к ним. Исследования показывают, что наиболее перспективен привод от средней части оси с разъемными или клиновыми ремнями и размещением генератора на раме тележки.
Источник
Ремонт редукторно-карданных приводов от средней части оси
Для определения объема ремонта и вида неисправностей редукторов перед разборкой колесную пару устанавливают на стенд, из редуктора сливают масло, внутреннюю поверхность промывают смесью керосина с 5-7% масла или чистым дизельным топливом, после чего определяют неисправности.
Корпус редуктора, имеющий одну трещину длиной до 50 мм или несколько трещин суммарной длиной до 50 мм, не проходящих через резьбовые отверстия и посадочные поверхности, разрешается ремонтировать сваркой. Также разрешается ремонтировать изношенные резьбовые отверстия наплавкой с последующей нарезкой.
Полые валы, имеющие трещины, отколы или местную выработку внутренней поверхности более 4мм, заменяют. Резиновые кольца перед установкой обезжиривают. Щупом измеряют зазор между разъемными частями корпусов для резиновых колец и нажимными кольцами. Резиновые кольца необходимо заменить, если зазор составляет 0,2 мм и менее. Попадание масла на рабочие поверхности резиновых колец и ось колесной пары в месте постановки колец не допускается.
Хвостовик малой шестерни, имеющий биение и погнутость более 0,04 мм, помятость или срыв резьбы, разработанную шпоночную канавку, изношенные поверхности под посадку подшипников, трещины, отколы, раковины, шелушение на рабочей поверхности зубьев шестерни или излом зубьев, к сборке не допускаются. Хвостовик малой шестерни проверяют магнитным дефектоскопом.
Подшипники промывают в бензине с добавлением 4-6% масла, осматривают и проверяют на легкость вращения.
Подшипники бракуют при обнаружении трещин, раковин, темных пятен и задиров на поверхности качения. Наличие пятен синего цвета свидетельствует о работе подшипников с чрезмерным нагревом, который имеет место из-за неправильной регулировки зазоров при монтаже или из-за недостатка масла.
Лабиринтные кольца, соединительные фланцы, кронштейны опоры момента и предохранительные рычаги разрешается ремонтировать наплавкой с последующей термической и механической обработкой до чертежных размеров.
Шестерни (ведущая и ведомая), имеющие на поверхности зубьев трещины, более одной вмятины глубиной свыше 1,5 мм и площадью 100 мм 2 , следы точечной коррозии диаметром более 2 мм и глубиной 0,5 мм, выкрашивание металла свыше 20% заменяют новыми. Износ рабочей поверхности зуба не должен превышать пятой части его толщины.
Монтаж привода на оси выполняют до запрессовки колес. Детали, устанавливаемые с натягом, должны нагреваться в ванне с трансформаторным маслом.
При сборке редуктора проверяют зазоры и прилегание зубьев шестерен по отпечатку краски. При правильной регулировке пятно контакта должно быть не менее 65% длины и располагаться в средней части боковой поверхности зуба.
При удовлетворительной сборке пятна располагаются так, как указано на рисунках а и б, соответственно без нагрузки и под ней. В случае неудовлетворительного монтажа пятна будут иметь вид, представленный на рисунках а — е. В таких случаях производится регулировка зазора в зацеплении.
После сборки редукторы подвергаются обкатке и испытанию под нагрузкой на стенде. При этом редуктор может быть укреплен на оси колесной пары или снят с нее и закреплен на оси стенда.
В процессе испытания температура нагрева отдельных узлов контролируется рукой на ощупь или термодатчиками. Нагрев во всех точках не должен превышать более чем на 60-75 градусов температуру окружающей среды. При повышенном нагреве редуктор разбирается для выяснения и устранения неисправностей. В процессе обкатки выброс масла через лабиринты и подтекание в местах соединения деталей редуктора не допускаются. Время разгона оси колесной пары с редуктором до максимальных оборотов должно быть не менее 5 мин.
Источник
Ремонт редукторно-карданных приводов от средней части оси
Читайте также:
|