- Резьбовые вставки. История. Описание. Применение.
- Сверление
- Нарезание резьбы специальным метчиком
- Установка резьбовой вставки
- Как восстановить резьбу: способы ремонта
- Способы восстановления резьбы
- Технология восстановления холодной сваркой
- Какую холодную сварку выбрать
- Преимущества и недостатки
- Использование эпоксидного клея
- Нарезание резьбы метчиком
- Применение спиральной вставки
- Ввертыш для восстановления резьбы
- Традиционная сварка для ремонта
Резьбовые вставки. История. Описание. Применение.
К сожалению, повреждение резьбы в отверстиях различных деталей – явление достаточно распространенное. Повреждение может произойти как при изготовлении детали, так и во время ее эксплуатации. Восстановление поврежденной резьбы обычно сводится к рассверливанию отверстия с сорванной резьбой и последующее нарезание новой резьбы большего диаметра. Но это не всегда возможно, и далеко не всегда оправданно. На помощь приходит простой и эффективный метод восстановления резьбы с помощью проволочных резьбовых вставок.
Этот метод совсем не новый. Сохранившиеся зарубежные рекламные буклеты датированы далеким 1938 годом.
Таким образом, из приведенных образцов рекламы видно, что уже 80 лет назад данный метод имел практическое и коммерческое применение.
По другим источникам, применению данного метода дало толчок активное использование алюминия в самолетостроении, что приблизительно указывает на указанный временной период.
Можно копнуть еще глубже. Что, если покопаться в очень старых патентах?
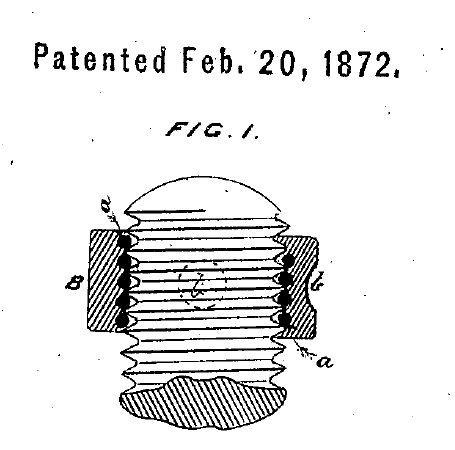
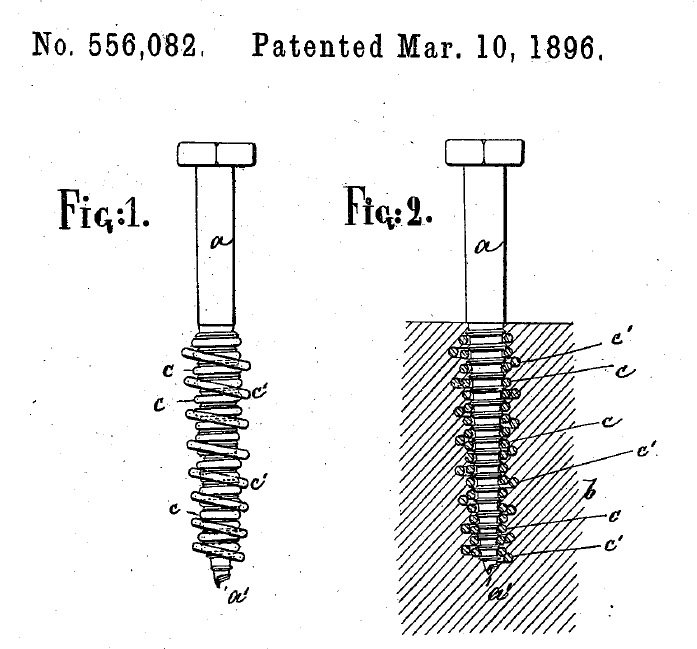
Только представьте! Конец XIX века! Конечно же это еще не совсем привычные нам резьбовые вставки. Однако важно понимать, что данная теория возникла более ста лет назад, а дальше только совершенствовалась.
Данный метод широко распространился по всему миру. Также он применялся и в СССР. Серийно выпускались резьбовые вставки, комплектовались наборы, распространялась технология его применения.

В связи с тем, что метод восстановления резьбы с помощью резьбовых вставок в мире очень популярен, возникло большое количество фирм-производителей данных вставок. Отметим, что в настоящее время вставки всеми производителями выпускаются по единому стандарту DIN 8140, первое издание которого было выпущено в 1988 году. А вот инструмент и технология монтажа у разных производителей могут отличаться, однако общие принципы данного метода остаются неизменными на протяжении многих лет. Комплексное предложение из вставок, инструмента и технологии применения обычно именуется как «система» с добавлением отличительного фирменного названия изготовителя. В поисках резьбовых вставок вы можете наткнуться на предложение «система BaerCoil», или же «система HeliCoil».
Типовая «система» состоит из проволочных резьбовых вставок, произведенных по DIN 8140, и инструмента для установки этих вставок в подготовленное отверстие. Что касается метчиков, то они специальные, их размеры не соответствуют размерам стандартной линейки метчиков для метрических, конических и других типов резьб. Отсюда и специальная маркировка метчиков – по конечному результату после монтажа соответствующей вставки в подготовленное с помощью этого метчика отверстие. То есть, если на метчике написано М10х1.5, то это означает, что именно такая внутренняя резьба будет получена после монтажа соответствующей вставки – то есть конечный результат.
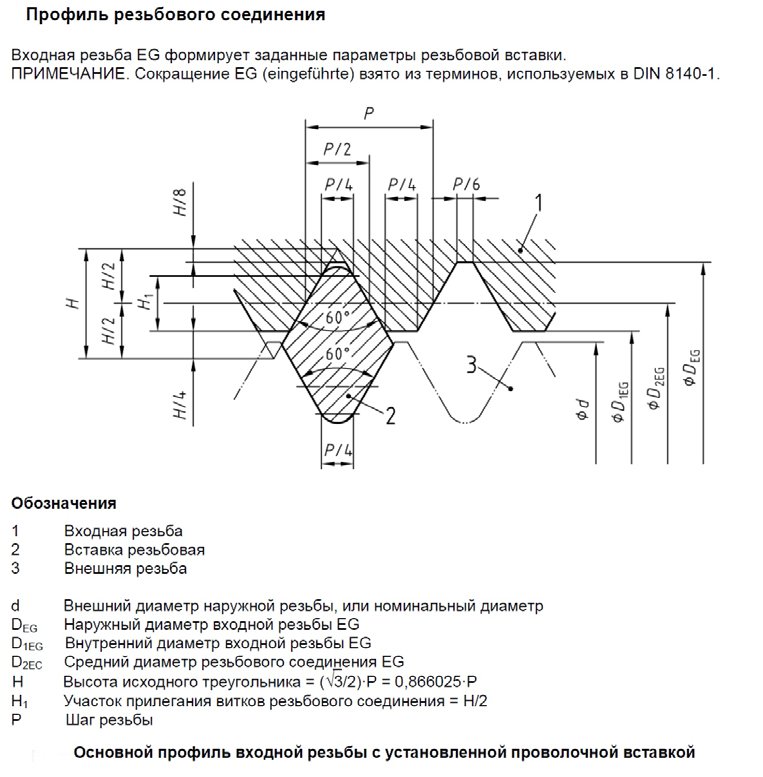
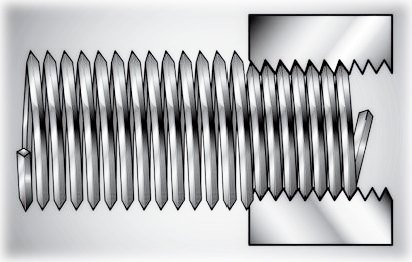
 Проволочные вставки представляют из себя спираль с ромбическим профилем, соответствующим профиль резьбы. В уже упомянутом стандарте DIN 8140 приведены все технические данные, в том числе требуемые размеры отверстия под установку вставки. Также можно встретить такие термины как «входная резьба» и «резьба под винт». Согласно DIN 8140, резьба, образованная специальным метчиком системы для дальнейшего монтажа вставки называется входной (внутренней) резьбой. А та резьба, которая образовывается после установки вставки – резьба под винт (внешняя). После установки резьбовой вставки значение допуская внешней резьбы под винт должно соответствовать значению 6H.
Проволочные вставки представляют из себя спираль с ромбическим профилем, соответствующим профиль резьбы. В уже упомянутом стандарте DIN 8140 приведены все технические данные, в том числе требуемые размеры отверстия под установку вставки. Также можно встретить такие термины как «входная резьба» и «резьба под винт». Согласно DIN 8140, резьба, образованная специальным метчиком системы для дальнейшего монтажа вставки называется входной (внутренней) резьбой. А та резьба, которая образовывается после установки вставки – резьба под винт (внешняя). После установки резьбовой вставки значение допуская внешней резьбы под винт должно соответствовать значению 6H.
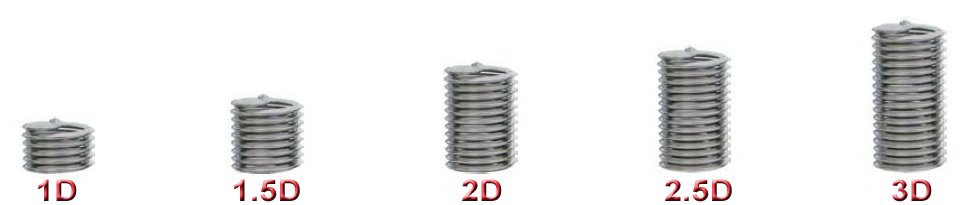
Стандарт оговаривает и материал, из которого изготавливаются вставки – коррозионностойкая, закаленная, термостойкая сталь или бронза. Некоторые производители выпускают вставки и из других материалов, но эти вставки относятся к вставкам специального назначения. Например, для аэрокосмической отрасли. Вставки, выпускаемые серийно, имеют определенное количество витков. Стандартно выпускаятся вставки длиной 1D, 1.5D, 2D, 2.5D, 3D. Это означает, что длина вставки равна одному диаметру, двум диаметрам и так далее. Также нужно учитывать, что длина вставки в свободном состоянии и в смонтированном состоянии отличается. Это происходит в связи с тем, что в процессе установки вставка удлиняется. Поэтому нужно помнить, что длина вставки обозначается в смонтированном виде.
Более длинную вставку всегда можно укоротить откусыванием лишних витков.
Рассматриваемый в данной статье метод восстановления резьбы в отверстии признан наиболее эффективным и дешевым из всех существующих. К тому же он чрезвычайно прост; нужно выполнить всего три действия:
Сверление
Отверстие с поврежденной резьбой засверливается для удаления остатков поврежденной резьбы. Рекомендуемый диаметр сверла обычно приводится каждым производителем в специальных таблицах-рекомендациях. Как правило, все производители предлагают к поставке все необходимые размеры сверл, однако ничто не мешает использовать для этой операции сверла нужного диаметра других производителей.
Нарезание резьбы специальным метчиком
В подготовленном отверстии необходимо нарезать резьбу соответствующим метчиком. Использовать метчик, идущий в комплекте (рекомендованный производителем) обязательно! Только при выполнении этого условия, будет получен правильный результат.
Установка резьбовой вставки
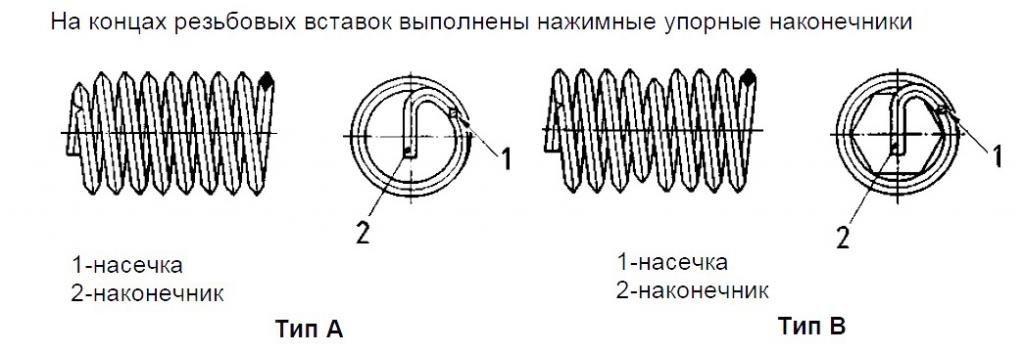
С помощью специального приспособления, также всходящего в комплект поставки каждой «системы», произвести установку резьбовой вставки в отверстие с нарезанной специальным метчиком резьбой. Для ремонта целесообразно использовать ручные приспособления. Механизированные приспособления применяются при серийном изготовлении деталей. И последнее дополнительное действие – обломить установочную цапфу (хвостик) по специальному технологическому надрезу. Если вставка устанавливается в глухое отверстие и ее длина соответствует длине болта, то цапфу можно и не обламывать – она не будет препятствовать правильной установке болта.
Кстати, в стандарте DIN 8140 установочная цапфа обозначается как «нажимной упорный наконечник».
В результате описанных действий мы получаем новую резьбу, не только не уступающую по своим прочностным характеристикам оригинальной резьбе, но и значительно ее превосходящую.
Наружный диаметр каждой резьбовой вставки в свободном состоянии больше принимающей резьбы на точно рассчитанную величину. Это разница обеспечивает необходимый натяг в месте посадки резьбовой вставки и не дает ей самостоятельно выкручиваться. Резьбовые вставки устойчиво и практически без зазора располагаются в принимающей резьбе. При такой очень прочной посадке отпадает необходимость использовать клей для фиксации, который рекомендуется в случае с классической переходной втулкой.
Упругие свойства резьбовых вставок позволяют равномерно распределить нагрузки и напряжения. Угловая и шаговая погрешность компенсируются по всей длине резьбовой вставки, в результате чего достигаются идеальные условия для передачи усилия между болтом и приемной резьбой и, как следствие, увеличение срока службы резьбового соединения при любых статических и динамических нагрузках.
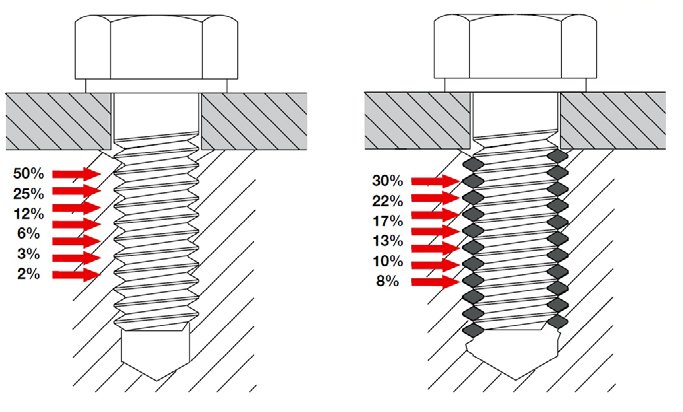
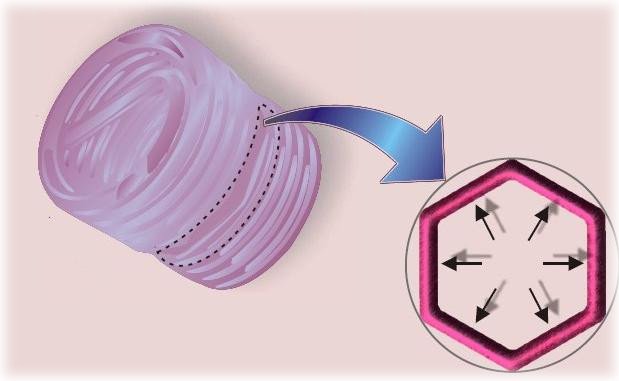
Для еще более прочной посадки и, соответственно, еще более надежного резьбового соединения, выпускаются специальные блокирующие резьбовые вставки с шестигранными стопорящими витками в середине вставки. Такие вставки окрашивают в другой, обычно красный, цвет. По стандарту они обозначаются, как вставки типа B. Действие стопорного элемента основано на силе трения, которая противодействует ослаблению и самоотвинчиванию резьбового соединения.


Отметим, что, несмотря на то, что речь идет о ремонте и восстановлении поврежденной резьбы, наиболее интересное их применение – это усиление несущей способности резьбы в корпусных деталях, деталях сложной формы, больших размеров или высокой стоимости. Все производители акцентируют внимание потребителей на свойство усиления несущей способности резьбы при использовании резьбовых вставок. А ремонт резьбы – это уже вытекающее отсюда применение.
Описываемые системы позволяют создать сверхпрочные резьбовые соединения, допускающие большую нагрузку в металлах низкой прочности (алюминий и сплавы на основе алюминия и магния), а также в пластике и дереве. Появляется возможность изготовления и восстановления резьбовых отверстий в тонкостенных деталях, уменьшается износ резьбы при частых завинчиваниях и отвинчиваниях. Применение пружинных вставок предоставляет конструктору свободу в выборе материала и его толщины.

Еще одно применение резьбовых вставок – легкий переход с одной резьбы на другую, например с дюймовой на метрическую. Все просто: высверливается старая резьба, с помощью соответствующего метчика нарезается резьба под вставку и устанавливается резьбовая вставка под метрическую резьбу. В результате получаем новую необходимую нам резьбу повышенной прочности.
Возвращаясь к вопросу ремонта, нужно отметить, что резьбовые вставки хорошо зарекомендовали себя в самых разных отраслях, таких, как ремонт авто и мототехники, при ремонтах узлов, выполненных из сплавов алюминия – головки блока цилиндров, коробки передач и т.д. Резьбовые вставки очень надежны при ремонте резьбы свечных колодцев и форсунок.
Источник
Как восстановить резьбу: способы ремонта
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.

Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
- низкая прочность;
- разный металл деталей и добавок состава;
- нельзя ремонтировать ответственные конструкции;
- зависимость от перепадов температуры и внешних условий.
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
- эпоксидный клей заливают в отверстие;
- ждут когда загустеет;
- вворачивают болт;
- оставляют до полного затвердевания полимера;
- выкручивают болт.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.

Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.

Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Источник