- Pereosnastka.ru
- Обработка дерева и металла
- Детали машин
- Предотвращение самоотвинчивания резьбы
- Способы стопорения резьбовых деталей
- СПОСОБЫ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
- Стопорение резьбовых соединений и его виды
- Стопорение стопорными винтами
- Стопорение шплинтами
- Стопорение деформацией металла
- Стопорение проволокой
- Государственные стандарты
Pereosnastka.ru
Обработка дерева и металла
В резьбовых соединениях повышенные износы и поврежден и я возникают из-за недостаточной затяжки винтов и гаек, особенно в соединениях, воспринимающих во время работы большие или знакопеременные нагрузки. Под совместным действием этих нагрузок болты и винты растягиваются, шаг резьбы и ее профиль нарушаются, гайки начинают «заедать». Происходят поломки деталей соединений.
Более интенсивно изнашиваются детали часто разбираемых и регулируемых соединений. Износу подвергаются резьбы, грани головок болтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта.
Износ резьбовых соединений проявляется следующим образом:
— изменяется профиль резьбы по среднему диаметру — увеличивается зазор (наблюдается у винтов и у часто отвертываемых крепежных болтов);
— рабочие поверхности профиля резьбы сминаются под действием рабочих нагрузок;
— стержень болта удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки;
— изменяется под действием осевых рабочих нагрузок шаг резьбы.
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Ремонт соединения, в котором произошел обрыв винта или шпильки, производится разными способами. Если винт или шпилька сломалась в глубине отверстия, то обломки извлекают. Для этого тонкий бородок или керн приставляют концом к верху обломка; постукивая молотком по бородку, которому придают наклон в направлении, противоположном заходу резьбы, вывинчивают обломок. Это делают, стараясь не повредить край резьбы.
Другой способ: в обломке винта или шпильки высверливают отверстие диаметром меньше, чем диаметр резьбы, и забивают в него ребристый закаленный стержень; проворачивая стержень, удаляют обломок из гнезда.
Более совершенным способом извлечения из отверстия обломка является выполнение в обломке электроискровым способом квадратного отверстия, а затем вывертывание обломка ключом.
Извлечение сломанных винтов можно осуществить с помощью приваренного электрода.
Детали значительного диаметра с изношенной наружной резьбой ремонтируют так: срезают старую резьбу и нарезают новую (если это Допускается условиями прочности) или же на деталь насаживают втулку либо бандаж с резьбой. Если удаляют старую резьбу, то новую обрабатывают до ближайшего диаметра по стандарту.
Изношенную или сорванную резьбу в отверстиях детали обычно не восстанавливают.
В этих случаях поступают следующим образом отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу;
— в,углубленное отверстие ввинчивают новый винт с удлиненной резьбовой частью;
— отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко изготовляют взамен старой шпильки новую шпильку с уступом и с резьбой двух диаметров: большего — для завинчивания шпильки в одну из соединяемых деталей и меньшего — для соединения со второй и стягивания их гайкой.
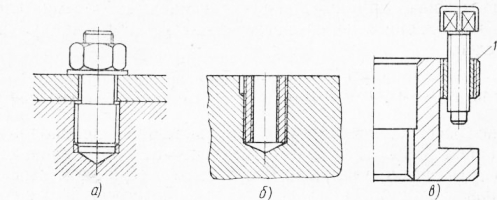
Рис. 1. Ремонт резьбового соединения:
а — постановкой новой шпильки с уступом и резьбой двух диаметров, — постановкой втулки с наружной и внутренней резьбой, в — постановкой втулки на клею
При ремонте резьбовых отверстий в корпусных деталях рационально восстанавливать номинальную (первоначальную) резьбу, для этого существующее отверстие рассверливают, нарезают новую резьбу, изготавливают переходную втулку с наружной и внутренней резьбой, рассчитанной на нормальный винт. Втулку устанавливают заподлицо с плоскостью детали и стопорят штифтом. Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее. Для этого резьбу в корпусе, резцедержателе, а также и на переходной тонкостенной втулке тщательно обезжиривают, нанося клей на сопрягаемые резьбы, ввинчивают втулку заподлицо с деталью. После затвердения клея образуется надежное соединение. На рис. 1, в показано резьбовое отверстие резцедержателя, восстановленное эпоксидным клеем.
В некоторых случаях изношенное резьбовое отверстие в детали заглушают и высверливают рядом другое отверстие, после чего в нем нарезают резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
При ремонте и сборке неподвижных разъемных соединений важно обеспечить жесткое соединение, скрепляя болтами сопрягаемые поверхности деталей. Эти поверхности часто называют стыками, к которым предъявляются различные требования пс созданию необходимой плотности сопряжения.
Стыки пригоняют механической обработкой, в частности строганием, шлифованием и др., а также припиливанием, шабрением и притиркой. В ряде случаев, где требуется герметичность (например, картеры, содержащие смазку), стыки уплотняются соответствующей прокладкой. В качестве прокладок используют картон, клингерит, бумагу, резину, свинец и др. Чем точнее выполненное сопряжение стыков, тем выше жесткость соединения.
При менее точной подгонке стыков между ними появляются неравномерные зазоры, при скреплении соединения болтами образуются вредные напряжения, вызывающие упругую деформацию скрепленных детелей.
Источник
Детали машин
Предотвращение самоотвинчивания резьбы
Способы стопорения резьбовых деталей
Все крепежные резьбы удовлетворяют условию самоторможения ψ , так как в резьбах этого типа угол ψ подъема резьбы значительно меньше приведенного угла трения φ’ .  Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Однако практика эксплуатации машин показывает, что при переменных нагрузках и вибрациях значение коэффициента трения (и, следовательно, угла трения) снижается, и происходит самоотвинчивание гаек и винтов вследствие микросмещений поверхностей трения. Условие самоторможения нарушается.
Стопорение резьбовых деталей осуществляют различными способами, при которых используют дополнительное трение в резьбе или фиксирующие детали и материалы. Иногда применяют комбинацию этих способов.
Дополнительное трение в резьбе
Дополнительное трение в резьбе, создают с помощью контргаек, пружинных шайб, фрикционных вставок в винты или гайки и т. п.
Контргайка (рис. 1, а) устанавливается на шпильку или болт после затяжки соединения основной гайкой. При этом между элементами крепежа создается натяг, способствующий увеличению силы трения в резьбе и между контактирующими плоскостями деталей. Этот способ практически не используется в машиностроении, а применяется, преимущественно, в быту, поскольку не является эффективным и существенно повышает стоимость соединения за счет дополнительной гайки. Нередко его применяют совместно с другими способами стопорения резьбовых деталей.
Пружинные шайбы (шайбы Гровера, гроверы) представляют собой один виток цилиндрической винтовой пружины с квадратным сечением и заостренными краями (рис. 1, б, изображение вверху) . Вследствие большой упругости они обеспечивают сохранение сил трения в резьбе, удерживая определенный натяг в соединении.
Острые края шайбы, врезаясь в торцевую плоскость гайки и детали, дополнительно препятствуют самоотвинчиванию гайки. Пружинные шайбы изготовляют разными для правой и левой резьбы.

Пружинные стопорные шайбы изобрел английский инженер Джон Гровер (1836-1892) , именем которого иногда и называют эти детали в обиходе.
Стопорение пружинными шайбами недостаточно надежно, и при высоких уровнях вибрации не исключает самоотвинчивание соединения.
Самоконтрящимися являются гайки с завальцованным пластмассовым стопорным кольцом. Резьба в кольце образуется при навинчивании на гайки винт.
Применение фиксирующих деталей
Широко распространены для предотвращения самоотвинчивания фиксирующие детали, т. е. шплинты, проволоку, стопорные шайбы с лапками, которые отгибают после завинчивания гаек или винтов. Подобные устройства обладают достаточно высокой надежностью, простотой конструкции, удобством сборки и разборки соединения.
Некоторые из этих способов приведены на рисунке 1 (в-л) : стопорение специальными винтами, вворачиваемыми в гайку, штифтами, шплинтами, различными шайбами.
Приварка и деформирование резьбы
Еще один способ предотвращения самоотвинчивания резьбы – приварка или пластическое деформирование деталей расклепыванием и кернением.
Подобные методы применяют в тех случаях, когда не требуется частый демонтаж соединения в процессе эксплуатации, поскольку соединительные элементы крепежа повреждаются в той или иной степени и, зачастую, требуют замены после разборки и последующей сборки.
Применение клеящих и фрикционных материалов
Для предотвращения самоотвинчивания резьбовых соединений нередко используют склеивающие материалы – пасты, лаки, краски и клеи, которые либо значительно увеличивают коэффициент трения в резьбе, либо склеивают между собой детали крепежа.
Склеивающие материалы наносятся на резьбу непосредственно перед завинчиванием.
Иногда на практике используют комбинацию перечисленных выше способов стопорения крепежных деталей, что позволяет повысить надежность резьбовых соединений от самоотвинчивания.
Источник
СПОСОБЫ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Все стандартные крепежные резьбы удовлетворяют условию самоторможения, так как их угол подъема резьбы ψ значительно меньше угла трения φ. Однако, как показывает опыт эксплуатации различных машин и механизмов, при вибрациях, а также при переменной и ударной нагрузке наблюдается ослабление затянутых резьбовых соединений и происходит самоотвинчивание гаек и винтов. Поэтому в конструкциях машин редко используют резьбовые соединения без специальных средств стопорения.
Основными способами стопорения резьбовых соединений в настоящее время являются:
- Стопорение дополнительным трением с помощью упругих шайб (пружинных и стопорных).
Наибольшее применение получили пружинные шайбы (Гровера) (см. рис.23), обеспечивающие вследствие упругости шайбы постоянство сил трения при колебаниях осевой нагрузки. Благодаря врезанию острых срезов шайбы в торец гайки и плоскость детали эти шайбы повышают сцепление между гайкой, шайбой и деталью. Недостаток пружинных шайб – некоторое смещение нагрузки. Этого недостатка лишены осесимметричные стопорные шайбы с зубьями, равномерно расположенными по окружности (рис.24).
Следует отметить, что стопорение упругими шайбами не относится к высоконадежным.
2. Стопорение с помощью деформируемых шайб(рис.25) является весьма
надежным и рекомендуется для закрепления деталей на вращающихся валах. Наиболее широко используется стопорение с помощью многолапчатой стопорной шайбы (рис.25, е, ж). Для ее применения на резьбовом стержне (или валу) делают узкий паз (типа шпоночного), в который вводят отогнутый внутренний выступ шайбы. Один из наружных выступов входит при его отгибе в паз круглой шлицевой гайки после завинчивания.
3. Стопорение с помощью шплинтов (рис.26, а), благодаря своей надежности,
имеет широкое распространение в ответственных конструкциях. Шплинты представляют собой стержни, согнутые из проволоки полукруглого сечения и контактирующие плоскими сторонами. Они предназначены для стопорения прорезных и корончатых гаек. Выпадению шплинта из отверстия препятствует петля на сгибе, в другую сторону – разведенные концы.
4. Стопорение проволокой (рис.26, б) возможно для одного или группы болтов. Проволоку протягивают через просверленные в головках болтов отверстия таким образом, чтобы исключить возможность самоотвинчивания болтов (отвинчивание болтов вызывает увеличение натяжения проволоки).
5. Стопорение с помощью герметиков (рис.27) получает в последнее время все большее распространение. Герметики представляют собой маловязкие пасты, обладающие хорошей проникающей способностья и адгезией. Они устойчивы к воздействию влаги, масла, температуры и динамических нагрузок. По составу герметики отличаются большим разнообразием. Для резьбовых соединений широко используют герметик Анатерм – 117В, который позволяет их демонтаж с помощью обычных гаечных ключей. Повторный монтаж резьбовых соединений, собранных на герметике, требует удаления его остатков, что составляет определенные неудобства [7].
Кроме перечисленных способов стопорения резьбовых соединений существуют и другие менее распространенные.
Наиболее старым средством стопорения резьбы является применение контргайки (рис.22, а). Однако в настоящее время данный способ стопорения используют крайне редко из-за двойного расхода гаек и недостаточной надежности соединения.
Если соединение совсем не требует разборки в эксплуатации, применяют стопорение пластическим деформированием (наприме, кернением) или приваркой. Однако в данном случае резьбовое соединение превращается в неразъемное.
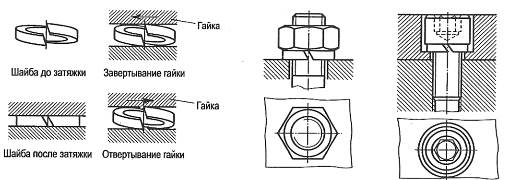
Рис.23. Стопорение с помощью пружинной шайбы [7]
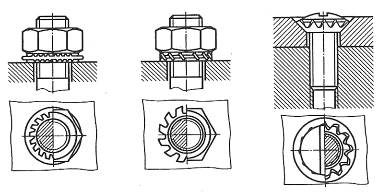
Рис.24. Стопорение с помощью осесимметричных стопорных шайб [7]
Источник
Стопорение резьбовых соединений и его виды
Работа механических соединений часто происходит при воздействии внешних нагрузок. Они приводят к снижению надёжности конструкций. Для предотвращения такого эффекта на этапе сборки предпринимают меры увеличивающие прочность крепления. Одним из способов, решающих такую задачу является стопорение.

Его используют с целью надёжной фиксации болтов, винтов, шпилек и гаек. Разработаны различные способы удержания скрепленных механических соединений. Их применяют при креплении штырей сцепных приборов. Все системы крепления (фиксации) стандартизованы. Для резьбовых соединений ГОСТ устанавливает порядок, правила, последовательность применения различных приспособлений.
На практике применяют два основных способа:
- позитивное или жёсткое;
- фрикционное.
Сущность первого основана на применении специального фиксирующего элемента. Разъединение двух деталей крепежа невозможно без удаления этого элемента. Чаще всего необходимо произвести деформацию или механическое разрушение детали.
Во втором создаётся повышенное сопротивление благодаря применению специальных шайб, контргаек, других изделий. Этот метод менее надёжен, чем первый. С его помощью возможна разборка резьбового соединения без разрушения отдельных частей. Одной из разновидностей этого способа является упругое стопорение. Контрующим устройством служит упругая деталь повышающая силу трения между составляющими крепления.


Повышения стойкости резьбового крепления добиваются применением комбинированного метода. Он объединяет отдельные способы, детали, конструктивные элементы обоих методов.
Стопорение стопорными винтами
Надёжной фиксацией механического узла считается применение специального винта. Его вкручивают в гайку, шплинт или другой крепёж. В боковой поверхности делают отверстие с соответствующей резьбой. Шаг резьбы выбирается значительно меньше основного шага. Его преимуществом является возможность контровки крепежа в произвольном положении. Недостатком специалисты отмечают нарушение части основной резьбы, снижение надёжности главного соединения.
Стопорение болтов зависит от назначения, формы головки, глубины вкручивания.
Выбор крепежа определяется государственными, отраслевыми стандартами, техническими условиями.
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.

Стопорение деформацией металла
Данный метод предполагает изменение внешней геометрии закрепляемого узла. К нему относятся следующие способы стопорение:
- кернением;
- применением деформируемых шайб;
- изменение геометрии резьбового соединения (деформация одного из элементов).
Достоинством считается возможность получить надёжное соединение любой конструкции. Основным недостатком считается необходимость изменения начальной формы одного из элементов резьбового соединения без дальнейшего восстановления.
Большую популярность получил для закрепления потайных винтов, болтов, шпилек.
Стопорение проволокой
На основании утверждённого стандарта допускается стопорение проволокой. Такой принцип называется обвязкой. Он имеет два способа фиксации:
- стопорение между собой гайки и болта;
- фиксация гайки или болта к корпусу детали.
Для реализации этого метода в головках болтов или закреплённых гайках просверливают сквозные отверстия, через которые пропускают стальную проволоку. Их сверлят перпендикулярно поверхности фиксируемой детали. Проволокой обматывают (обвязывают) каждую деталь, зажимая их в требуемом положении. ГОСТ допускает стопорение одного конструктивного элемента или нескольких, создавая единую систему обвязки. Применение одновременной контровки группы гаек или болтов позволяет повысить надёжность всей конструкции. Повышения надёжности добиваются сверлением трёх отверстий. Крупногабаритные гайки обвязываются через шесть отверстий. Получатся бесступенчатая угловая фиксация.

Условием соблюдения надёжности фиксации является натяжение проволоки по направлению завёртывания гайки. Соблюдение этого направления способствует увеличению момента силы способствующей завёртыванию гайки (болта).
В противном случае происходит самопроизвольное раскручивание, что вызывает ослабление скрепляемой конструкции.
Государственные стандарты
Система выбора необходимого способа определяется принятыми государственными, отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности различных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для каждого вида фиксации резьбового соединения предусмотрен свой стандарт. Например, выбор пружинной шайбы производится на основании ГОСТ 6402-70.
Следовательно, все резьбовые соединения ГОСТ ЕСКД стопорятся на основании руководящих документов. Единая система конструкторской документации позволяет определить существующие способы предотвращения разъединений и выбрать необходимые детали для решения этих задач.
Источник