- Регулируется редуктор ваз 2107, автор Жданкин Николай Владимирович
- Устройство дифференциала
- Главная-пара
- Видео сборки редуктора заднего моста
- Видео регулировки глубины зацепления главной пары
- Видео замены сальника редуктора на заднем мосту
- Ремонт главной передачи и диференциала
- Разборка главной передачи и диференциала
- Разборка главной передачи и диференциала
- Ремонт чашки диференциала
- Ремонт крестовины сателлитов
- Ремонт шестерен, валов и полуосей
- Сборка и регулировка главной передачи и диференциала
Регулируется редуктор ваз 2107, автор Жданкин Николай Владимирович
Регулировка редуктора ваз 2107 на заднем мосту…
Приветствуем автолюбителей классических моделей ваз в автоблоге RtiIvaz.ru! В этих видеороликах рассмотрим редуктор ваз 2107 и регулировку. Видео Николай Владимирович посвятил владельцам заднеприводных автомобилей, так как сегодня тренд по редуктору заднего моста. Наглядным пособием для ремонта и регулировке показали редуктор заднего моста ваз 2107, распространенный отечественный автомобиль. Рассмотрим редуктор заднего моста…
Главные элементы редуктора косозубые шестерни главной передачи, это так называемые «коничка» и «планетарка», составляющие главную пару редуктора. Завод выпускал четыре варианта главных пар:
- Тихоходная, устанавливаемая на ваз 2102. Пара имеет 9 зубьев на конической шестерне и 40 планетарной. Число передачи момента 4.44, это тихоходный вариант. Снято с производства;
- На ваз 2101 – знаменитая «копейка», главная пара имела 10 зубьев на «коничке» и 43 на «планетарке», с передаточным числом 4.3, снята с производства;
- Ваз 2103 соответственно 10 зубьев на «коничке» и 41 на «планетарке»;
- Ваз 2106 – 11 зубьев на «коничке» и 43 на «планетарке», передаточное число 3.9, считается скоростным редуктором.
Нужно отметить, что главная пара с передаточным числом 4.44 для ваз 2102 в запасные части, вообще говоря, не выпускалась и предназначалась лишь для комплектации редукторов ваз 2102 на заводском конвейере.
Устройство дифференциала
Планетарная шестерня крепится на корпус дифференциала. Дифференциал состоит из двух шестерней полуоси, двух сателлитов и пальца. Основными, наиболее встречающимися неисправностями дифференциала являются износ пальца сателлитов (люфт) и износ шлицов на шестернях полуосей.
На автомобиле люфт пальца сателлитов можно определить по проворачиванию карданного вала на четверть и более, если люфта нет, то вал практически остается на месте при попытке его повернуть в ту или другую сторону.
Стоит также отметить, что от дифференциала никогда не происходит какого-либо шума. При движении вперед (по прямой) дифференциал вращается как одно целое и получается, что там просто нечему шуметь.
Причиной возникновения шума от редуктора заднего моста при добавлении газа и пропаданием шума после сброса газа является (практически 99.9%) износ зубьев главной пары. На снятом редукторе это хорошо видно. Та часть стороны зубьев, что используется для хода вперед, имеет значительный износ, тогда как сторона для заднего хода практически не изношена.
Если после разборки и дефектовки деталей главной пары обнаружен износ зубьев, то уже никакой ремонт не поможет и это будет просто пустая трата времени и финансов. Необходима только замена главной пары.
Главная-пара
Шестерни главной пары подбираются на заводе по пятну контакта, шуму и другим параметрам и маркируются. Например, на планетарные шестерни выбито — ваз 2103 (модель), 10 41(передаточное число), 4091 (номер пары). Номер главной пары 4091 замаркирован и на конической шестерне.
После маркировки этих деталей, они стали «главной парой» и не устанавливаются одна без другой, то есть «родные». На «коничке» нанесено еще и «- 6», это поправка для сборки главной пары в редукторе. При дефектовке дифференциала проверяются и его подшипники на предмет их износа и при необходимости заменяются. Зачастую износ подшипников провоцируют при непрофессиональной замене сальника редуктора.  Например, после замены сальника затягивают гайку хвостовика без соблюдения момента затяжки (тянут, сколько есть силы) и усилие передается не на распорную втулку, а на подшипники дифференциала.
Например, после замены сальника затягивают гайку хвостовика без соблюдения момента затяжки (тянут, сколько есть силы) и усилие передается не на распорную втулку, а на подшипники дифференциала.
Это опоры на вращающихся осях и валах, которые получая нагрузки передают их на различные конструкции…
В итоге через короткий пробег после замены сальника хвостовика появляется шум редуктора. Только в этом случае шум «гул» в редукторе постоянный и непохож на шум от изношенных зубьев главной передачи. При этом гул идет постоянно, независимо от того, добавляется газ или сбрасывается.
Видео сборки редуктора заднего моста
Регулировка редуктора с помощью специальных приспособлений и приборов контроля…
При сборке редуктор регулируется по 4-м параметрам:
1. Подбор регулировочного кольца
Параметры от 2.6 до 3.5. Кольцо служит для регулировки глубины зацепления зубьев «конички» и «планетарки», которая строго задана. Здесь как раз и нужна «поправка -6» для данной главной пары, о которой говорилось выше. Разумеется, для каждой главной пары эта поправка будет индивидуальна.
На данном видео регулировку главной пары будут выполнять с помощью специального приспособления. Понятно, что у подавляющего числа автолюбителей такого приспособления нет и это лишь наглядный пример регулировки параметра глубины зацепления. Будет дан вариант и для регулировки без «приспособы».
На приспособление устанавливается также «приспособа» с микрометром, имитирующая шестерню главной пары. На индикаторе выставлен ноль. Затем ножка индикатора переносится на постель подшипника и в этом случае индикатор показывает значение — 3.25, что не есть хорошо, так как должно лежать в пределах — 3.0. На второй посадочной плоскости получилось – 3.45. Среднее арифметическое — 3.3. Для регулировки воспользуемся поправкой на «коничке» — «- 6». В этом случае (– 3.3)+ (-6) = 3.36. Толщина регулировочной шайбы необходима – 3.36 мм. С помощью микрометра подбираем шайбу необходимой толщины.
Примечание. При износе подшипника хвостовика он начинает проворачиваться на теле «конички». В результате изнашивается торец подшипника, регулировочная шайба и тела шестерни хвостовика. Получается, что при замене сальника хвостовика, даже при правильном моменте затяжки сбивается регулировка глубины зацепления зубьев шестерен главной пары и «вой» пары обеспечен, как и ее скорый выход из строя.
Вернемся к сборке редуктора…
2. Регулировка преднатяга подшипников хвостовика
На «коничку» садится подшипник хвостовика и ОБЯЗАТЕЛЬНО устанавливается НОВАЯ распорная втулка. На видео хорошо видно, что новая втулка ровная без какой-либо деформации, а стоявшая ранее деформирована. Происходит следующее. При затяжке гайки хвостовика предписанным моментом (от 12 до 26 кгс), втулка берет на себя усилие затяжки и деформируясь работает как пружина, создавая натяг. Усилие затяжки гайки редуктора ваз 2107-е значительное и хвостовик необходимо зафиксировать от проворачивания.
На видео мы видим какую «приспособу» использует мастер. Необходимо затягивать гайку хвостовика до исчезновения люфта. При правильной затяжке гайки хвостовик должен проворачиваться с усилием сопротивления 0.3-0.4 кг, стало быть, преднатяг подшипников выполнен правильно. Это правило при сборке применяется для старых (бывших в употреблении) подшипников.
Устанавливается дифференциал с подшипниками и закрепляется крышками (момент затяжки около 8 кгс) и наживляются регулировочные гайки подшипников дифференциала.
3 и 4. Одновременная регулировка теплового зазора главной пары и преднатяга подшипников дифференциала
Для этих целей необходима очередная «приспособа» с двумя индикаторами. Регулировочными гайками на видео хорошо и все показано подвигаем планетарную шестерню к зубьям «конички» добиваясь необходимого зазора. Заводские данные регулировки зазора от 0,08 до 0,12 мм. Однако такой зазор предусмотрен для новой главной пары («конички» и «планетарки»). Зазор проверяется в 4-х плоскостях, проворачивая шестерню. Зазор для работавшей главной пары составляет после регулировки 0.13- 0.14 мм.
После выполнения регулировки регулировочные гайки стопорятся специальным для этого пластинами, с одним или двумя «усиками». На этом сборка и регулировка закончена.
Видео регулировки глубины зацепления главной пары
Регулировка редуктора заднего моста своими руками без использования специальных приспособлений (редуктор ваз 2107 тот же).
В этом случае необходимо подобрать толщины регулировочной шайбы.
Итак: Вместо приспособления устанавливаем «родной» хвостовик и заворачиваем гайку до легкого упора, оставляя зазор. Устанавливается дифференциал с планетаркой в сборе, крышки подшипников и затягиваются болты их крепления.
При замене сальника хвостовика допускается ряд неправильных действий, которые в итоге приводят к выходу редуктора из строя раньше времени. Перед отпусканием гайки хвостовика, по технологии выполнения работы по замене сальника, необходимо снять полуоси (что практически никогда не выполняется, так как объем работы многократно возрастет). Хотя по прейскуранту, снятие полуосей, вероятнее всего, будет внесено в ведомость и за это будет взята плата, так как этого требует технология завода по замене сальника. Это необходимое условие, так как полуоси будет создавать сопротивление при затяжке и правильной регулировки просто будет невозможно добиться.
Перед отпусканием гайки хвостовика, его нужно зафиксировать от проворачивания и динамометрическим ключом проверить усилие затяжки гайки, в районе 12 кгс. Перед установкой сальника, если его наружная поверхность не обрезиненна, то нужно воспользоваться герметиком для гарантии. Так, риска 0.15 мм на чулке редуктора будет достаточна для пропускания масла через наружную поверхность сальника.
Обратно к сборке…
Ставятся регулировочные гайки, и предварительно выбирается зазор на главной паре (конечный рабочий зазора 0,08 до 0,12 мм). Затем на зубья планетарной шестерни из аэрозольного баллончика наносится краска и с помощью хвостовика необходимо выполнить несколько движение в разные стороны, чтобы зафиксировать по краске пятна контакта.
Теперь вывернув обратно шестерню «планетарки» хорошо видно пятно контакта на ее зубьях с зубьями «конички». По пятну контакта (в этом случае) видно, что регулировочная шайба на хвостовике стоит большей необходимой толщины. Немного поджимаем гайку хвостовика, тем самым подвигая ее подшипник, что дает возможность подвинуть зубья шестерен друг к другу, то есть как бы «уменьшая» толщину регулировочной шайбы. Регулировочными гайками подшипников дифференциала выставляем примерный зазор (немного уменьшая).
Затем вновь наносим краску на зубья планетарной шестерни и вновь начинаем проворачивать хвостовик (или шестерню) в разные стороны, чтобы отпечатать пятно контакта между зубьями. Видно, что пятно контакта немного поднялось, но еще недостаточно и необходимо вновь немного подтянуть гайку хвостовика. Подобные действия с краской и проворачиванием шестерни необходимо проводить до тех пор, пока пятно контакта не расположится точно посередине зубьев, и звук проворачиваемых зубьев станет тише.
После правильной (окончательной) регулировки звука будет практически неслышно.
Не забывать при каждой подтяжке гайки хвостовика подтягивать регулировочные гайки подшипников дифференциала. В итоге пятно контакта расположилось точно по всей поверхности зубьев. Нужно отметить, что это условие расположение пятна контакта для старых (работавших) пар. Для новых главных пар пятно контакта, как говорилось выше, должно расположиться в центре зубьев.
Далее. Отдаются крышки крепления планетарки и дифференциал снимается. Откручивается гайка хвостовика и снимается. Так как хвостовик ставился только с подшипником без регулировочной шайбы, то между подшипником и шестерней хвостовика остался промежуток, где встанет шайба. Набором щупов замеряется этот промежуток, тем самым высчитывается необходимая толщина регулировочной шайбы.
Получается, как и в случае с использованием приборов и приспособлений, размер под искомую регулировочную шайбу составил также 3.36 мм. Снимается подшипник хвостовика, ставится регулировочная шайба (3.36мм), ставится подшипник на место и выполняется сборка редуктора. Ставится хвостовик, затягивается гайка хвостовика, мин 12 кгс. Ставится дифференциал с планетарной шестерней, крышки и болты затягиваются, но не окончательно.
Кстати, крышки нельзя путать местами. Ставятся регулировочные гайки подшипников дифференциала и выставляется предварительно зазор на главной паре. Затем болты крышек дифференциала затягиваются окончательно. Окончательно регулируется зазор в главной паре и ставятся фиксаторы регулировочных гаек.
Видео замены сальника редуктора на заднем мосту
На этом работа по сборке и регулировке редуктора ваз 2107 заканчивается.
Источник
Ремонт главной передачи и диференциала
Основными дефектами деталей главной передачи и диференциала являются:
- поломка зубьев, износ или неправильная регулировка зацепления шестерен главной передачи;
- износ подшипников и мест их посадки, а также увеличенный осевой зазор;
- износ шеек крестовины и торцевых поверхностей сателлитов и полуосевых шестерен;
- износ шлицев и шпоночного соединения полуосей;
- разработка сальников и износ мест их посадки.
Разборка главной передачи и диференциала
Для разборки одинарной главной передачи автомобиля ГАЗ-51 необходимо:
- отвернуть гайки шпилек крепления фланцев полуосей и вынуть полуоси 11;
- отвернуть болты крепления двух половин картера, разъединить их и вынуть диференциал в сборе;
- отвернуть болты крепления крышки 28 и гнезда 4 подшипников ведущей шестерни главной передачи и вынуть из картера ведущую шестерню вместе с фланцем 1 и гнездом с подшипниками 5;
- расшплинтовать и отвернуть гайку 30 крепления фланца, снять фланец, сальник 3, крышку подшипников 28, упорное кольцо, гнездо с подшипником и регулировочные прокладки 27;
- снять роликовый конический подшипник с вала 2 ведущей шестерни, снять стопорное кольцо и роликовый цилиндрический подшипник 7 с конца ведущей шестерни;
- расшплинтовать и вывернуть болты, соединяющие две половины чашки диференциала 14, разъединить чашку, вынуть крестовину с опорными шайбами 24 сателлитов 8 и полуосевые шестерни 19 также с опорными бронзовыми шайбами 22.
Для разборки двойной главной передачи автомобиля ЗИС-150 необходимо:
- отвернуть болты фланцев полуосей и вынуть полуоси 1;
- отвернуть заднюю крышку картера;
- отвернуть стопорные пластинки регулировочных гаек 2 и б и вывернуть гайки;
Разборка главной передачи и диференциала
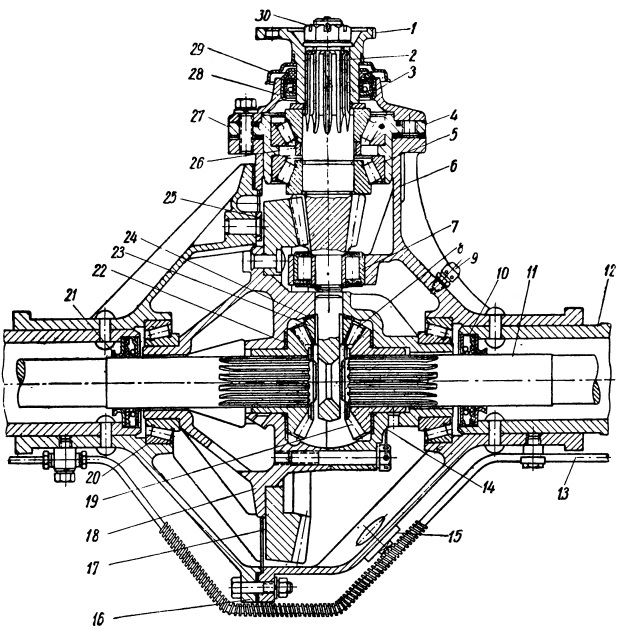
Рис. Главная передача и диференциал автомобиля ГАЗ-51:
1 — фланец ведущей шестерни; 2 — вал ведущей шестерни; 3 — сальник; 4 — гнездо подшипников; 5 — роликовые конические подшипники; 6 — картер заднего моста; 7 — роликовый подшипник; 8 — сателлит; 9 — сапун; 10 — сальник; 11 — полуось; 12 — кожух полуоси; 13 — трубопровод тормозов; 14 — чашка диференциала; 15 — сливная пробка; 16 — прокладка; 17 — ведомая шестерня; 18 — чашка диференциала; 19 — шестерня полуоси; 20 — подшипник диференциала; 21 — маслоотражатель; 22 — опорная бронзовая шайба шестерни полуоси; 23 — крестовина диференциала; 24 — опорная шайба сателлита; 25 — опорная пластина; 26 — прокладки регулировки подшипников ведущей шестерни; 27 — прокладки регулировки зацепления шестерен главной передачи; 28 — крышка подшипников; 29 — грязеотражатель; 30 — гайка фланца.
Для разборки одинарной главной передачи автомобиля ГАЗ-51 необходимо:
- отвернуть гайки шпилек крепления фланцев полуосей и вынуть полуоси 11;
- отвернуть болты крепления двух половин картера, разъединить их и вынуть диференциал в сборе;
- отвернуть болты крепления крышки 28 и гнезда 4 подшипников ведущей шестерни главной передачи и вынуть из картера ведущую шестерню вместе с фланцем 1 и гнездом с подшипниками 5;
- расшплинтовать и отвернуть гайку 30 крепления фланца, снять фланец, сальник 3, крышку подшипников 28, упорное кольцо, гнездо с подшипником и регулировочные прокладки 27;
- снять роликовый конический подшипник с вала 2 ведущей шестерни, снять стопорное кольцо и роликовый цилиндрический подшипник 7 с конца ведущей шестерни;
- расшплинтовать и вывернуть болты, соединяющие две половины чашки диференциала 14, разъединить чашку, вынуть крестовину с опорными шайбами 24 сателлитов 8 и полуосевые шестерни 19 также с опорными бронзовыми шайбами 22.
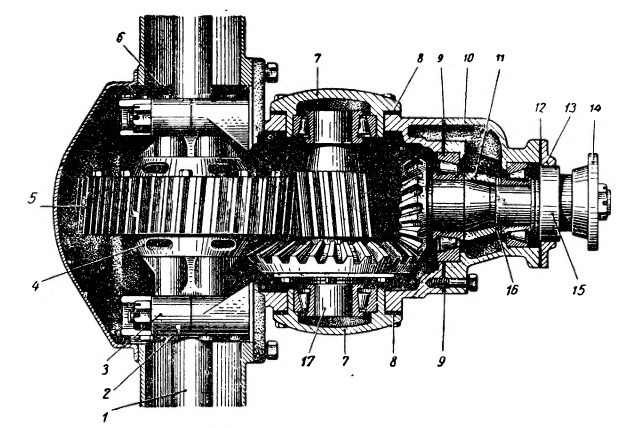
Рис. Главная передача и диференциал автомобиля ЗИС-150:
1 — полуось; 2 и 6 — гайки регулировки подшипников диференциала; 3 — крышка подшипника; 4 — чашка диференциала; 5 — ведомая цилиндрическая шестерня; 7 — крышки подшипников промежуточного вала; 8 — прокладки подшипников промежуточного вала и зацепления конических шестерен; 9 — прокладки регулировки зацепления конических шестерен; 10 — стакан ведущей шестерни; 11 — распорная втулка; 12 — прокладки крышки подшипника; 13 — крышка подшипника; 14 — фланец; 15—сальники; 16 — регулировочные шайбы подшипников ведущей шестерни; 17 — промежуточный вал.
Для разборки двойной главной передачи автомобиля ЗИС-150 необходимо:
- отвернуть болты фланцев полуосей и вынуть полуоси 1;
- отвернуть заднюю крышку картера;
- отвернуть стопорные пластинки регулировочных гаек 2 и 6 и вывернуть гайки;
- расшплинтовав и отвернув гайки, снять крышки подшипников 3 чашки диференциала 4 и вынуть диференциал в сборе;
- отвернуть стакан 10 и снять его в сборе с ведущей шестерней;
- отъединить картер главной передачи, отвернуть крышки 7 подшипников промежуточного вала 17 и вынуть его из картера.
Ремонт чашки диференциала
Дефектами чашки диференциала являются:
- износ мест посадки подшипников;
- износ отверстий под шейки крестовины сателлитов;
- износ отверстий под шейки шестерен полуосей.
Изношенные места посадки подшипников чашки диференциала восстанавливают хромированием с последующим шлифованием под требуемый размер, а также наплавкой металла путем сварки. Наплавку следует вести с подогревом во избежание коробления чашки. Если чашка диференциала изготовлена из стали, то можно применить также холодную раздачу посадочных мест подшипников.
Для этого через отверстие чашки прогоняют под прессом конусную оправку, обильно смазанную маслом. После раздачи шейки протачивают на токарном станке. При износе отверстий, предназначенных для шеек крестовины, эти отверстия развертывают под увеличенный размер шеек, которые предварительно хромируют, чтобы получить тугую посадку при собранной чашке диференциала. Изношенные отверстия под шейки шестерен полуосей растачивают на станке, а для получения нормальной посадки шеек полуосевых шестерен поверхность шеек хромируют. Отверстия восстанавливают также путем растачивания отверстий с последующей запрессовкой втулок из материала, соответствующего материалу чашки. После запрессовки втулки обрабатывают под размер шеек полуосевых шестерен с расчетом получения необходимого зазора.
Ремонт крестовины сателлитов
При работе шейки крестовины сателлитов сильно изнашиваются в местах посадки.
Для восстановления посадочных мест сателлитовых шестерен отверстия последних шлифуют или развертывают до получения правильной геометрической формы, а шейки крестовины наращивают хромированием и шлифуют иод размер отверстий сателлитов.
При невозможности применить хромирование шейки крестовины шлифуют или протачивают резцом (предварительно произведя отжиг шеек), а затем на них напрессовывают стальные цементованные втулки и шлифуют их под размер отверстий сателлитов. Более сложным способом восстановления шеек крестовины является наплавка на них металла сваркой с последующей механической обработкой и цементацией.
Ремонт шестерен, валов и полуосей
Изношенные и выкрошенные зубья шестерен ремонтируют способами, указанными в заметке «Ремонт коробки передач». Изношенные торцевые поверхности полуосевых шестерен и сателлитов протачивают или шлифуют с последующей установкой новых шайб, воспринимающих осевую нагрузку. При этом зазор между шлифованной торцевой стороной полуосевых шестерен и внутренней поверхностью чашки должен быть 0,5—0,8 мм.
Зазор проверяют щупом через окна чашки диференциала. Разница в зазорах при измерении во всех окнах не должна превышать 0,1 мм.
Изношенные места посадки подшипников на валу ведущей шестерни и на промежуточном валу главной передачи восстанавливают хромированием или протачиванием с последующей напрессовкой стальных втулок. Смятые шлицы полуосей и вала ведущей шестерни (при отсутствии скручивания) ремонтируют, наплавляя металл сваркой, затем шлицы фрезеруют и термически обрабатывают.
При срыве резьбы на конце вала ведущей шестерни или на конце полуоси (автомобили ГАЗ-MM и М-20 «Победа») резьбу срезают путем протачивания на станке, затем наплавляют металл, протачивают под требуемый размер и нарезают новую резьбу номинального размера.
Сборка и регулировка главной передачи и диференциала
Сборку одинарной главной передачи и диференциала (автомобиль ГАЗ-51) производят в следующем порядке:
- В гнездо подшипников запрессовывают наружные кольца подшипников ведущей шестерни главной передачи с натягом до 0,08 мм.
- Напрессовывают один роликовый конический подшипник на шейку вала вплотную к ведущей шестерне, надевают распорную втулку, регулировочные прокладки 26, гнездо подшипников, другой роликовый конический подшипник, упорное кольцо, фланец 1 карданного шарнира и завертывают гайку 30 фланца вала до отказа. При затягивании гайки провертывают ведущую шестерню за фланец, что обеспечивает правильное положение роликов в своих кольцах. После затяжки гайки проверяют динамометром момент вращения, который должен быть в пределах 14—18,5 кгм. При отсутствии динамометра затяжку подшипников проверяют повертывая шестерню за фланец. При этом шестерня должна проворачиваться от небольшого усилия руки и иметь осевой зазор (качку) не более 0,04 мм, что проверяют индикатором. Если осевой зазор больше, то удаляют одну-две регулировочные прокладки, если затяжка слишком туга, то добавляют прокладки. После окончательной затяжки подшипников на гайке и торце вала наносят риски.
- Отвертывают гайку, снимают фланец, надевают крышку подшипников 28 с сальником 3 и устанавливают фланец; затем затягивают гайку до совмещения нанесенных рисок и зашплинтовывают.
- Напрессовывают на конец ведущей шестерни роликовый цилиндрический подшипник 7 и устанавливают стопорное кольцо.
- Напрессовывают на шейки чашки диференциала роликовые конические подшипники 20.
- В левую половину чашки диференциала устанавливают опорную бронзовую шайбу, полуосевую шестерню, крестовину в сборе с опорными шайбами и сателлитами, вторую полуосевую шестерню с опорной шайбой и правую половину чашки диференциала так, чтобы имеющиеся метки на обеих половинах совпали.
- Стягивают болтами обе половины чашки и зашплинтовывают болты общей проволокой.
- Устанавливают столько регулировочных прокладок 27, сколько их было снято при разборке с гнезда подшипников ведущей шестерни, вставляют ведущую шестерню в картер заднего моста и завертывают болты.
- Устанавливают маслоотражатели 21 и сальники 10 в кожухи полуосей со стороны картера главной передачи и запрессовывают наружные кольца подшипников 20 чашки диференциала.
- Устанавливают в картер чашку диференциала 14 в сборе; в разъеме картера ставят прокладку 16 толщиной 0,20—0,25 мм (после затяжки болтов толщина прокладки должна быть 0,15 мм, что обеспечивает нормальный зазор в зацеплении шестерен), и завертывают болты картера.
- Проверяют зазор в зацеплении шестерен, который должен соответствовать угловому перемещению фланца ведущей шестерни на 0,3—0,9 мм, при измерении перемещения индикатором на диаметре расположения отверстий фланца. Величину этого зазора регулируют изменением толщины прокладок 27 между картером и гнездом подшипников ведущей шестерни. Для снятия или добавления прокладок отвертывают гайку вала ведущей шестерни, снимают фланец, крышку с сальником, упорное кольцо и гнездо подшипников. После изменения числа прокладок снова собирают и проверяют зазор.
- Вставляют полуоси 11 и завертывают гайки крепления их фланцев.
Сборку двойной главной передачи и диференциала (ЗИС-150) выполняют в следующем порядке:
- Напрессовывают роликовые конические подшипники на шейки промежуточного вала главной передачи от зазора 0,05 мм до натяга 0,015 мм, запрессовывают наружные кольца подшипников в крышки, устанавливают вал в картер главной передачи и привертывают крышки к картеру с регулировочными стальными прокладками. Добавляя или удаляя прокладки, регулируют затяжку подшипников так, чтобы осевое смещение вала не превышало 0,1 мм (проверяется по индикатору). При этом вал должен легко вращаться от руки.
- В стакан ведущей конической шестерни Запрессовывают наружные кольца роликовых конических подшипников.
- Напрессовывают на вал ведущей шестерни роликовый конический подшипник до упора, вставляют шестерню в стакан, надевают на вал распорную втулку и две регулировочные стальные шайбы (толщина шайб в мм: 2,0—2,02; 2,05—2,07; 2,15— 2,17; 2,25—2,27; 2,35—2,37; 2,45—2,47; 2,55—2,57; 2,6—2,62). Напрессовывают передний роликовый конический подшипник, надевают упорную шайбу, привертывают к стакану крышку подшипника с сальниками, на шлицы вала надевают фланец карданного шарнира, ставят шайбу и затягивают до отказа гайку.
- Проверяют правильность затяжки подшипников вращением вала шестерни за фланец. При этом вал должен легко вращаться (вращающий момент не более 25—35 кгсм) и не иметь осевого зазора более 0,05—0,1 мм. Правильная затяжка подшипников достигается изменением толщины регулировочных шайб или их шлифованием.
- Привертывают стакан в сборе с ведущей шестерней и с регулировочными стальными прокладками (толщина прокладок в мм: 0,05; 0,1; 0,2; 0,5; 1,0) к картеру главной передачи.

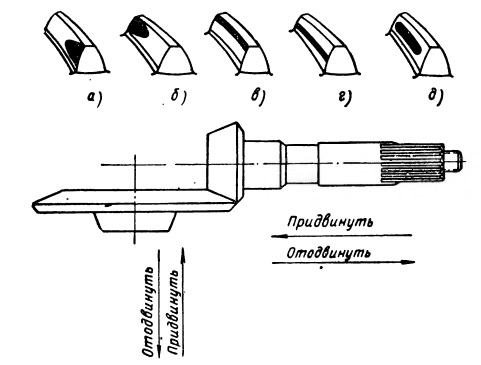
Рис. Отпечатки на зубьях при различном зацеплении шестерен.
Источник