Ремонт коллектора и щеток электрических машин постоянного тока
 При работе генераторов и электродвигателей постоянного тока чисто наблюдается искрение на коллекторе, при этом на поверхности его появляются борозды, пластины подгорают. В результате коллектор и щетки быстро изнашиваются.
При работе генераторов и электродвигателей постоянного тока чисто наблюдается искрение на коллекторе, при этом на поверхности его появляются борозды, пластины подгорают. В результате коллектор и щетки быстро изнашиваются.
Искрение на коллекторе может быть вызвано неисправностями коллектора, щеток, щеткодержателей и обмоток электродвигателей.
Неисправности коллектора и их устранение
Шероховатость поверхности является наиболее распространенной неисправностью коллектора. Шероховатость поверхности коллектора возникает в результате царапин, нагара или слоя окиси на коллекторе.
Царапины наносятся твердыми частицами, попавшими на коллектор под щетки. Нагар образуется от искрения, а слой окиси на коллекторе появляется после длительного нахождения электродвигателя в местах с повышенной влажностью.
 Шероховатость коллектора устраняют шлифовкой его поверхности мелкой стеклянной бумагой. Бумагу прижимают к вращающемуся коллектору специальной деревянной колодкой из твердого дерева с вырезом в ней по форме коллектора.
Шероховатость коллектора устраняют шлифовкой его поверхности мелкой стеклянной бумагой. Бумагу прижимают к вращающемуся коллектору специальной деревянной колодкой из твердого дерева с вырезом в ней по форме коллектора.
Образование желобков . При расположении щеток одна против другой после длительной работы электродвигателя на коллекторе образуются желобки, поверхность коллектора становится волнистой. Эту волнистость устраняют проточкой коллектора на токарном станке. Чтобы избежать возникновения желобков, щетки надо располагать в шахматном порядке.
Выступание миканита над пластинами. Миканитовые прокладки коллектора тверже медных пластин. Поэтому в процессе работы они меньше истираются и постепенно выступают над поверхностью пластин.
 Для устранения этой неисправности необходимо продорожить коллектор, т. е. удалить выступающий между пластинами миканит тонкой пилкой. При продороживании пилку надо водить по линейке, уложенной параллельно краю пластины коллектора.
Для устранения этой неисправности необходимо продорожить коллектор, т. е. удалить выступающий между пластинами миканит тонкой пилкой. При продороживании пилку надо водить по линейке, уложенной параллельно краю пластины коллектора.
После продороживания все канавки между пластинами коллектора прочищают волосяной щеткой и при помощи шабера снимают фаски с краев коллекторных пластин. После этого коллектор шлифуется и продувается сжатым воздухом.
Биение коллектора может появляться в результате: неисправности подшипника электродвигателя, неодинаковой высоты пластин коллектора, проявляющейся при некачественной сборке и неправильной центровке якоря электродвигателя.
Дли устранения биения коллектора неисправный подшипник ремонтируют или заменяют. Если биение коллектора происходит вследствие неодинаковой высоты ого пластин, то коллектор следует проточить на токарном станке до устранения биения. При неправильной центровке, вызывающей биение коллектора, якорь необходимо заново отцентрировать на специальном станке.
Неисправности щеток и их устранение
Щетки плохо пришлифованы , обломаны по краям или имеют царапины на прилегающей к коллектору поверхности.
Для устранения этого угольные и графитные щетки надо пришлифовать к коллектору стеклянной бумагой. При этом следует начинать с крупных номеров стеклянной бумаги и постепенно переходить к более мелким.
Применять для пришлифовке наждачное полотно запрещается, так как наждачная пыль, забиваясь в прорези между коллекторными пластинами, замыкает их между собой.
 Щетки неправильно расположены на коллекторе . Это может быть в том случае, если они прилегают к пластинам коллекторов одной стороной, или траверса щеткодержателей установлена не по заводским меткам, имеющимся на ней и на корпусе.
Щетки неправильно расположены на коллекторе . Это может быть в том случае, если они прилегают к пластинам коллекторов одной стороной, или траверса щеткодержателей установлена не по заводским меткам, имеющимся на ней и на корпусе.
Сдвинутую траверсу надо установить по заводским меткам. При отсутствии заводских меток или их неправильности (искрение не устраняется) нужно установить щетки на нейтраль, смещая их по коллектору (у генераторов — в сторону вращения, а у двигателей — в противоположную сторону) до полного исчезновения искрения.
Положение щеток на нейтрали соответствует: у генераторов — их наибольшему напряжению при холостом ходе; у двигателей — равенству чисел оборотов при прямом и обратном вращении.
Одностороннее прилегание щеток может быть устранено поворотом обоймы щеткодержателя или пришлифовкой их к коллектору, если обойма щеткодержателя неподвижна.
Щетки недостаточно прижаты к коллектору или неплотно установлены в обойме . Это бывает при слабом нажатии пружин щеткодержателя на щетки, слишком большом просвете между щеткой и обоймой либо при плохом закреплении траверсы и щеткодержателя.
Силу нажатия на щетку увеличивают посредством регулировки нажимной пружины. В случае отсутствия регулировочного устройства пружину заменяют на более жесткую. Для устранения колебания щетки в обойме щеткодержателя ее заменяют на большую — по размерам обоймы. Если же колебания щетки вызваны ослаблением креплений щеточного механизма, то надо затянуть укрепляющие болты на траверсе и щеткодержателях.
Чрезмерное увеличение силы тока, проходящего через щетки . Если плотность тока в щетке превышает величину, допустимую для данного типа щеток, то это приводит к неизбежному перегреву щеток.
Если после устранения рассмотренных повреждений искрение на коллекторе продолжается, то причиной его могут быть повреждения обмотки якоря или полюсов машины: короткое замыкание, распайка обмотки якоря в петушках, разрыв якорного проводника, замыкание на железо. В большинстве случаев эти повреждения исправляются при капитальном ремонте машины постоянного тока.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Ремонт контактных колец и щеточного аппарата
При ремонте контактных колец счищают потемнения и подгары на их поверхности, устраняют замыкания между кольцами и ремонтируют приспособления для замыкания колец и подъема щеток.
Потемнения и подгары на поверхности колец счищают стеклянной мелкозернистой шкуркой. Если шкуркой не удается снять подгары, двигатель разбирают и протачивают контактные кольца на токарном станке, а затем шлифуют и полируют. Замыкания между кольцами могут образоваться при попадании в промежутки между контактными кольцами щеточной пыли. Во время ремонта контактные кольца продувают, а торцевые поверхности колец и перегородки между ними покрывают электроэмалью, на твердой блестящей поверхности которой щеточная пыль не оседает.
При замыкании между контактными кольцами концы обмотки ротора от контактных колец отсоединяют (для определения места замыкания) и проверяют изоляцию между кольцами мегаомметром. Если замыкание произошло вследствие оседания на изоляции контактных шпилек щеточной пыли, ее удаляют. При замыкании вследствие пробоя изоляции между кольцами или кольца на втулку контактные кольца снимают с вала и проводят их капитальный ремонт.
В асинхронных двигателях часто изнашиваются сухарики хомутика, передвигающего кольцо, потому что они остаются неподвижными во время работы двигателя и между ними и кольцом существует трение. При ремонте круглые сухарики заменяют прямоугольными со скругленными углами (в целях усиления сухариков).
В синхронных машинах положительное кольцо изнашивается быстрее, чем отрицательное, поэтому периодически меняют их полярность.
Капитальный ремонт контактных колец проводят в следующих случаях: износ колец, выгорание контактных шпилек, ослабление посадки контактных колец на втулке. Изношенные кольца заменяют новыми, изготовленными из того же материала (меди, бронзы, стали, чугуна). При замене колец ремонтируют также изоляцию втулки; поврежденные шпильки и их изоляцию заменяют новыми.
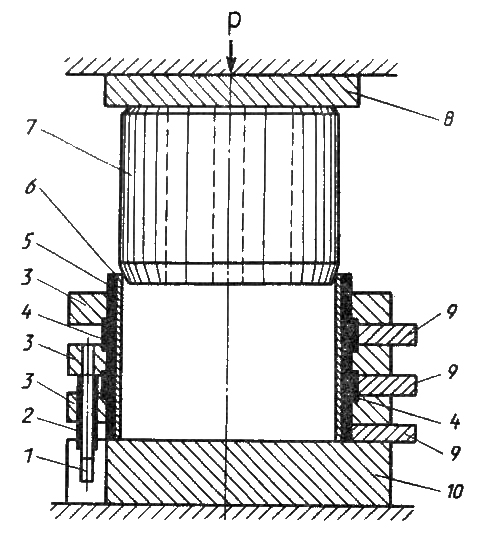
Pиc. 109. Холодная прессовка контактных колец:
1 — контактные шпильки; 2 — изоляционные втулки; 3 — кольцо; 4 — изоляционное кольцо; 5 — изоляционная втулка; 6 — разрезная гильза; 7 стальная втулка; 8 — диск; 9 — прокладки; 10 — основание.
Контактные кольца электродвигателей мощностью до 100 кВт обычно собирают методом холодной прессовки (рис. 109). При холодной прессовке кольца 3 соединяют сваркой с контактными шпильками 7, которые изолируют изоляционными втулками 2. Затем комплект колец собирают на кольцевом основании 10 с разрезными дистанционными прокладками 9. Под дистанционные прокладки вкладывают изоляционные кольца 4 из электрокартона. Внутрь сборки устанавливают изоляционную втулку 5 из листов миканита и электрокартона. Для предохранения изоляции от деформаций при прессовке внутрь втулки 5 помещают стальную разрезную гильзу 6. Сверху в гильзу направляют стальную втулку 7. На её торец устанавливают диск 8.
После запрессовки дистанционные прокладки удаляют. Кольца сушат 6—8 ч при температуре 110—115 С, затем пропитывают их изоляцию эмалью. Процесс сушки повторяют при температуре 120 °С в течение 10-12 ч. Охлаждают кольца на воздухе до 80-90 °С, и при этой температуре напрессовывают их на вал ротора (при напрессовке кольца ориентируют контактными шпильками на выходные концы обмотки). Завершив посадку колец, индикатором контролируют эллипсность и биение колец, а также неровности их поверхности. При необходимости поверхность колец протачивают, шлифуют и полируют. Биения колец должны быть в пределах 30 — 50 мкм.
При выгорании контактных шпилек их заменяют новыми. Шпильки изолируют миканитом или бакелизированной бумагой, затем бандажируют стальной проволокой и запекают в печи. В контактных кольцах сверлят новые отверстия для ввертывания шпилек и прохода шпилек соседних контактных колец. Бандажную проволоку удаляют.
В случаях ослабления посадки контактных колец на втулке поверх изоляции накладывают гильзу из жести и прессуют на нее контактные кольца. Части гильзы между кольцами вырезают на токарном станке и затем ввертывают контактные шпильки в кольца.
Ремонт щеткодержателей заключается в проверке давления щеток на коллектор или контактные кольца, крепления щеткодержателей на пальцах, замене изношенных щеток.
Давление щеток на коллектор или контактные кольца измеряют пружинным динамометром, зацепляя его за рычаг щеткодержателя и оттягивая вдоль оси щеток. При ослаблении крепления щеткодержателей на пальцах подтягивают болты, крепящие щеткодержатель. Проверяют и регулируют расстояние между нижней кромкой корпуса щеткодержателя и коллектором, так как при ослаблении крепления щеткодержатель может опуститься и корпус его начнет задевать за пластины коллектора. При ослаблении крепления щеточных канатиков ток пойдет через корпус щеткодержателя, что приведет к обгоранию обоймы щеткодержателя и снижению нажатия пружин.
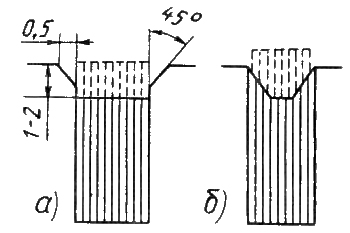
Рис. 110. Спиливание (продороживание) изоляции коллектора:
а — правильно; б — неправильно.
Для предотвращения выступления миканитовой изоляции из поверхности коллекторов проводят спиливание (продороживание) (рис. 110). Эта операция технического обслуживания состоит в удалении изоляции на глубину до 1 — 2 мм фрезерованием или выпиливанием. Коллекторы крупных машин продороживают с помощью фрезерного приспособления с пневматическим или электрическим приводом (рис. 111, а). Фрезу выбирают диаметром 25 мм и шириной зубьев на 0,1 мм меньше ширины дорожки. Глубина дорожки должна быть больше её ширины н 2,2 — 1,5 раза. Для небольших коллекторов электрических машин пользуются ручным инструментом в виде пакета из ножовочных полотен, укрепленных в оправке (рис. 111, б).
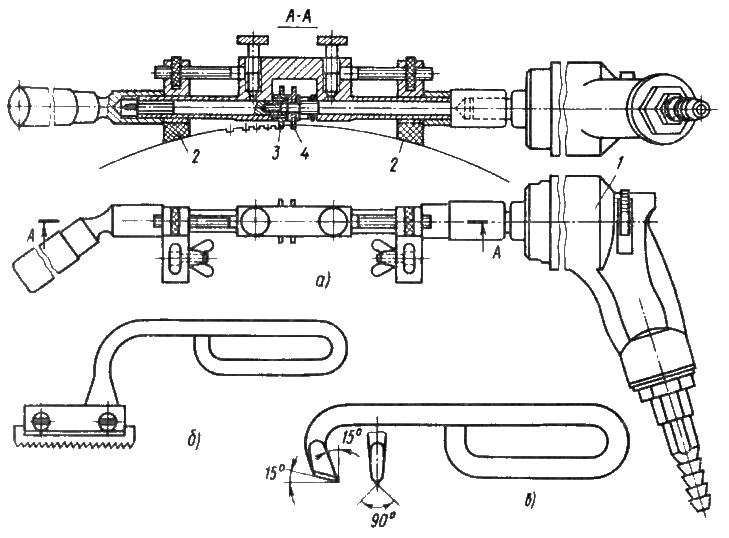
Рис. 111. Пневматическое приспособление (а), ручной дорожник (б) и ручной фасочник (в) для продороживания коллекторов:
1 — пневматическая сверлилка; 2 — упор из текстолита; 3 — направляющая шайба; 4 — фреза 30 мм.
В продороженном коллекторе с наружных ребер пластин снимают фаски под углом 45°, пользуясь для этого чаще всего ручным фасочником или конической фрезой и приспособлением для продороживания (рис. 111, в). Обработанный таким образом коллектор шлифуют и полируют.
При износе щеток их заменяют новыми той же марки. Все течки заменяют одновременно. В этом случае в крупных ре-мот пых мастерских щетки притирают вне электрической машины. Для притирки щеток применяют приспособление в виде барабана (корпуса), в пазы которого вставляют щетки, опирающиеся на шлифовальный круг из карбида кремния.
Для большего числа притираемых щеток применяют специальные станки с барабанами. На барабан, наружный диаметр которого на 1 мм меньше диаметра коллектора машины, устанавливают с помощью щеткодержателей щетки, обертывают барабан стеклянной бумагой, опускают на щетки нажимные рычаги и включают электродвигатель для вращения барабана. Щетки пришлифовываются и используются для одновременной замены. Это позволяет ускорить процесс замены щеток и исключить попадание пыли в щеточный механизм, что неизбежно происходит при притирании щеток непосредственно на машине.
Крепление щеточных пальцев проверяют, покачивая их за концы, противоположные траверсе. При большой длине щеточных пальцев их скрепляют со стороны петушков коллектора с помощью кольца из изоляционного материала, которое крепят к щеточным пальцам болтами, ввернутыми в их торцы. Щетки сдвигают по длине коллектора, перемещая щеточные пальцы в головках траверсы. При неравномерном износе поверхности коллектора проверяют расстановку щеток, измеряя расстояние между торцом коллектора и крайними щетками на каждом щеточном пальце.
При ремонтах после сборки машины проверяют установку щеток в нейтралях. Для этого при неподвижном якоре подводят к обмотке возбуждения от постороннего источника напряжение около 12 В, а к зажимам якоря подключают вольтметр на напряжение 1,5-3 В. Перемещая траверсу по коллектору в обе стороны, находят такое положение, при котором стрелка вольтметра не отклонится во время замыкания и размыкания цепи возбуждения.
Капитальный ремонт щеткодержателей машин постоянного тока заключается в восстановлении изношенных обойм и замене пружин, потерявших свою упругость. Износ обойм происходит в результате вибрации щеток при вращении коллектора.
При ремонте проверяют зазоры между щетками и обоймами щеткодержателей. Размер суммарного зазора по окружности коллектора должен быть 0,1—0,3 мм. В направлении длины коллектора допускаются примерно в два раза большие размеры зазоров, чем в направлении его окружности. Изношенные обоймы восстанавливают методом наплавки с последующей обработкой и притиркой. Щеткодержатели с поломанными стенками заменяют новыми.
Поломанные траверсы заменяют новыми, так как при сварке отломанных частей неизбежно будет нарушена точность установки щеточных пальцев, что ухудшит коммутацию машины.
Источник
