- Методы ремонта резервуаров РВС
- Ремонт резервуара для жидкости
- Схемы ремонта, гидроизоляции и защиты бетонных конструкций резервуара с применением бетонирования днища
- Расход материалов
- Схема ремонта, гидроизоляции и защиты бетонных конструкций резервуара с торкретированием стен и бетонированием днища
- Расход материалов
- Схема ремонта, гидроизоляции и защиты бетонных конструкций резервуара с применением бетонирования днища и стен
- Расход материалов
- Ремонт резервуара для жидкости
- Ремонт и восстановление емкостей, резервуаров, ванн методом футеровки
- Ремонт металлических резервуаров
- Ремонт бетонных и железобетонных резервуаров
Методы ремонта резервуаров РВС
При ремонте основания резервуаров подбивают края песчаной подушки, заполняют пустоты под днищем в местах хлопунов и исправляют просевшие участки и отмостки.
Для ремонта основания применяют гидроизолирующий состав (черный или гидрофобный грунт), состоящий из смеси вяжущего вещества и песка. Песок должен быть крупностью 0,1-2 мм. Содержание в песке глинистых и песчаных частиц крупностью менее 0,1 мм должно быть не более 30-40%. В качестве вяжущего вещества применяют жидкие битумы марок А-6 и Б-6 или малосернистый мазут. Содержание кислот и свободной серы в вяжущем веществе не допускается. Количество вяжущего вещества в готовом изолирующем слое принимают в пределах 8-10% по объему смеси.
Ремонт основания выполняют с подъемом резервуара. Для этого к стенке резервуара приваривают прерывистым швом ребра жесткости из швеллера или двутавра, подводят под них домкраты необходимой грузоподъемности и поднимают резервуар на высоту, превышающую величину осадки на 15-20 см. Затем подбивают просевшую часть основания изолирующим материалом до проектной отметки. Резервуар можно поднимать также домкратами, установив их в приямки под днищем резервуаров.
После опускания резервуара нивелируют окрайки днища.
Если под днищем выявлены пустоты или выпучины (рис. 1) размерами, превышающими допустимые, в днище вырезают отверстие диаметром 20-25 см, засыпают в пустоты изолирующую смесь и уплотняют ее. После этого на вырезанное отверстие устанавливают и приваривают накладку из листа толщиной 5 мм. Размеры накладки выбирают так, чтобы обеспечивался нахлест 30-40 мм.

Рис. 1. Методы ремонта пустот под днищем и выпучин в днище.
а — местная просадка основания; б — выпучина в днище; в — участок, отремонтированный методом установки наладки
Днища резервуаров подвержены коррозионному и механическому разрушению. Наиболее часто встречаются трещины в сварных швах и основном металле сегментов и окраек днища, вызванные концентрацией напряжений в нижнем узле резервуара. Для устранения таких трещин срезают уторный уголок (если он есть) длиной 250 мм в каждую сторону от трещины и выявляют границу трещины путем травления дефектного шва 10%-ным раствором азотной кислоты. Концы трещины засверливают сверлом диаметром 6-8 мм, после чего разделывают трещину под сварку.
В случае отсутствия технологической подкладки под шов устанавливают подкладку шириной 150-200 мм, толщиной 5-6 мм

Рис. 2. Трещины в сварных швах сегментов и их устранение.
1 — подкладка; 2 — место трещины; 3 — шов, прикрепляющий сегмент к корпусу; 4 — уторный уголок.
В случае отсутствия технологической подкладки под шов устанавливают подкладку шириной 150-200 мм, толщиной 5-6 мм и длиной, несколько превышающей длину трещины. Заварив трещину, приваривают корпус в месте вырезки уторного уголка и торцы последнего к сегменту (рис. 2).
Аналогично устраняют трещины, распространившиеся из сварного шва на основной металл, а также мелкие трещины в основном металле окраек длиной до 100 мм.
Для устранения трещин длиной 200-300 мм в сегменте окрайки срезают уторный уголок на длину 1500 мм и участок сегмента (окрайки) шириной 500 мм с трещиной по середине. На это место подгоняют вставку встык с зазором 3-4 мм, устанавливают подкладки и приваривают вставку к сегментам окрайки днища и к стенке (рис. 3).
Трещины в швах и основном металле полотнища днища наблюдаются редко. Они появляются в местах пересечения швов. Причина образования таких трещин — отклонение от нормальной технологии сварки днищ резервуаров при их строительстве.

Рис. 3. Замена участка сегмента с трещиной.
а — технологические подкладки.

Рис. 4. Устранение больших выпучин в днище.
Выпуклости высотой до 200 мм устраняют путем заполнения пространств под ними гидроизоляционным материалом, а высотой более 200 мм удаляют. Для этого все сварные швы на участке выпуклости распускают газорезкой. Сильно деформированные листы удаляют и на их место подгоняют новые внахлестку. Сварку осуществляют в последовательности, указанной на рис. 4.
Если требуется замена днища полностью, резервуар поднимают на высоту 150-200 мм и вырезают днище. На отремонтированном основании собирают, сваривают и испытывают новое днище, затем опускают на него резервуар и соединяют днище с корпусом.
В корпусах резервуаров наблюдаются трещины в сварных швах и основном металле. Часто встречаются трещины в местах пересечений швов, вдоль и поперек швов. Продольные трещины в сварных швах, а также поперечные, не распространившиеся на основной металл, устраняют путем засверливания их концов, разделки дефектного места под сварку (под углом 60-70°) и двухсторонней заварки дефектных мест электродами диаметром 3 мм.
Для устранения продольных трещин длиной более 150 мм, начинающихся с любого горизонтального шва, а также поперечных трещин, выходящих на основной металл, вырезают дефектный участок (с трещиной посередине) шириной 1000 мм на всю высоту листа, разделывают кромки листов пояса резервуара и подогнанной вставки (рис. 5). Затем распускают горизонтальные швы в обе стороны от вставки по 500 мм, подгоняют вставку в стык или внахлестку и приваривают. Порядок производства сварочных работ при удалении листов с трещиной показан на рис. 6. Трещины в основном листе корпуса устраняют аналогично.

Рис. 5. Удаление горизонтальных и вертикальных сварных швов с трещиной
(цифры показывают последовательность сварки, стрелки — направление сварки).

Рис. 6. Технология производства сварочных работ при удалении листов с трещиной в основном металле.
Обозначения те же, что на рис. 5
Чтобы удалить пересекающиеся трещины в сварных швах (рис. 7), вырезают отверстие диаметром 500 мм с центром в точке пересечения сварных швов и устанавливают изнутри заплату диаметром 1000 мм. Толщина заплаты равна толщине листов этого пояса. Сначала сварку производят снаружи, затем внутри резервуара обратноступенчатым методом, длина ступени 200-250 мм.
Сравнительно часто встречается трещина по основному металлу I пояса, начинающаяся от места приварки резервуарного оборудования (рис. 8). В таких случаях лист удаляют полностью; иногда вырезают участок шириной не менее 2000 мм на всю высоту пояса. Новый лист монтируют, как описано выше.
При наличии расслоений, раковин и крупных вмятин, удаляют весь лист при помощи газорезки. Сборка и подгонка новых листов на ремонтируемое место зависит от их толщины. При толщине менее 5 мм листы собирают внахлестку, а при толщине 6 мм и больше — в стык. Размер нахлестки в пределах 30-40 мм.
При сборке листов в стык зазор между стыкуемыми элементами должен быть не менее 2 мм и не более 4 мм. При зазорах более 4 мм сварку ведут на подкладке толщиной, равной толщине листа. Свариваемые листы должны иметь скос кромок под углом 30-35°. При сварке необходимо следить, чтобы расстояние между пересекающимися сварными швами в днище и кровле было не менее 200 мм, а в корпусе резервуара не менее 250 мм.
Сварочные работы при ремонте резервуара ведут при положительной температуре окружающей среды. Ручную сварку при ремонте выполняют обратноступенчатым способом с двух сторон. Длина ступени не должна превышать 200-250 мм. Количество слоев швов зависит от толщины листов: при толщине 4-5 мм число слоев составляет 1, при толщине 6-7 мм — 2, при толщине 8-9 мм — 3 и при толщине 10-12 мм — 3-4.

Рис. 7. Устранение трещин, образовавшихся в месте пересечения швов.

Рис. 8. Трещина, начинающаяся от места вварки резервуарного оборудования.
1 — лист первого пояса; 2 — лист второго пояса, 3 — воротниковый фланец лазового люка, 4 — днище.
При сварке внахлестку размер ступени возрастает до 300- 500 мм. При капитальном ремонте резервуаров проверяют отклонение корпуса от цилиндрической формы при помощи отвеса. Эти отклонения могут быть в виде выпуклостей и вмятин. Они появляются при строительстве и в процессе эксплуатации резервуара и в основном в средних и верхних поясах, которые имеют меньшую жесткость; если стрела прогиба вмятин или выпуклостей превышает допустимую величину, их исправляют.
Допустимые величины отклонений поверхности (стрела прогиба) от вертикальной образующей цилиндра, соединяющей нижний и верхний края дефектного места, зависят от размеров дефекта и не должны превышать: 15 мм при длине дефекта по вертикали 1500 мм, 30 мм- при длине дефекта 3000 мм и 45 мм-при длине дефекта до 45000 мм.
При наличии в корпусе горизонтальных гофр с размерами, превышающими приведенные в табл. 1, их исправляют.
Для исправления вмятины в ее центр приваривают прерывистым швом круглую накладку из листовой стали толщиной 5-6 мм и диаметром 120-150 мм. К накладке приваривают серьгу. Правку производят при помощи трактора (ручной лебедки), трос от которого прикрепляют к серьге.
После правки дефектное место тщательно осматривают. Если не обнаружено трещин, изнутри резервуара на дефектное место прерывистым швом приваривают элемент жесткости — уголок, завальцованный по радиусу окружности резервуара, длиной, превышающей размеры вмятины на 25 мм. Если в листе образовалась трещина, его следует заменить.
Источник
Ремонт резервуара для жидкости
- здесь и далее —при механизированном нанесении, а также ручном нанесении начинающими строителями, если не требуется быстрое схватывание и достаточна прочность 40-50МПа, вместо Дегидрола люкс марки 5 рекомендуется использовать Дегидрол люкс марки 5ГЧ (расход 1,6 кг/дм 3 ).
Схемы ремонта, гидроизоляции и защиты бетонных конструкций резервуара с применением бетонирования днища
Настоящие схемы применяются в случае, если установлены все очаги течей по стенам резервуара, а по днищу установить все очаги течей невозможно, либо имеются множественные очаги течей по днищу, которые индивидуально гидроизолировать нецелесообразно.


Расход материалов
Рекомендуемая минимальная толщина слоя бетона с добавкой 100 мм.
Схема ремонта, гидроизоляции и защиты бетонных конструкций резервуара с торкретированием стен и бетонированием днища
Настоящая схема применяется в случае, если по стенам и днищу установить все очаги течей невозможно, либо имеются множественные очаги течей, которые индивидуально гидроизолировать нецелесообразно. В тоже время, кодга для стен приемлемо и достаточно использовать торкретирование.

Расход материалов
Рекомендуемая минимальная толщина:
- слоя бетона с добавкой 100 мм;
- слоя торкрет-бетона 20 мм — для трещиноватых и высокопористых участков, 15 мм — для монолитных плотных участков с отдельными корродированными участками.
Схема ремонта, гидроизоляции и защиты бетонных конструкций резервуара с применением бетонирования днища и стен
Настоящая схема применяется в случае, если по стенам и днищу установить все очаги течей невозможно, либо имеются множественные очаги течей, которые индивидуально гидроизолировать нецелесообразно.

Расход материалов
Рекомендуемая минимальная толщина слоя бетона с добавкой 100 мм.
Источник
Ремонт резервуара для жидкости
г. Новосибирск +7 (383) 363-94-00
г. Москва +7 (499) 938-79-00
г. Екатеринбург +7 (343) 221-40-60
info@sibmashpolymer.ru Производство промышленного оборудования
Ремонт и восстановление емкостей, резервуаров, ванн методом футеровки
 Стальные и железобетонные резервуары, эксплуатируемые в течение длительного периода времени, нуждаются в проведении систематического контроля их состояния и организации плановых ремонтных работ, согласно правилам безопасности и отраслевым нормам. Каждое предприятие сталкивается с необходимостью ремонта резервуаров, т.к. железобетонные и стальные резервуары подвергаются износу, коррозии, которые снижают надежность их конструкций.
Стальные и железобетонные резервуары, эксплуатируемые в течение длительного периода времени, нуждаются в проведении систематического контроля их состояния и организации плановых ремонтных работ, согласно правилам безопасности и отраслевым нормам. Каждое предприятие сталкивается с необходимостью ремонта резервуаров, т.к. железобетонные и стальные резервуары подвергаются износу, коррозии, которые снижают надежность их конструкций.
Для предотвращения возникновения нештатных и аварийных ситуаций, выхода емкостного оборудования из строя и поддержания резервуаров в рабочем состоянии рекомендуется проводить:
- профилактическое обслуживание и техническое обслуживание в процессе эксплуатации;
- очистку резервуаров от воды, реагентов, химии, грязи, пыли и т.п.;
- ремонт резервуаров.
Ремонт металлических и железобетонных резервуаров методом футеровки полимерными материалами является современным, прочным и экономически эффективное решением.
Ремонт металлических резервуаров
 Для ремонта металлических емкостей и резервуаров применяются следующие листовые полимеры:
Для ремонта металлических емкостей и резервуаров применяются следующие листовые полимеры:
- Монолитный полипропилен (PP-C, PPH)
- Кашированный полипропилен (PPH)
- Монолитный полиэтилен (PE 100, PE 100 — RC)
- Кашированный фторопласт (PVDF, ECTFE)
Существую три метода футеровки металлических резервуаров листовыми полимерными материалами: приклеивание, свободное крепление (в виде «свободного вкладыша»), механическое крепление (с помощью сварных шпилек)
1. Футеровка резервуаров кашированными листовыми полимерами (метод приклеивания)
 Кашированные листовые полимеры (ПП, ПВДФ и ЕСТФЕ) как правило используются при футеровки резервуаров не очень больших объёмов (гальванические ванны, химические реакторы, емкости объемом не более 100 м3) и когда в резервуаре имеется вакуум.
Кашированные листовые полимеры (ПП, ПВДФ и ЕСТФЕ) как правило используются при футеровки резервуаров не очень больших объёмов (гальванические ванны, химические реакторы, емкости объемом не более 100 м3) и когда в резервуаре имеется вакуум.
Листовые кашированные полимеры приклеиваются к металлической основе резервуара при помощи специальных клеящих материалов. Затем стыки между листами свариваются для дополнительной герметичности и прочности, с помощью ручного экструдера с использованием сварочного прутка. При футеровке кашированными полимерными листами применяется толщина листа от 3 до 6 мм, в зависимости от размера футеруемого изделия.
Метод «приклеивание» применяется только при полностью подготовленной футеруемой поверхности резервуара: зачистка металлических стенок резервуара, удаление коррозии, неровностей поверхности, удаление и нейтрализация остатков химических реактивов на поверхности резервуара.
Данный метод не применим если поверхность имеет сильную коррозию, шероховатость и выступы, т.к. материал может отклеится от футеруемой поверхности.
Уникальное преимущество данного метода состоит в том, что между металлической стенкой и футеровкой нет никакого зазора (свободного места), кашированный полимерный лист становится как «одно целое» с металлической поверхностью.
Этапы футеровки кашированными листовыми термопластами:
 |  |  |  |
| 2. Приклеивание листового материала к металлическим стенкам резервуара | 3. Проварка стыков между листами экструзионным методом сварки |
2. Футеровка резервуаров монолитными листовыми полимерами (метод свободного крепления)
 |
 |
Наиболее частым методом футеровки металлических резервуаров является технология в виде «свободного вкладыша» с использованием листовых полимеров (полипропилен, полиэтилен, ПВХ, ПВДФ и ЕСТФЕ). Т.е. футеровка крепится к резервуару без жесткого крепления к стальному корпусу.
Футеровка стандартными листовыми полимерами в основном выполняется в виде свободных сварных вкладышей, помещаемых в защищенный резервуар. Раскрой листов в размер должен производиться не посредственно в резервуаре. Листы привариваются между собой с помощью ручного экструдера с использованием сварочного прутка. При футеровке стандартными полимерными листами применяется толщина листа от 3 до 20 мм, в зависимости от размера футеруемого изделия.
Как правило данная система используется при футеровки резервуаров не больших объёмов (не более 100 м3).
Уникальное преимущество данного метода состоит в том, что она не требует подготовки поверхности футеруемого изделия, даже наличие шероховатостей или коррозии, что позволяет сэкономить время и деньги.
Единственное важное требование – достаточная механическая прочность металлического корпуса резервуара.
3. Футеровка резервуаров полимерными плитами при помощи сварных шпилек (механический метод)
 Для восстановления и ремонта резервуаров и емкостей больших объемов (50 -500 м3 и более) целесообразнее всего использовать систему футеровки с механическим креплением листовых полимеров. При футеровки используются полимерные плиты (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шпилек. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
Для восстановления и ремонта резервуаров и емкостей больших объемов (50 -500 м3 и более) целесообразнее всего использовать систему футеровки с механическим креплением листовых полимеров. При футеровки используются полимерные плиты (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шпилек. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
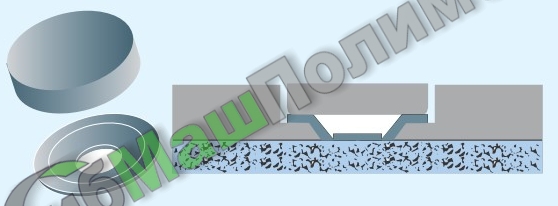
Футеровка крепится к стенкам резервуара механическим способом с использованием сварных шпилек с резьбой, фиксируемые на поверхности резервуара при помощи точечной сварки аппаратом для приварки шпилек. Места их установки закрываются заглушками и провариваются, для герметичности. Стыки плит также провариваются ручным экструдером с использованием сварочного прутка.
Для футеровки этим методом применяется листовые полимеры толщиной от 8 до 50 мм, в зависимости от размера футеруемого изделия.
Схема установки сварных шпилек с резьбой на основание резервуара:

Уникальное преимущество данной системы футеровки состоит в том, что она не требует подготовки поверхности футеруемого изделия, даже наличие шероховатостей или коррозии, что позволяет сэкономить время и деньги.
Единственное важное требование – достаточная механическая прочность стального, металлического корпуса резервуара.
Этапы футеровки механическим методом крепления полимерных плит:
 |  |  |  |
| Раскрой или просверливание плит для последующего механического крепления | Шпилька с резьбой приваривается к основанию резервуара аппаратом для приварки шпилек | Установка заглушек (шайб) и их приварка к плите экструзионным методом сварки | Проварка стыков между плитами экструзионным методом сварки |
Ремонт бетонных и железобетонных резервуаров
 Для футеровки бетонных емкостей и резервуаров применяются следующие листовые полимеры:
Для футеровки бетонных емкостей и резервуаров применяются следующие листовые полимеры:
- Монолитный полипропилен (PP-C, PPH)
- Монолитный полиэтилен (PE 100, PE 100 — RC)
- Полиэтиленовые листы с шпильками (HYDROclick)
- Бетонозащитные листы с анкерами (Sure Grip)
Существую три метода футеровки бетонных резервуаров листовыми полимерными материалами: механическое крепление (с помощью сварных шпилек), системой HYDROclick и с использованием бетонозащитных листов Sure Grip
- 1. Футеровка резервуаров полимерными плитами при помощи сварных шайб (механический метод)
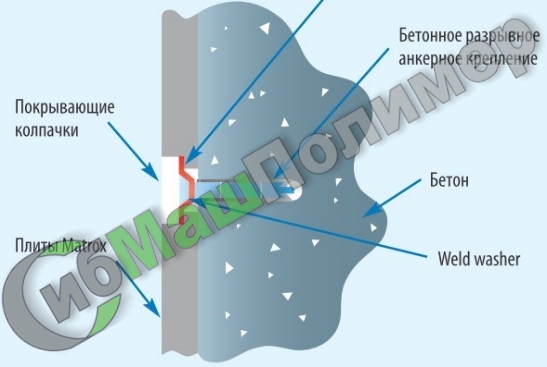
 Для ремонта бетонных емкостей наиболее известным методом является система футеровки полимерными листами (плитами) с механическим креплением листовых полимеров. При футеровки используются полимерные листы (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шайб. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
Для ремонта бетонных емкостей наиболее известным методом является система футеровки полимерными листами (плитами) с механическим креплением листовых полимеров. При футеровки используются полимерные листы (полипропилен (PPH, PP-C) или полиэтилен (PE 100, PE 500, PE 1000, Matrox)) с использованием сварных шайб. Раскрой листов (плит) в размер должен производиться непосредственно на месте футеровки резервуара.
Футеровка крепится к стенкам резервуара механическим способом с использованием анкерных креплений или дюбелей. Места их установки закрываются сварными шайбами или заглушками и провариваются, для герметичности. Стыки плит также провариваются ручным экструдером с использованием сварочного прутка.
Для футеровки этим методом применяется листовые полимеры толщиной от 8 до 50 мм, в зависимости от размера футеруемого изделия.
Схема установки:
- 2. Футеровка резервуаров системой HYDROclick
 |
 |
Самый современный и надежный способ восстановления и ремонта бетонных резервуаров является система футеровки бетонозащитными полиэтиленовыми листами HYDROclick AGRU. Данные бетонозащитные листы специально разработаны для ремонта и строительства бетонных резервуаров. Данная система футеровки идеально подходит для резервуаров под питьевою воду, т.к. материал является экологически чистым, обладает механической прочностью и длительным сроком службы.
Система футеровки состоит из CLICK профилей, которые механически крепятся к бетонной поверхности и полиэтиленовых листов с CLICK шпильками, которые защелкиваются в пластиковый профиль, а стыки между листами провариваются ручным экструдером с использованием сварочного прутка.
Уникальное преимущество системы состоит в том, что при ее монтаже не нужны ни подготовка поверхности, ни удаление старой облицовки, что позволяет сэкономить время и деньги.
Этапы облицовки HYDROclick системы:
 |  |  |  |
 |
 |
В основном футеровка (облицовка) бетонозащитными листы Sure Grip AGRU используется при строительстве новых бетонных резервуаров, но может использоваться и для восстановления старых. Данная система предназначена для изоляции и защиты широкого спектра конструкций из бетона. Эта универсальная система состоит из термопластичных листов и таких аксессуаров, как профили, заготовки и сварочные прутки.
Бетонозащитные листы AGRU Sure Grip производятся особым методом экструзии в продолжительном технологическом процессе. Уникальная характеристика в том, что лист и анкера формируются одновременно.
Бетонозащитные листы AGRU Sure Grip устойчивы к кислотам, едким веществам и реагентам, которые обычно разрушают бетон. Установка системы позволяет справиться с управлением, хранением и переработкой самых агрессивных сред без коррозии и нарушений поверхности, которая подвергается воздействию.
В основном, листы производятся из следующих термопластиков:
- Полиэтилен высокой плотности ( HDPE)
- Электропроводящий полиэтилен высокой плотности (HDPE-el)
- Полипропилен (PP)
- Поливинилиденфторид (PVDF)
- Этиленхлортрифторэтилен (ECTFE)
Источник