- Как правильно производится замена, прирезка и обработка седел клапанов
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
- Как поменять седло клапана: фото- видео инструкция
- Извлечение седла
- Выбор гаражных мастеров: простой и безопасный способ
- Заготовка седла клапана
- Установка нового седла
- Механическая обработка нового седла
- Ремонт механизма газораспределения
Как правильно производится замена, прирезка и обработка седел клапанов
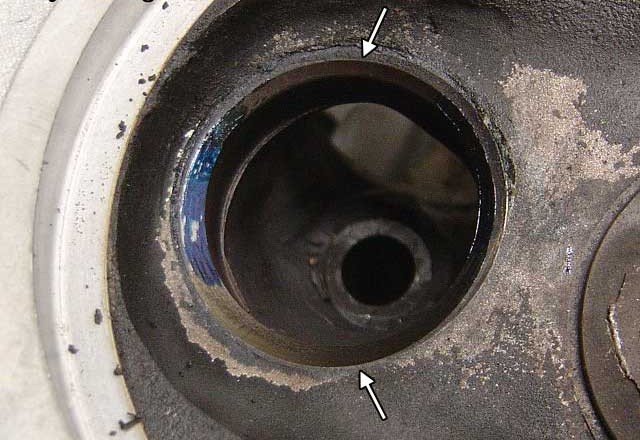
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель. 
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
» alt=»»>
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
» alt=»»>
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
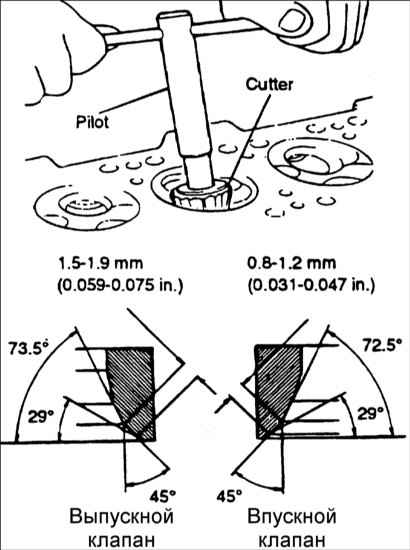
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы. 
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
» alt=»»>
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Источник
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.
 Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо ? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.
 Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
 На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
 Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
 На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Источник
Ремонт механизма газораспределения
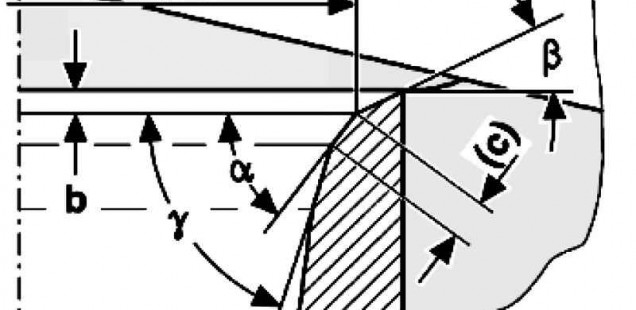
Головка цилиндров. Перед проведением ремонта следует испытать герметичность стенок и уплотнений головки цилиндров. Испытания проводятся на стендах типа КИ-9147, ОР-13725М (для ЯМЗ-240Б) и других. В отверстия водных полостей испытываемой головки устанавливается и прижимается специальная обрезиненная плита. При давлении воды 0,4-0,5 МПа утечки и потение стенок головки в течение 5-ти минут не допустимы. Наиболее распространённый дефект чугунных головок цилиндров – износ рабочей фаски клапанных гнёзд, которые ремонтируются фрезерованием. Для этого применяется набор специальных фрез [рис. 70]. Фрезеровка проводится вручную либо на сверлильном станке, используя специально изготовленную шарнирную оправку.
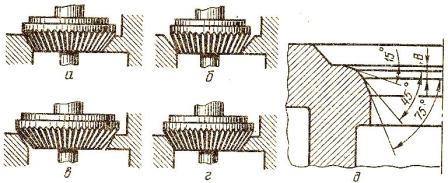
Рис. 70. Ремонт клапанных гнёзд фрезами.
а) – Черновой 45 град;
б) – Черновой 75 град;
в) – Черновой 15 град;
г) – Чистовой 45 град;
д) – Схема образования рабочей фаски гнезда при фрезеровании и её ширина В.
Порядок обработки клапанных гнёзд представлен в таблице 40.
Таблица 40. Угол заточки фрез (шлифовальных камней) для обработки клапанных гнёзд головок цилиндров.
| Марка дизельного двигателя | Углы заточки фрез для впускных гнёзд, град | Углы заточки фрез для выпускных гнёзд, град | ||||||
| 1-й | 2-й | 3-й | 4-й | 1-й | 2-й | 3-й | 4-й | |
| Типа ЯМЗ | 30 | 75 | 15 | — | 45 | 75 | — | — |
| А-41, А-01М | 30 | 60 | 15 | 30 | 45 | 75 | 15 | — |
| СМД-60 и его модификации | 30 | 75 | 15 | 30 | 45 | 75 | 15 | 45 |
При этом первая фреза предназначена для удаления на фаске следов износа, вторая и третья фреза служит для подрезки верхней и нижней части фаски. Последняя четвёртая фреза предназначается для доведения ширины фаски В до требуемых размеров [таблица 41].
Таблица 41. Размеры фасок клапанных гнёзд и притёртой кольцевой полоски на клапане.
| Марка дизельного двигателя | Ширина фаски гнезда, мм | Ширина кольцевой полоски | |
| впускной | впускной | ||
| ЯМЗ-238НБ, ЯМЗ-240Б | 2,0-2,5 | 1,5-2,0 | 1,5-2,5 |
| СМД-60, СМД-62, СМД-66, СМД-72 | 2,5 | 2,3 | 1,5-2,5 |
| А-41, А-01М и типа СМД-18 | 2,0-2,5 | 1,5-2,3 | 1,5-2,5 |
| Д-37М, Д-144, Д-21 | 2,0-2,5 | 2,0-2,5 | 2,0-2,5 |
| Д-65М, Д-240 | 1,5-2,0 | 1,5-2,0 | 1,5-2,0 |
Во время проведения фрезерования стержень оправки фрезы должен с зазором не более 0,05 мм входить в отверстие втулки клапана. Вместо фрез возможно использование зенкеров с твердосплавными пластинками.
Для достижения герметичности прилегания клапанов к гнёздам используется несколько технологий.
При обычной технологии клапаны притираются к гнезду на стенде ОР-6687М либо вручную. В другом случае фаска гнезда также обрабатывается фрезерованием, а у клапана она шлифуется под углом 44 градуса (± 15 мин) и впоследствии не притирается. Следующий способ: гнездо в головке блока и фаска клапана дополнительно наклёпывается, обрабатывая роликовыми накатками.
Для получения малой шереховатости (Ra = 0,8 мкм) поверхности сёдел клапанов, обработки стальных колец в головках, а также минимального снятия металла с фаски применяется планетарно-шлифовальный прибор ОПР-1334-01 [рис. 71, а]. Благодаря эксцентрическому расположению отверстия в шпинделе (6) [рис. 71, б] одновременно с вращением круга (9) вокруг собственной оси происходит обкатывание всего прибора по шлифуемой фаске. Частота вращения абразивного круга 7200 мин -1 . Подача вручную винтом (5).

Рис. 71. Шлифование гнезда клапана прибором ОПР-1334-01.
а) – Процесс шлифования;
б) – Схема прибора;
2) – Ротор электродвигателя;
3) – Статор электродвигателя;
4) – Червячная передача;
5) – Винт регулировки подачи;
9) – Шлифовальный круг;
10) – Седло клапана.
На шлифовальной поверхности фасок гнёзд в головке не допускаются раковины и риски. Биение рабочей фаски относительно оси направляющей втулки клапана не должно превышать 0,06 мм. Биение проверяется приспособлением 70-8720-1311 с индикатором часового типа либо используется калибр.
Предельный (выбраковочный) диаметр гнезда в головке определяется по утопанию тарелки клапана нормального размера либо калибра относительно плоскости головки или блока [рис. 72].

Рис. 72. Замер утопания в клапана штангенглубиномером.
При текущем ремонте допустимо утопание тарелки:
впускных клапанов двигателей ЯМЗ-238НБ, ЯМЗ-240Б, А-01М, А-41 – 2,7 мм,
выпускных клапанов – 3,2 мм;
впускных клапанов двигателей СМД-60, СМД-62, СМД-72 – 2,8 мм,
выпускных клапанов – 3,0 мм;
выпускных клапанов Д-50 – 2,5 мм;
Д-37Е – 3,5 мм, выпускных клапанов – 3,0;
впускных клапанов дизелей СМД-14, СМД-17, СМД-18 – 3,2 мм,
выпускных клапанов – 3,5 мм.
Изношенные клапанные гнёзда кольцуют либо наплавляют. Перед кольцеванием они растачиваются. Кольца изготовляются из специального (перлитного) чугуна диаметром, создающим натяг 0,14-0,18 мм.
Перед проведением запрессовки головка блока нагревается до 400 градусов Цельсия, а кольца охлаждаются в углекислоте (сухой лёд) либо головка нагревается до 90 градусов Цельсия, а кольца охлаждаются в жидком азоте. После запрессовки на кольцах протачиваются фаски. Для замены вставных гнёзд применяются съёмники, представленные на [рис. 73].

Рис. 73. Съёмник для выпрессовки седла клапана из головки цилиндров.
Трещины в перемычках между клапанными гнёздами, а также между гнёздами и отверстием под распылитель форсунки устраняются путём постановки стягивающих фигурных вставок либо методом горячей газовой сварки. Трещины в водяной рубашке, не проходящие через отверстия для шпилек, завариваются электродуговой сваркой проволокой ПАНЧ-11.
Для устранения трещин в рубашке охлаждения применяются составы на основе эпоксидных смол. В том случае, если трещина проходит через отверстие под шпильку, то отверстие рассверливается, затем развёртывается диаметром больше номинального на 4 мм и на глубину меньше высоты головки цилиндров на 8-10 мм, после чего вставляется соответствующего размера втулка на эпоксидном составе. Аргонно-дуговой сваркой завариваются трещины и коррозионные повреждения у алюминиевых головок.
Отклонение от плоскостности привалочной поверхности головок определяется проверочной линейкой и щупом (допустимое отклонение не более 0, 15 мм). При большем отклонении головка подвергается механической обработке:
до высоты не менее 131 мм — для дизелей ЯМЗ-238НБ, А-01М, А-41;
до высоты 131,3 мм — для дизелей ЯМЗ-240Б;
до высоты 130мм — для дизелей СМД-60, СМД-62, СМД-64.
Для автомобильного двигателя ГАЗ-53А допустимо уменьшение высоты головки на 1 мм против номинального размера.
После проведения ремонта головка цилиндров повторно подвергается гидравлическому испытанию.
При ослаблении либо при срыве резьбы в отверстиях головки цилиндров дефект устраняется так же, как у блоков цилиндров.
Клапаны. К основным дефектам клапанов относятся: износ и подгорание рабочих фасок тарелок, износ поверхности стержня и его торца.
Изношенные рабочие фаски тарелок клапанов и торцы стержней шлифуются на стенде ОР-8022 (устройство стенда представлено на [рис. 74]), ЦКР-Р-108 и других. Перед шлифованием проверяется прямолинейность стержня клапана на приспособлении 70-8608-3515, при этом допустимое отклонение составляет до 0,05 мм.

Рис. 74. Схема стенда для шлифования фасок клапанов.
8) – Шлифовальная бабка;
10) – Пульт управления;
11) — Насосная станция.
На основании (3) смонтирована станина (6) с подвижным столом, на котором перемещается опора (7) с устройствами для зажима и привода клапана, а также стойка (9) для алмазной правки абразивного круга. На станине установлена шлифовальная бабка (8). Управление стендом ведётся с пульта (10). Глубина резания управляется при помощи маховика (4) и дополнительно для получения требуемой шероховатости поворачиванием маховика (5). Станцией (11) электронасосом ПА-22 подаётся из бака охлаждающая жидкость при шлифовании. Стенд может настраиваться на любой типоразмер клапана диаметром тарелки до 60 мм, стержня 8-16 мм, углом фасок 40-60 град. Для шлифования используются круги зернистостью 40-25, твёрдостью СМ1 и СМ2.
Предельно изношенные тарелки клапанов (высота цилиндрического пояска тарелки менее 0,5 мм) восстанавливаются плазменным напылением, наплавкой ТВЧ шихты из жаропрочных материалов (ВКЗ, ЭП-616, сормайт №1) и методом электроконтактного напекания металлических порошков.
Напылённые и напечённые поверхности рекомендуется обработать затем электроабразивным (электрохимическим) шлифованием.
Биение конической фаски тарелки клапана после шлифования допустимо не более 0,03-0,05 мм.
Высота цилиндрического пояска на тарелке клапана не должна быть менее 1,1 мм для впускных и 1,3 мм для выпускных клапанов.
Изношенные стержни клапанов шлифуются на уменьшенный размер, наращиваются твёрдым железнением либо хромированием. Овальность и конусообразность стержня клапана после проведения шлифования не должны превышать 0,02 мм, а шероховатость – Ra = 0,32 мкм.
Пружины клапанов. В процессе эксплуатации двигателя пружины клапанов теряют упругость, получают усадку, изнашиваются их торцы.
С помощью прибора МИП-100-2 [рис. 75] контролируется упругость клапанных пружин, сравнивая их с техническими требованиями (таблица 42). Пружины, упругость которых меньше допустимой, могут быть восстановлены методом термической фиксации либо накаткой роликом.
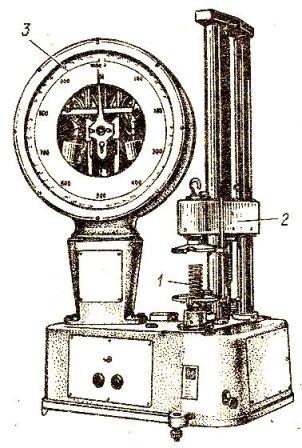
Рис. 75. Контроль упругости клапанных пружин на приборе МИП-100-2.
3) – Весы прибора.
Таблица 42. Характеристика клапанных пружин.
| Марка дизельного двигателя | Клапанная пружина | Упругость пружины при рабочей длине, H | Длина пружины в рабочем состоянии | |
| нормальная | допускаемая | |||
| ЯМЗ-240НБ, ЯМЗ-240Б | Наружная | 446 ± 26,7 | 380 | 42 |
| СМД-60, СМД-62, СМД-64. СМД-72 | Внутренняя | 256 ± 15,0 | 220 | 37 |
| А-01М, А-41 | Наружная | 250 ± 15,0 | 212 | 56 |
| Внутренняя | 128 ± 17,5 | 102 | 50 | |
| Д-108, Д-160 | Наружная | 344 ± 26 | 270 | 78 |
| Внутренняя | 44,8 ± 6,2 — 2,8 | 36 | 60 | |
| СМД-14, СМЛ-19, СМД-20 | Наружная | 190 ± 14 | 158 | 55 |
| Внутренняя | 60 ± 4,5 | 50 | 55,2 | |
| СМД-17К, СМД-18К | Наружная | 197,5 ± 12,5 | 176 | 77 |
| Внутренняя | 81,5 ± 4,5 | 60 | 52 | |
| Д-50, Д-50Л | Наружная | 153 ± 12,7 | 133 | 37 |
| Внутренняя | 147 ± 12 | 128 | 39 | |
| Д-37, Д-37Е, Д-21 | — | 156 ± 9,4 | 132 | 50 |
Методом термической фиксации пружина восстанавливается на установке ОРГ-26095. Там она растягивается зажимами приспособления до необходимой длины, затем через неё пропускается электрический ток, нагревая до 400-450 градусов Цельсия и охлаждается на воздухе.
Сборка головки цилиндров и притирка клапанов. Собираются головки на специальном столе (стенде) и применяются кантователи, например 70-0864-1308, для кантования головок цилиндров двигателей СМД и А-41. В головку (блок) запрессовываются направляющие втулки, затем их развёртывают разжимными развёртками, обеспечивая тем самым зазор между стержнем впускного клапана и отверстием втулки в пределах 0,03-0,07 мм, а выпускного 0,07-0,11 мм.
После проведения обработки клапанных гнёзд следует добиться герметичности соединения клапана с гнездом. Притирка клапанов к гнёздам осуществляется на станке ОР-6687М [рис. 76].

Рис. 76. Станок для притирки клапанов ОР-6687М.
Перед притиркой фаска клапана и гнезда смазывается тонким слоем пасты, имеющей следующий состав:
для гнёзд головок из чугуна – 40% абразивного порошка из серого электрокорунда зернистого М-14 – М-20, 55-58% дизельного масла и 2-5% олеиновой либо стеариновой кислоты;
для вставных стальных колец в головках – 40-50% абразивного порошка марки 64С (КЗ) зернистостью М20, дизельного масла 46-48%, олеиновой кислоты 4-5%, сульфофрезола – 2-3%, керосина – 4-5%.
Стержни клапанов смазываются дизельным маслом, затем на них надеваются технологические пружины и устанавливаются клапаны в направляющие втулки. Головка (блок) устанавливается на стол станка (2), совмещаются шпиндели станка (3) с осями клапанов и начинается притирка. Она проводится до образования на конической поверхности тарелки клапана и гнезда ровной без разрывов матовой кольцевой полоски (таблица 41). У клапана кромка матовой полоски должны отстоять от края конусной поверхности тарелки не менее чем на 1,5 мм, а у гнезда поясок должен начинаться у основания большого конуса.
После проведения притирки клапаны размечаются в соответствии с номерами гнёзд. Головка и клапаны тщательно промываются для удаления остатков пасты, затем производится сборка клапанного механизма.
При применении технологии без притирки, как указывалось выше, после установки клапанов в гнёзда, по клапанам наносятся лёгкие удары молотком массой не более 200 граммов, через медную наставку таким образом, чтобы на клапане появилась непрерывная риска шириной 0,1-0,25 мм.
Для того чтобы увеличить срок службы соединения клапанов с гнёздами применяется накатывание роликами рабочих фасок гнезда после фрезерования и тарелки клапана после шлифования, с использованием специальных приспособлений, на сверлильном станке за 6-10 оборотов шпинделя при давлении 2,5-3 МПа. В этом случае герметичность достигается также после лёгких ударов молотка.
При сборке клапаны размещаются по гнёздам согласно разметке, при помощи приспособления сжимаются пружины и устанавливаются тарелки клапанных пружин с сухариками. Сухарики должны плотно сидеть в тарелке пружины, выступая над её плоскостью не более 0,5 мм, и обеспечивать перпендикулярное расположение тарелки относительно стержня клапана. Используя приспособление КИ-9918, следует проверить упругость клапанных пружин в сборе. Контроль качества притирки проводится при помощи пневматического прибора или по просачиванию керосина, или на стендах КИ-8847М для одновременной проверки герметичности всех соединений клапан – гнездо головок блоков двигателей ЯМЗ-240Б и ЯМЗ-238НБ.
Для проверки герметичности пневматическим прибором тарелка клапана сверху при помощи кисти смачивается керосином. Прибор прижимается к соответствующему отверстию головки, грушей нагнетается под клапан воздух до давления 30-50 кПа. Отсутствие пузырьков свидетельствует об удовлетворительной притирке клапана. При проверке керосином головка устанавливается каналами вверх, затем в них наливается керосин. Он не должен просачиваться между клапанами и гнёздами в течение трёх минут.
Валик коромысел (оси) при износе наружной поверхности восстанавливается электролитическим методом.
Коромысла клапанов с втулками. К наиболее распространённым дефектам относятся: износы бойков, износы внутренней поверхности втулок и резьбы под регулировочный винт. При износе бойков по высоте не более двух мм, они шлифуются при помощи приспособлений на станке для шлифования тарелок клапанов либо на обдирочно-шлифовальном станке, выдерживая при этом заданный радиус закругления по шаблону. При износе на глубину более двух мм, боёк наплавляется и шлифуется до нормального размера, добиваясь параллельности цилиндрической поверхности бойка относительно оси отверстия под втулку.
Толкатели клапанов со втулками. В них подвергаются износу поверхности стержня и тарелки. Стержни восстанавливаются твёрдым железнением, хромированием и вибродуговой наплавкой проволокой из высокоуглеродистой стали.
При износе рабочей поверхности тарелки толкателя до 0,3 мм её следует шлифовать. При больших износах тарелка наплавляется электродуговой сваркой электродом Т-590. Для того чтобы не произошёл отпуск стержня, при наплавке тарелки, его погружают в ванну с проточной водой.
Распределительные валы. Наблюдаются следующие дефекты: износ поверхности шеек и кулачков. Допустимое отклонение от прямолинейности оси вала не более 0,05 мм при замере по средней шейке. При большем отклонении рекомендуется правка под прессом. Поверхности опорных шеек при овальности и конусообразности более 0,1 мм шлифуются на ремонтные размеры либо восстанавливаются теми же способами, что и валики коромысел, до нормального размера.
Втулки блоков под опорные шейки вала заменяются и растачиваются под размер шеек с применением специальных станков ОР-14557 (дизельный двигатель Д-50), ОР-14553 (дизельный двигатель СМД-60) и другие.
У кулачков распределительного вала подвергается износу профильная набегающая часть [рис. 77], в результате этого изменяется высота подъёма клапана, запаздывает момент начала его открытия и уменьшается общее время открытия, снижая мощность двигателя.
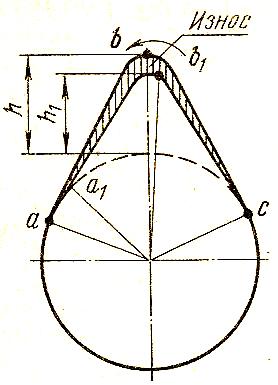
Рис. 77. Износ кулачка распределительного вала.
h – высота подъёма толкателя при новом кулачке;
h1 – высота подъёма толкателя при изношенном кулачке;
a – начало открытия нового клапана;
a1 – начало открытия изношенного клапана;
b – максимальное открытие нового клапана;
b1 – максимальное открытие изношенного клапана;
c – закрытие клапана.
Допустимая высота кулачка распределительно вала:
для двигателя ЯМЗ-240Б, ЯМЗ-238НБ – 42 мм;
для двигателя Д-50, Д-240 – 40,1 мм;
для двигателя А-01М, А-41 – 44,05 мм;
для двигателя СМД-18 – 41,25 мм;
для двигателя Д-37, Д-144 – 40,70 мм.
Кулачки, имеющие размер меньше допустимого, шлифуются на шлифовально-копировальном станке до ремонтных размеров либо восстанавливаются наплавкой электродом Т-590.
Источник