Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Винтовые компрессоры. По сравнению с поршневыми компрессорами винтовые характеризуются малой массой, хорошей уравновешенностью, надежностью, долговечностью, равномерностью подачи пара (отсутствие пульсации) и малой чувствительностью к влажному ходу. К недостаткам относят недостаточную ремонтопригодность из-за сложности Изготовления роторов и высокий уровень шума.
Техническое обслуживание винтовых компрессоров несложно и сводится к контролю герметичности фланцевых соединений, арматуры, торцевого уплотнения, контролю температуры и уровня масла, состояния фильтров, работы маслонасоса, давления масла и давления нагнетания компрессора. В процессе эксплуатации масло меняют при каждом профилактическом осмотре.
Наиболее сильно изнашиваются в процессе эксплуатации подшипники скольжения, сопрягаемые с ними шейки роторов, подшипники качения, детали торцевых уплотнений и регуляторов производительности.
Периодичность ремонта холодильного винтового компрессора (на примере компрессора 21 ВХ-280) следующая: осмотры — через 2750 ч, текущие ремонты — через 5500 ч, средние — через 16 600 ч, капитальные — через 50 000 ч.
Объем работ при ремонте винтовых холодильных агрегатов следующий.
При профилактическом осмотре проверяют главным образом системы защиты от снижения давления масла перед компрессором и давления всасывания, повышения давления нагнетания, температуры хладагента и масла. Проводят демонтаж фильтров грубой и тонкой очистки масла с последующей очисткой и регенерацией металлокерамических элементов, осуществляют очистку газовых фильтров, промывку и продувку трубопроводов. Очистка газовых фильтров заключается в промывке их керосином и продувке азотом или сухим воздухом в направлении, обратном рабочему.
Торцевые уплотнения разбирают и притирают или заменяют графитовые кольца и резиновые уплотнения. Проверяют также состояние деталей маслонасоса, смазку подшипников электродвигателей, состояние пальцев муфт сцепления и крепежных деталей, проверяют герметичность соединений, чистят маслоохладитель.
При текущем ремонте дополнительно к объему профилактического осмотра проверяют соосность компрессора и электродвигателя, демонтируют и полностью разбирают сальник компрессора и маслонасоса, ремонтируют обратные клапаны и запорную арматуру на линиях хладагента, воды и масла.
При среднем ремонте дополнительно к объему текущего ремонта заменяют упорные и радиальные подшипники, резиновые втулки и муфты сцепления компрессора с электродвигателем, полностью разбирают маслонасос и заменяют основные неисправные детали.
При капитальном ремонте дополнительно к объему среднего ремонта полностью разбирают компрессор, проверяют опорные шейки роторов и осматривают рабочие полости, заменяют подшипники электродвигателя, компрессора и маслонасоса.
Порядок выполнения ремонта винтового холодильного компрессора следующий. Отсасывают хладагент, выпускают масло, отсоединяют трубопроводы, муфту сцепления с ведущим ротором, разбирают торцевое уплотнение, демонтируют устройство для регулирования производительности, снимают подшипники и разгрузочные поршни, роторы вынимают из блока цилиндров с помощью приспособлений.
Ремонт винтового компрессора связан с необходимостью выполнения операций высокой точности, поэтому на время капитального ремонта его снимают с фундамента и место ремонта переносят из машинного зала в помещение, подходящее для этих целей.
При разборке проверяют износ узлов и деталей. Допустимые зазоры в подшипниках скольжения 0,18 мм, под уплотни-тельными поясами подшипников между торцом, обращенным внутрь компрессора, и уплотнительной канавкой 0,2 мм. На рабочей поверхности шеек валов роторов допускаются мелкие кольцевые риски на 1/з длины подшипника, в среднем сечении не более 3 кольцевых рисок глубиной и шириной не более 0,3 мм. Плотность прилегания вкладышей к постели проверяют по краске. Подшипники ремонтируют путем перезаливкн и пришабривания. При установке новых вкладышей проверяют совпадение масляных каналов. При дефектации роторов проверяют нецилиндричность шеек (не более 0,01 мм на длину шейки), биение роторов индикатором при установке ротора в центрах (не более 0,05 мм), динамическую неуравновешенность (дисбаланс) — при динамической балансировке в балансировочном станке.
О появлении дефектов торцевых уплотнений при работе компрессора судят по утечкам масла и хладагента. Причинами утечек являются осевое биение уплотнительных колец, износ резиновых прокладок, потеря упругости поджимающее пружины. Торцевое уплотнение подлежит разборке и ремонту, если при работе в течение суток утечка масла превышает 6 капель в 1 мин. При профилактическом осмотре уплотнение разбирают без разъединения муфты сцепления компрессора и электродвигателя. Если на поверхности уплотнительных колец появляются риски, то кольца притирают на плите с проверкой по краске. Минимально допустимая толщина графитового кольца в уплотнении составляет 8 мм. При ремонте проверяют упругость пружины на соответствие характеристике. После смазки трущихся деталей маслом торцевое уплотнение собирают и проверяют в работе.
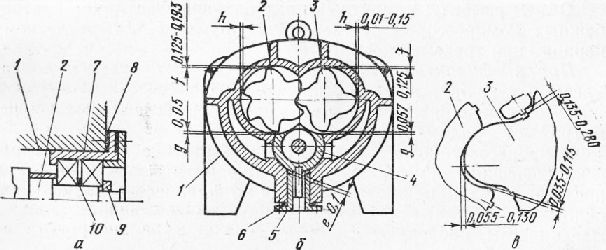
При сборке винтового компрессора после ремонта выдерживают зазоры в соответствии с инструкцией завода-изготовителя. Осевые зазоры между торцами роторов и корпусом или крышкой регулируются изменением толщины прокладки и составляют 0,05-0,08 мм на стороне нагнетания и 0,4-0,75 мм на стороне всасывания. Зазоры между торцевой поверхностью наружных колец подшипников качения (рис. 1, а) регулируют в пределах до 0,03 мм шлифовкой поверхности регулировочных шайб 8 под фланцами крышек, а предварительный осевой натяг создают проставочным кольцом 10.
Зазор между золотником регулятора и стаканом устанавливают 0,1 мм шлифовкой кольца 6 (рис. 1,б). При укладке роторов проверяют параллельность осей (не более 0,03 мм на 0,5 м) и радиальные зазоры (рис. 1, б). Профильные зазоры замеряют в 12 положениях зубьев роторов и записывают в ремонтный журнал (рис. 1, в).
При монтаже регулятора производительности золотник устанавливают в положение минимальной производительности. Электропривод золотника устанавливают после настройки максимального крутящего момента.
Поставленные роторы должны в блоке цилиндров легко и плавно вращаться от руки, для чего их перед монтажом смазывают маслом. Для уплотнения разъема корпуса применяют различного рода герметики и мастики. При затянутых болтах в разъем корпуса не должен проходить щуп толщиной 0,2 мм. При установке корпуса на фундамент его выверяют на горизонтальность.
Ротационные компрессоры. Ремонт сводится к проверке износа цилиндра, замене пластин и восстановлению зазоров.
Изношенные поверхности цилиндров и крышек восстанавливают металлизацией. В малых герметичных ротационных компрессорах при их массовом централизованном ремонте уделяют большое внимание восстановлению изнашиваемых сопряженных поверхностей: лопасть — ротор, лопасть — паз цилиндра, ротор — шейка эксцентрикового вала. Наряду с традиционными методами повышения износостойкости (поверхностная закалка ТВЧ, азотирование, цементирование и хромирование) хорошие результаты при ремонтных работах дает газотермическое напыление тугоплавкими металлами, их карбидами, нитридами и оксидами. Так, при покрытии поверхностей трения керметами (продукты спекания керамических порошков и металлов) титана и ванадия толщиной 5 мкм износ при смазке маслом ХФ 12-16 в компрессоре ФГр 0,35-1 А уменьшился (по сравнению с деталями заводского изготовления) на торце ротора в 3-9 раз, на торцах лопасти в 4-8 раз, в пазе цилиндра в 2-4 раза.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
НПП Ковинт
Сайт о компрессорном оборудовании для промышленного применения
Принцип работы роторно-пластинчатого компрессора
В данной статье мы рассказываем о принципе работы роторно-пластинчатого компрессора на основе компрессоров Hydrovane HV PEAS горизонтального типа.
Общее описание
Роторно-пластинчатые компрессоры относятся к компрессорам объемного действия, т.е. сжатие газа происходит за счет изменения объема полости сжатия.
Схема основных элементов
Основные элементы роторно-пластинчатого компрессора изображены на рисунке ниже.
«A» — точка входа воздуха в компрессор
«H» — впускной клапан
«B» — блок сжатия роторно-пластинчатого компрессора
«С» — масляный перепускной клапан
«D» — узел выхода воздушно-масляной смеси из блока сжатия
«G» — масло компрессора в статоре
«Е» — сепаратор тонкой очистки сжатого воздуха от масла
«F» — воздушно-масляный радиатор для охлаждения сжатого воздуха и масла
Контуры движения воздуха и масла
В компрессоре существует два контура движения. Это масляный контур (движение масла внутри компрессора) и воздушный контур (движение воздуха в компрессоре).
Синими стрелками изображено направление движения воздуха.
Красными стрелками изображено направление движения масла.
Контур красного цвета в нижней части рисунка — это масляный контур компрессора. В него входят термостатический клапан и масляный фильтр.
Принцип работы
При включении компрессора сжатый воздух поступает через воздушный фильтр, входное отверстие в торцевой крышке блока сжатия и всасывающий клапан (А).
Далее воздух поступает в блок сжатия (В).
В блоке сжатия (B) воздух сжимается за счет изменения объема камеры сжатия. Камера образуется с помощью статора, ротора и пластин, которые установлены в пазах ротора.
Масляный перепускной клапан (С) предназначен для предотвращения гидравлического удара и выброса излишков масла из камеры сжатия, которые могут остаться после остановки компрессора и, соответственно, перед его запуском.
Воздушно-масляная смесь выходит из блока сжатия (D) и двигается в его нижнюю часть. При выходе из блока сжатия масло отделяется от сжатого воздуха с помощью первичного маслоотделителя.
Масло по стенкам стекает в нижнюю часть блока сжатия (масло показано красным цветом).
Сжатый и предварительно очищенный воздух двигается в сепаратор тонкой очистки (Е), где происходит финальное отделение масла из сжатого воздуха до 3 мг/м 3 .
Очищенный воздух проходит через клапан поддержания давления (на рисунке цифрой не обозначен) и поступает в воздушно-масляный радиатор (F), где происходит охлаждение.
Далее сжатый воздух поступает в трубопровод к потребителю.
Циркуляция масла
Циркуляция масла происходит за счет разности давлений в разных точках внутри блока сжатия. Имеется два круга циркуляции масла — большой и малый.
Малый круг: масло двигается минуя воздушно-масляный радиатор (F) в случае первичного запуска компрессора, когда масло еще холодное.
Большой круг: масло двигается через воздушно-масляный радиатор (F) в том случае, когда температура масла достигает рабочих режимов (примерно 60-65 С).
Видеобзор
Для наглядности мы записали небольшое видео с нашими комментариями по принципу работы роторно-пластинчатых компрессоров.
Все важные элементы разобраны в этом видео более подробно. Так же есть более подробное описание принципа работы роторно-пластинчатого компрессора.
Также мы публикуем симулятор Hydrovane, с помощью которого можно самостоятельно изучить потоки сжатого воздуха и циркуляции масла внутри компрессора в зависимости от потребления сжатого воздуха.
Для удобства просмотра рекомендую использовать браузеры Opera или Google Chrome (также потребуется последняя версия Addobe Flash Player). И не забудьте включить звук…
Все вопросы, связанные с принципом работы роторно-пластинчатых компрессоров, вы можете задать по электронной почте:
или оставив комментарий через форму ниже. Мы ответим в течение одного рабочего дня.
Источник
Ремонт ротационного пластинчатого компрессора
Производственная компания
ООО «ТЕХПРОМ-Н»
Роторно-пластинчатые компрессоры

Роторно-пластинчатый компрессор – это ротационный компрессор объемного типа, т.е. его работа, так же, как и поршневого и винтового, основана на захвате воздуха и сжатии его уменьшением объема. Его конструкция включает статор в виде полого круглого цилиндра и эксцентрично размещенный в полости статора цилиндрический ротор с продольными пазами, внутри которых помещены радиально подвижные пластины (рис.1). При вращении центробежная сила выталкивает пластины из пазов и прижимает их к внутренней поверхности статора.

Сжатие воздуха происходит в нескольких полостях, которые образуют статор, ротор и каждая пара смежных пластин и которые уменьшаются в объеме в направлении вращения ротора. Впуск воздуха происходит при максимальном выходе пластин из пазов и образовании разряжения в полости максимального объема. Далее на стадии сжатия объем полости постоянно уменьшается до достижения максимального сжатия, когда пластины проходят мимо выходного канала и происходит выброс сжатого воздуха (рис. 2).
Пластины в роторно-пластинчатом компрессоре всегда прижаты к внутренней поверхности статора (рис. 1), что создает почти идеальную герметизацию. В месте сближения ротора и статора, благодаря аккуратной механообработке поверхностей и выставления их взаимного положения, касание по образующим двух цилиндров практически исключает утечки. Достаточно только одной пластины с плотным прижимом к поверхности статора в секторе между впускным и выпускным каналами, чтобы не допустить утечки воздуха из зоны нагнетания в зону низкого давления.

Кроме того, большое количество масла, которое впрыскивается внутрь статора для смазки движущихся частей и охлаждения сжимаемого воздуха, обеспечивает также герметизацию зазоров между ротором, статором и торцевыми крышками статора. Масло, которое подается под давлением, проникает в зазоры по всей поверхности максимального сближения ротора и статора в секторе между выпускным каналом и ближайшей пластиной и надежно их герметизирует (рис. 3).
Надежность роторно-пластинчатого компрессора основывается в первую очередь на особенностях его конструкции, среди которых простота конструкции, отсутствие большого количества движущихся частей, подверженных износу и выходу из строя, отсутствие осевых нагрузок, надежная смазка впрыском обильного количества масла.
Надежная работа и воспроизводимость рабочих характеристик на протяжении всего срока эксплуатации роторно-пластинчатого компрессора также обеспечивается рассмотренными выше особенностями конструкции, которые, в частности, позволяют не предъявлять особо жестких требований к размерной точности основных частей компрессора.
Это означает, что на производительность компрессора изначально и в процессе его долговременной эксплуатации не оказывают влияние незначительные размерные колебания. Пластины всегда свободно скользят внутри пазов ротора и, плотно прижимаясь к стенкам статора под действием центробежной силы, обеспечивают отличную герметизацию. Даже небольшой износ пластин со временем не меняет этой картины. То же относится к торцевым зазорам между ротором и торцевыми крышками статора, которые всегда надежно уплотняются маслом под давлением. То же справедливо и для баббитовых подшипников скольжения, на которых вращается вал ротора и которые обеспечивают малошумную и надежную работу на протяжении всего жизненного цикла компрессора, практически никогда не требуя замены. Поскольку ротор по диаметру существенно меньше статора, увеличение зазора между валом и подшипниками не является значимым фактором. Смазка подшипников осуществляется подачей масла под давлением без применения специального циркуляционного насоса, чем устраняется дополнительный риск, связанный с возможным отказом насоса.

В пластинчатом компрессоре отсутствует осевая нагрузка, поэтому отсутствует износ торцевой поверхности ротора, никогда не соприкасающейся с торцевыми крышками статора.
Ротор и статор так же никогда не находятся в непосредственном контакте. Этому препятствует внутреннее давление масла (рис. 4). Подача масла для смазки и образования уплотняющей пленки пропорциональна давлению воздуха и, следовательно, радиальным нагрузкам, создаваемым этим давлением: чем выше давление воздуха, тем больше впрыск масла и тем выше давление масла.

Пластины при вращении ротора так же никогда не входят в прямой контакт с внутренней поверхностью статора. Благодаря обильной подаче масла и закругленным краям торцов пластины свободно скользят по масляной пленке вдоль внутренней поверхности статора (рис. 5). Заклинивание пластин исключено, износ пластин незначительный. Фактически, пластины – единственная часть компрессорного блока, подверженная какому-то износу. При этом их рабочий ресурс составляет не менее 50 000 часов с одной рабочей стороны. После установки тех же пластин второй рабочей стороной наружу они могут проработать еще столько же, обеспечив общий эксплуатационный ресурс роторно-пластинчатому компрессору до 100 тыс. часов.
Источник