- Как ремонтировать автомобиль
- Восстановление резьбы спиральными вставками
- Восстановление посадочных отверстий
- свертными втулками
- Технологический процесс восстановление резьбовой поверхности включает:
- Схема установки уплотняющей и стягивающей вставок.
- Резьбовая спиральная вставка.
- Восстановление резьбовых поверхностей спиральными вставками
- Как восстановить внутреннюю резьбу в алюминии?
- Технология восстановления внутренней и наружной резьбы
- Применение спиральной вставки
- Способ восстановления резьбы
- Восстановление резьбы в алюминиевом блоке
- Замена поврежденной резьбы в четыре простых шага
- Преимущества применения ремонтных вставок
- Volvo 850 ВольвоЖиви › Бортжурнал › Восстановление резьбы спиральными вставками в блоке цилиндров
- Применение эпоксидного клея
- Холодная сварка
- С применением метчика для нарезания резьбы
- Как отремонтировать резьбовое отверстие с сохранением его прежнего диаметра?
- С использованием ввертыша
- Как восстановить резьбу при помощи метчика и без него
- Как восстановить резьбу метчиком
- Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
- Заваривание отверстия с последующим нарезанием новой резьбы
- Восстановление резьбы при помощи ввертыша
- Восстановление резьбы при помощи спиральной вставки
- Применение футорок
- Выбор холодной сварки для резьбы
- Недостатки и преимущества
Как ремонтировать автомобиль
Восстановление резьбы спиральными вставками
Восстановление посадочных отверстий
свертными втулками
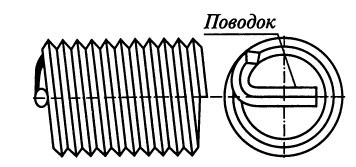
Восстановление резьбовых поверхностей спиральными вставками. Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали.
Технологический процесс восстановление резьбовой поверхности включает:
— рассверливание отверстия с применением накладного кондуктора и снятие фаски (1×45°). Смещение осей отверстий не более 0,15 мм,
— перекос осей отверстий не более 0,15 мм на длине 100 мм;
— нарезание резьбы в рассверленном отверстии детали. Скорость резания 4. 5 м/мин, частота вращения 60. 80 мин.
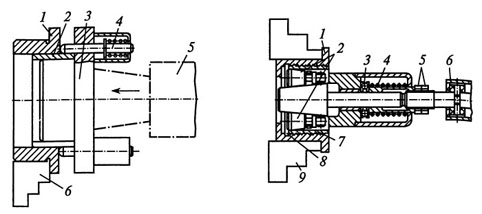
Схема установки уплотняющей и стягивающей вставок.
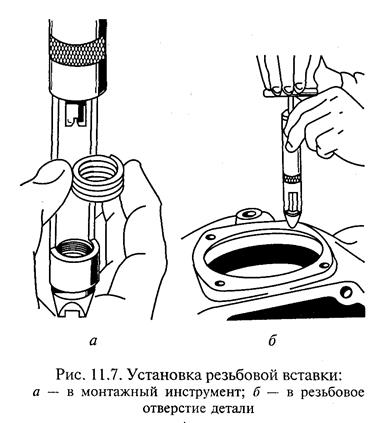
Установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент (рис. а); ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали (рис. б); вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки; контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом).
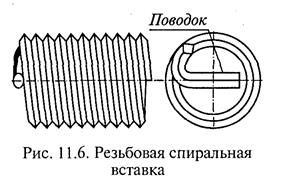
Резьбовая спиральная вставка.
Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.
Источник
Восстановление резьбовых поверхностей спиральными вставками
Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 11.6).
Технологический процесс восстановление резьбовой поверхности включает:
рассверливание отверстия (см. табл. 21.3) с применением накладного кондуктора и снятие фаски (1×45°). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
нарезание резьбы в рассверленном отверстии детали (см. табл. 21.3). Скорость резания 4. 5 м/мин, частота уплотняющей и стягивающей вставок в деталь: установить резьбовую вставку в монтажный инструмент (рис. 11.7, а); ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с
помощью инструмента в резьбовое отверстие детали (рис. 11.7, б); вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом).
Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.
Восстановление посадочных отверстий свертными втулками
Восстанавливают свертными втулками посадочные отверстия под подшипники качения. Технологический процесс включает в себя следующие операции:
изготовление заготовки свертной втулки. Заготовки свертных втулок получают резкой стальной ленты на полосы шириной Н и длиной L = I + 3. 5 мм. Толщина ленты зависит от износа детали (табл. 11.1). Длина и ширина заготовки свертной втулки равны
l = π(dmax-λ+δ) (11.12)
Н= В(l + ψ/100), (11.13)
где l — длина заготовки свертной втулки, мм;
dmax — максимальный диаметр расточенного отверстия, мм;
λ — номинальная толщина ленты (табл. 11.1), мм;
δ — допуск на толщину ленты, мм;
Н — ширина заготовки свертной втулки, мм;
В — ширина восстанавливаемой поверхности, мм;
ψ — величина относительной осевой деформации (числовые значения приведены в табл. 11.1);
свертывание втулки из заготовки путем ее сгиба на специальных приспособлениях. После свертывания втулки с одного из ее торцов снимают фаску;
подготовка ремонтируемого отверстия под свертную втулку: растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки треугольного профиля;
установка втулки в ремонтируемое отверстие с помощью специальной оправки, которая крепится в пиноли задней бабки токарного станка (рис. 11.8);
раскатка втулки специальным раскатником (рис. 11.9) на режимах: окружная скорость 50. 70 м/мин, подача 0,3. 0,4 мм/об; обработка фаски в соответствии с чертежом на новую деталь.
Параметры стальной ленты в зависимости от износа восстанавливаемого отверстия
| Увеличение диаметра ремонтируемого отверстия, мм | Номинальная толщина ленты, мм | Относительная осевая деформация ленты при свертывании, % |
| До 0,5 | 0,8 | 15,2 |
| 0,5. ..0,7 | 1,0 | 13,2 |
| 0,7. ..1,0 | 1,2 | 12,5 |
| 1,0 . 1,2 | 1,4 | 11,5 |
| __ 1,2. ..1,4 | ‘ 1,6 | 10,2 |

ГЛАВА 12. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Сущность процесса
Способ пластического деформирования основан на способности деталей изменять форму и размеры без разрушения путем перераспределения металла под давлением, т. е. основан на использовании пластических свойств металла деталей. Особенность способа — это перемещение металла с нерабочих поверхностей детали на изношенные рабочие поверхности при постоянстве ее объема. Пластическому деформированию могут подвергаться детали в холодном или в нагретом состоянии в специальных приспособлениях на прессах.
Стальные детали твердостью до HRC 30 (низкоуглеродистые стали), а также детали из цветных металлов и сплавов обычно деформируют в холодном состоянии без предварительной термообработки. При холодном деформировании наблюдается упрочнение металла детали, т. е. происходит наклеп, который повышает предел прочности и твердости металла при одновременном понижении ее пластических свойств. Этот процесс требует приложения больших усилий. Поэтому при восстановлении деталей очень часто их нагревают.
В нагретом состоянии восстанавливают детали из средне- и высокоуглеродистых сталей. При восстановлении деталей необходимо учитывать верхний предел нагрева и температуру конца пластического деформирования металла. Относительно низкая температура конца деформирования металла может привести к наклепу и появлению трещин в металле. В табл. 12.1 приведены интервалы горячей обработки металлов давлением. В зависимости от конструкции детали, характера и места износа нагрев может быть общим или местным.
Интервалы температур горячей обработки металлов давлением, °С
Источник
Как восстановить внутреннюю резьбу в алюминии?
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.

Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Восстановление резьбы в алюминиевом блоке
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех.
В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка.
Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках.
Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии.
Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Полезные советы 19.03.2018 11:03:39
Volvo 850 ВольвоЖиви › Бортжурнал › Восстановление резьбы спиральными вставками в блоке цилиндров
Вначале огромная благодарность Матвею palodin!
Итак, после того как сорвало резьбу и я подергался некоторое время в судорогах, было решено заказывать из Москвы набор для восстановления резьбы www.mactak.ru/store/nabor…vleniya-rezbi-volkel-4021 за 2535 руб, ценник гуманный, но дальнейшее — это нечто.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.
Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Как отремонтировать резьбовое отверстие с сохранением его прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.
Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Как восстановить резьбу при помощи метчика и без него
2018-07-04
Как восстановить резьбу при помощи метчика и без него
Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
- Рассверлите отверстие.
- Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
- Рассверливайте отверстие строго под прямым углом
- Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
- При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
- Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
- Не забывайте использовать смазку и регулярно удалять стружку.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
- Удаление старой резьбы путем рассверливания.
- Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы. В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
- Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
- Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
- Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
- На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
- Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
Изображение №1: рассверливание отверстия под спиральную вставку
Формирование резьбы. Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.
Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.
Читать также: Из какой стали изготавливают болты
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.
Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пишут , что : так как многие пользуются техникой с бензиновым двухтактным двигателем в силу конструктивных особенностей приходится часто выкручивать свечу из головки блока, что приводит к повреждению резьбы в свечном канале. Свеча имеет строго определенный диаметр резьбы (М14) и поэтому рассверлить посадочное отверстие или использовать ввертыш для восстановления не получится. В большинстве случаев материалом головки блока служит алюминий, достаточно мягкий металл и ремонт резьбы путем прохождения метчиком не приносит желаемого результата.
В таких случаях Вам поможет так называемая жидкая резьба – полимерный состав, который предназначен для ремонта свечных каналов. Вы можете использовать восстановленное резьбовое соединение после 24 часов полимеризации. Так же соединение остаётся полностью разборным, причем адгезия к стали у состава меньше, чем к алюминию. Это говорит о том, что вы, приложив первоначальные усилия сможете вывернуть свечу зажигания или болт из восстановленного алюминиевого корпуса.
Кто пользовался ? Какие впечатления ? Ваше мнение?
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: STORM (—.95-54-233-131.dynamic.murmansk.avangarddsl.ru) Дата: 09-03-13 10:34 |
Всю сознательную жизнь чиркаю по резьбе на свече мягким карандашом,нанося графит,свеча всегда нормально откручивается без повреждения резьбы. Это совет как предотвратить,а не как уже устранить.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Томат (—.qwerty.ru) Дата: 09-03-13 11:00 |
Обычно мажу графитовой смазкой.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор (—.pppoe.avangarddsl.ru) Дата: 09-03-13 11:36 |
Я тоже, но тут требуется починить.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Томат (—.qwerty.ru) Дата: 09-03-13 12:14 |
Тогда вертыш или спиральная вставка.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор (—.pppoe.avangarddsl.ru) Дата: 09-03-13 12:19 |
Я так понял, что ЭТА не внушает ?
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Томат (—.qwerty.ru) Дата: 09-03-13 12:23 |
Может конечно, что то уже придумали, но я такого еще не слышал.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Пузырь67(Весёлый посёлок) (—.broadband.corbina.ru) Дата: 09-03-13 12:23 |
Чушь это всё.Я на триммере пытался воспользоваться подобной хренью, в итоге свеча выстрелила мимо подругиного уха сразу при заводке.Хорошо, не в глаз.Есть спецкомплекты с метчиком и ввёртышами (футорками), как на фото.Стоит немного, помогает реально.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: HUNTER-1 (—.opera-mini.net) Дата: 09-03-13 13:15 |
Совсем не внушает.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: STORM (—.178-65-207-246.dynamic.avangarddsl.ru) Дата: 09-03-13 14:15 |
Думаю что подобные примочки существуют как аварийно/временная мера,типа добраться до сервиса.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Чеснок (92.240.136.—) Дата: 09-03-13 14:29 |
Я народу делаю ввертыши из бронзы , наружный диаметр м18 шаг 1.5 , претензий не было ни разу. Почему- то в основном на Газелях. А этой химии веры нет, так как очень большой температурный перепад у двигателя. Металл не выдерживает, а полимер – сомнительно.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
Читать также: Из чего сделана нержавеющая сталь
| Автор: Горыныч (195.135.239.—) Дата: 09-03-13 19:14 |
Вообще,часто эпоксидным составам приписываются какие то волшебные свойства,хотя практически любая из них при 70-90 градусаж теряет прочность.
| Ответить на это сообщение |
| Re: Жидкая резьба – восстановление сорванной резьбы. |
| Автор: Александр 13 (—.kirov.comstar-r.ru) Дата: 09-03-13 19:27 |
«так как многие пользуются техникой с бензиновым двухтактным двигателем в силу конструктивных особенностей приходится часто выкручивать свечу из головки блока, что приводит к повреждению резьбы в свечном канале.» – с хуеееев ли баня то упала? Правильными руками хоть мильон раз выкрути, резьбе до лампочки апсолютно, а кривыми и на первом разе девушку испортить моно
Источник