- Восстановление нуля револьверной головки
- Срочный ремонт станков
- Ремонт токарного станка после удара:
- Ремонт револьверной головки после удара
- Демонтаж передней части револьверной головы токарного станка
- Тип работ: Ремонтные работы
- Оборудование: Тайваньский токарный станок
- Ремонт револьверной головки после удара
- Ремонт токарно-револьверного станка
- Ремонт токарно-револьверного станка
- Самостоятельный ремонт
- Обслуживание
- Стоимость ремонта
- Стоимость ремонта
- Основная наша специализация — ремонт станков
Восстановление нуля револьверной головки

В принципе тут и писать особо нечего приведу несколько картинок и раскажу как это делаем мы. Итак механики востановили правильное положение револьверной головки и на экране видим текущее значение, экран должен выводить фактическое значение REF
.Нажимаем menu select -> пусконаладка ->машинные данные(MD)->осевые MD далее нажимаем кнопочку на экране Найти и в появившемся окне вводим 34090 и нажимаем ввод.
теперь из значения параметра MD34090 нашем случае -1,509 вычитаем или прибавляем значение фактического положения нашей головки когда уже выставлена механниками соосность то есть у нас 0,060 без знаков , то есть 1.509-0.060 = 1,449 запоминаем базовое значение -1,509 и вносим в параметр MD34090 значение —1,449 перегружаемся с отключением рубильника .После перезагрузки смотрим результат если вместо нуля у нас какие то другие цифры то вместо вычитания делаем сложение для чего и нужно было запомнить начальное значение -1,509 в параметре MD34090 то есть проводим следующие действия 1.509+0.060 =1569 и записать в MD34090 значение -1569 снова перегружаемся и теперь у нас на экране заветный ноль ,могут быть микронные отклонениия.
От себя добавлю не уверен но все же если после выстовления револьверной головки значение отрицательное например -0,060 то надо вычитать ,если положительное то складывать.Но еще раз повторюсь что на 100% не уверен.
Источник
Срочный ремонт станков
Мы проводим ремонт различных типов промышленного оборудования. Наиболее популярным направлением является ремонт токарного и фрезерного оборудования. Мы осуществляем ремонт: Fanuc, Sinumerik, Mitsubishi, Arix, Syntec, Delta и многих других стоек ЧПУ. Необходимость ремонта всегда возникает неожиданно, а простой станка вследствие поломки может вылиться в большие финансовые потери. Именно поэтому мы стараемся максимально быстро реагировать на заявку. Наши инженеры в рамках выезда прикладывают максимум усилий для восстановления работоспособности оборудования в максимально короткий срок.
Ремонт токарного станка после удара:
 Например, очень часто требуется срочный ремонт токарных станков с ЧПУ после столкновения револьверной головки с патроном. Мы проводим работы по исправлению последствий таких ошибок и восстанавливаем геометрическую точность станка до исходных параметров. В данной ситуации ремонт токарного станка будет заключаться в следующем:
Например, очень часто требуется срочный ремонт токарных станков с ЧПУ после столкновения револьверной головки с патроном. Мы проводим работы по исправлению последствий таких ошибок и восстанавливаем геометрическую точность станка до исходных параметров. В данной ситуации ремонт токарного станка будет заключаться в следующем:
- Выставление передней бабки после удара. Необходимость в регулировке возникает в случае, если обработка получается конусной. Другими словами – станок “конусит”. Настройка производится при помощи калибровочной оправки и индикатора часового типа.
- Выставление револьверной головки в плоскости X-Z. Данная настройка очень важна – по сути, это параллельность оси сверла и оси шпинделя. Если на длине 50 мм отклонение составляет более 0.02 мм, то просверлить ровное отверстие вдоль оси детали будет проблематично. Регулировка производится при помощи калибровочной оправки и индикатора часового типа.
- Выставление диска револьверной головки в случае её проворота. Необходимость проведения данной процедуры очень легко проверить! Если проходной резец подрезает торец, но оставляет в центре выступ – это свидетельствует о том, что резец находится ниже или выше оси вращения. После удара смещение может достигать 0.5 – 1 мм! Наши инженеры частично разбирают револьверную головку и заново её нивелируют в процессе сборки.
- Перепривязка нулевой точки оси X. По сути, это соосность осевого инструмента и оси вращения шпинделя. Эта настройка выполняется программно, после механического устранения всех вышеперечисленных проблем. Соосность определяется при помощи центроискателя. Обратите внимание, что на более качественных токарных станках можно добиться соосности в 0.01 мм, в то время как на китайском оборудовании даже 0.03 мм будет хорошим показателем!
Именно такой последовательности требует ремонт токарного станка после столкновения. Грамотные действия инженера позволяют восстановить геометрию токарного станка до исходных значений. В своей работе мы применяем только качественный измерительный инструмент и выполняем работы оперативно. Ремонт токарного станка после удара как правило занимает около 2-х дней, с стоимостью услуг можно ознакомиться в разделе ЦЕНЫ.
Источник
Ремонт револьверной головки после удара

Вот так попробуй:
Снятие револьверной головки после аварийной остановки 1. Установите K7.5=1 (переключатель для работы в ручном режиме)
Нажать кнопку «SYSTEM» > [PMC] > [PMCPRM] > [KEEPRL] > В столбце ADDRESS найти строку К07 , в столбце DATA поменять шестое с права значение на 1 (что и будет соответствовать К7.5=1)
2. Поставьте переключатель режима в положение «Handle mode»
3. Нажмите одновременно кнопки «FEED HOLD» и «SP. STOP» (диск револьверной головки разожмется) 4. Вращать голову «+Х» до совмещения стрелок инструмента и переключателя
5. Нажать «RESET» для того чтобы зажать диск револьверной головки.
6. Установите K7.5=0
Нажать кнопку «SYSTEM» > [PMC] > [PMCPRM] > [KEEPRL] > В столбце ADDRESS найти строку К07 , в столбце DATA поменять шестое с права значение на 0 (что и будет соответствовать К7.5=0)
7. Поставьте переключатель режима в положение «Handle mode» 8. Нажмите одновременно кнопки «FEED HOLD» и «SP. STOP» (диск револьверной головки разожмется)
9. Поставьте переключатель режима в положение «ZERO RETUTRN»
10. Нажмите одновременно кнопки «+Х» и «FEED HOLD»
11. Нажмите кнопку»RESET» для того чтобы зажать диск револьверной головки.
12. Перезагрузить станок (Выключить станок и включить)
и вот:
Снятие револьверной головки после аварийной остановки 1. Установите K7.5=1 (переключатель для работы в ручном режиме)
Нажать кнопку «SYSTEM» > [PMC] > [PMCPRM] > [KEEPRL] > В столбце ADDRESS найти строку К07 , в столбце DATA поменять шестое с права значение на 1 (что и будет соответствовать К7.5=1)
2. Поставьте переключатель режима в положение «Handle mode»
3. Нажмите одновременно кнопки «FEED HOLD» и «SP. STOP» (диск револьверной головки разожмется
Процедура после аварии следующая:
1.выключаем станок (силу)
2.в шкафу эл.автоматики есть тумблер TURRET ORIGIN SET его переключаем в положение ON.
3.включаем силу и кнопку POWER при отжатом аварийном останове.
3.нажимаем кнопку на пульте, поворот резцедержки, она разжимается (гидравлика) и далее можно вращать резцедержку от руки.
Всё.
тумблер TURRET ORIGIN SET управляет входом (режим) привода и привод резцедержки переходит в режим наладки.
После устранение неисправности, устанавливаем в 1 позицию резцедержку и нажимаем кнопку поворот резцедержки на пульте, после чего произойдет зажим резцедержки (главное угадать правильное место зажима).А далее процедура, выключаем станок (сила) тумблер возрщаем на место и снова включаем станок, а потом в бой.
Забыл уточнить, у нас стойка FANUC 18i-TB
Не благодари.
Но кстате вот эта фигня с остановкой сделана для безопасности.
Источник
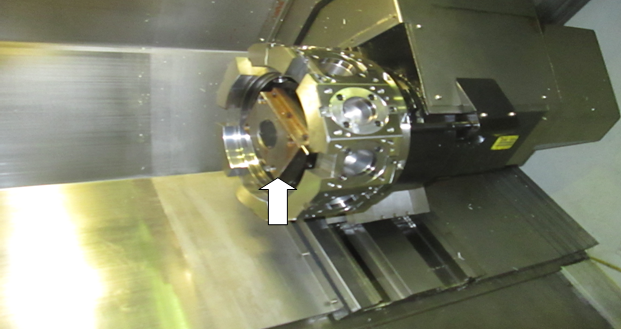
Демонтаж передней части револьверной головы токарного станка
Тип работ: Ремонтные работы
Оборудование: Тайваньский токарный станок
1. Снятие передней защитной крышки револьвера. (8 болтов)
2. Снятие узла привода инструмента (4 шестигранных болта на 10).
Чтобы запомнить позицию ставится метка.
3. Снимается передний замыкающий фланец (12 шестигр. Болтов на 8).

4. Снимается защитное кольцо роликового подшипника (16 шестигран. болтов на 4).

5. Для дальнейшего демонтажа, обязательно необходим обратный молоток.
Снятие при помощи обратного молотка роликового подшипника.
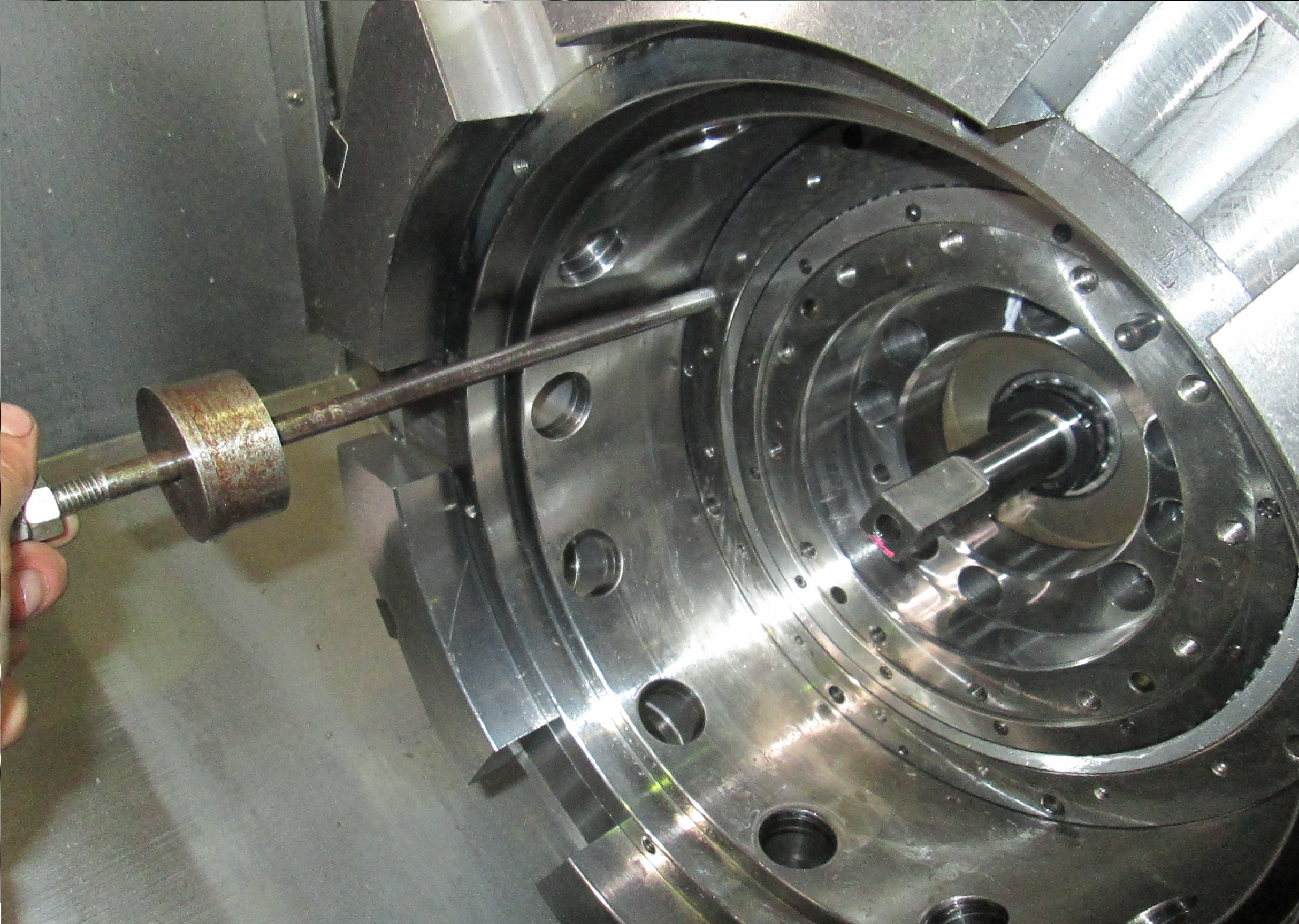

6. Снимается цилиндр фиксации револьвера в сборе при помощи обратного молотка.
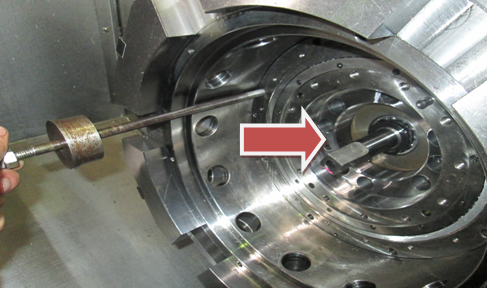
7. Снимается инструментальный барабан.
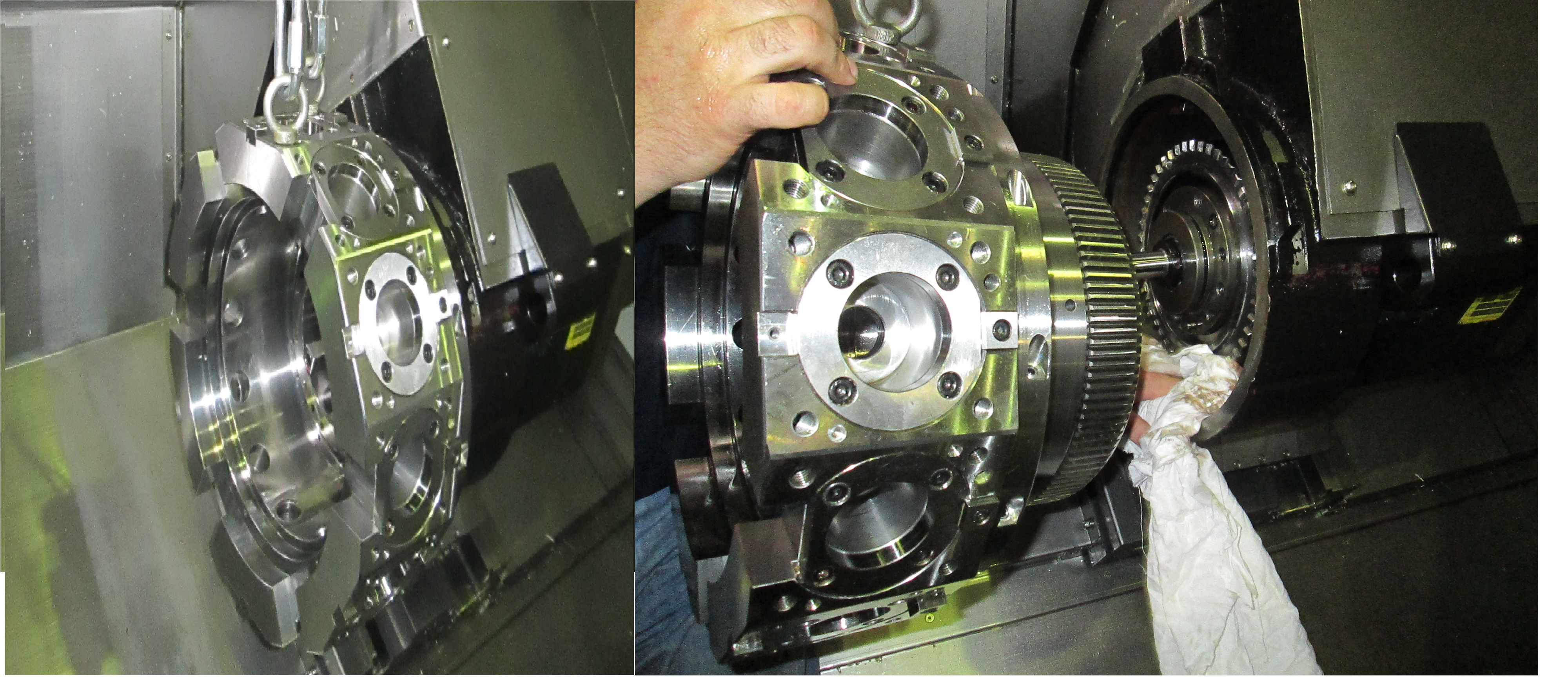
На фото все узлы лежат последовательно разборке.
Источник
Ремонт револьверной головки после удара
Ремонт токарно-револьверного станка
Ремонт токарно-револьверного станка
Токарно-револьверные станки применяются в потоковом производстве металлоизделий. Эта распространенная разновидность используется практически для всех видов токарных работ. Характеризуются наличием револьверной головки, представляющей из себя поворотный узел с несколькими позициями для установки режущего инструмента и возможностью выполнения разных процессов в автоматическом режиме.
Осуществляется ремонт механической, электрической, электронной частей станка. Ремонт может быть плановый и неплановый. Первый обусловлен системой техобслуживания и ремонта оборудования и производится через установленное определенное время или при достижении определенного технического состояния оборудования. Второй тип ремонта тоже входит в техобслуживание оборудования, но производится в неплановом порядке.
Ремонт токарно-револьверного станка оборудования бывает двух видов – текущий и капитальный. Первый представляет из себя ремонт с целью обеспечения работоспособности оборудования (или профилактический) в течение определенного времени. Производится замена или ремонт отдельных деталей или узлов. Второй вид ремонта производится для обеспечения долгосрочной работы оборудования и профилактики поломок.
Виды поломок
К самым распространенным неисправностям токарно-револьверных станков относятся несколько.
- Отсутствует нормальный проворот шестеренок коробки скоростей и переключения скоростей. Причиной может быть низкое давление масла в гидросистеме. Для устранения неисправности нужна регулировка давления напорным золотником. Данная неисправность возникает и при отсутствии регулировки блокировочного золотника на штоке цилиндра гидрофрикциона (отсутствует давление на механизме поворота шестеренок). Для устранения необходима установка вилки фрикциона на среднее значение и блокировочного золотника в положение подачи давления в механизм медленного поворота шестеренок. Третьей причиной может выступить поломка механизма медленного проворота. Устраняется обеспечением легкости перемещения золотников и поршня рейки. Еще одной причиной является поломка штифтов и винтов на зубчатой муфте (характеризуется срезом штифтов и винтов зубчатой муфты при включении медленного проворота шестеренок). Устраняется заменой штифтов и винтов на зубчатой муфте. Повышенные утечки соединения труб также может вызывать данную проблему. Устраняется заменой трубки или поджимом штуцеров (место утечки определяется по падению давления на манометре на данном участке).
- Гудение гидросистемы и отсутствие смазки может быть вызвано подсосом воздуха в магистрали всасывания. Проблема устраняется подсосом воздуха (нужно поджать соединения) и долить масло до нормируемого уровня.
- Увеличение времени торможения шпинделя происходит из-за понижения давления в гидросистеме. Устраняется регулировкой давления до 25кгс/см (время торможения должно быть не менее пяти секунд).
- Повышенный износ вилки фрикциона вызван отсутствием регулировки гайки ограничения хода вилки фрикциона. Устраняется регулировкой давления до 25кгс/см. Время торможения 5-6 сек при механической обработке
Капитальный ремонт токарно-револьверных станков включает в себя большой объем работ. Производится разборка оборудования на узлы, которые, в свою очередь, разбираются на детали. Обязательна диагностика состояния узлов и деталей, шлифовка некоторых из них, замена некоторых на новые. После проведения всех ремонтных операций производится сначала сборка узлов, а потом общая сборка. В финальной стадии проверяется работа станка. При этом он должен полностью отвечать нормам электробезопасности.
Работы, которые проводятся при капитальном ремонте станка, имеют определенную последовательность. Перед разборкой производится проверка станка, оценка износа трущихся поверхностей. Затем производится полная разборка узлов станка, оценка состояния и промывка деталей (составляется документ дефектных деталей). После этого производится либо восстановление, либо замена деталей, ремонт охладительной системы, гидроузла, электрооборудования.
При необходимости производится ремонт или замена насосов системы смазки, шлифовка направляющих поверхностей. Как правило, производится замена очистителей направляющих и пиноли. В конце ремонта производится сборка узлов станка, проверка его работы (заключается в работе на холостом ходу на всех скоростях и проверка на точность/шум/нагрев). При необходимости все необработанные поверхности красятся. Следует помнить, что самостоятельный ремонт станка может привести к неблагоприятным последствиям.
Самостоятельный ремонт
Перед тем как приступить к ремонту токарно-револьверного станка, необходимо ознакомиться с рекомендациями по эксплуатации и другой документацией, идущей в комплекте с оборудованием. Самостоятельный ремонт сложного оборудования категорически не рекомендован, для этого следует обратиться к специалистам. Есть виды поломок, которые случаются чаще всего.
- Самой распространенной проблемой является то, что станок не включается. Решается проверкой узла подключения к электросети.
- Не переключается блок шестерен, слышен звук проскальзывания. Необходим повторный запуск и включение передачи «на выбеге».
- При внезапном отключении электродвигателя во время работы «виновно» реле, которое защищает оборудование от перегрузки. Нужно понизить при работе интенсивность процесса.
- Низкое количество оборотов шпинделя бывает вызвано недостаточным натяжением ремней или плохо затянутой фрикционной муфтой. Медленное торможение шпинделя тоже вызвано недостаточным натяжением ремней.
- Охлаждающий насос не работает из-за недостаточно высокого уровня охлаждающей жидкости в системе. Устраняется доливом. Еще одной причиной может быть поломка предохранителей, которые заменяются в этом случае на новые.
- Чрезмерная вибрация станка во время работы, может быть вызвана неправильной установкой оборудования (не по уровню) или износом стыка направляющих суппорта. Во втором случае следует отрегулировать прижимные планки. Причиной может быть и некорректный подбор режима резания или проблема с заточкой режущего механизма.
- Недостаточное качество обработки заготовки вызвано несколькими причинами. При смещении задней бабки, при неправильно зафиксированной в патроне заготовке, при слабой фиксации резца/патрона. Необходимо отрегулировать положение бабки, поджать заготовку, подтянуть держатель резца и ремни патрона.
- Неисправности смазочной системы устраняются несколькими способами. При отсутствии смазки нужно отрегулировать винт упора рычага насоса. При слабой подаче смазки придется промыть фильтр.
Обслуживание
Техобслуживание токарно-револьверного станка необходимо для предотвращения поломок и обеспечения его нормального функционирования в течение заявленного производителем срока. Система техобслуживания включает в себя своевременность замены оснастки, масла, СОЖ и другие важные процессы. Необходимо своевременно выявлять и предупреждать неисправности, не допускать простоя оборудования из-за несвоевременной замены или восстановления вышедших из строя деталей.Любое оборудование рано или поздно выходит из строя, относится это и к токарно-револьверному станку. Для того, чтобы станок служил долго, а продукция, сделанная на нем, соответствовала нормам, необходимо исправно проводить профилактический ремонт и техобслуживание.
Стоимость ремонта
Цены на ремонт токарных станков варьируются в широких пределах и стартуют от 10 000 рублей. В зависимости от сложности, цифры могут достигать нескольких миллионов. После ремонта дается гарантия (при условии изначальной стопроцентной комплектности станка). При наличии дефектов корпуса, необходимости дорогостоящих деталей (не поддающихся восстановлению), а также при некомплектности станка стоимость ремонтных работ и их продолжительность возрастает на стоимость и срок поставки запчастей. К дополнительным относятся услуги демонтажа и доставки токарно-револьверного станка.
Стоимость ремонта
| Вид работ | Стоимость |
|---|---|
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8 (499) 380-77-48
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.
Источник