- Ремонт секций холодильника тепловоза тэм2
- § 14. Ремонт секций холодильников
- Технология ремонта секций
- Испытание секций
- Ремонт секции холодильника. Неисправности сборочной единицы тепловоза, их причины и способы предупреждения. Объём работ при ремонте сборочной единицы , страница 2
- Ремонт секций холодильника. Неисправности сборочной единицы тепловоза, их причины и способы предупреждения , страница 2
Ремонт секций холодильника тепловоза тэм2




§ 14. Ремонт секций холодильников
При малом периодическом ремонте секции холодильников очищают и продувают сжатым воздухом с наружной поверхности, не снимая с тепловоза.
При большом периодическом, подъёмочном и заводском ремонте секции масляного холодильника снимают с тепловоза, очищают и опрессовывают. То же делают и с водяными секциями, за исключением большого периодического ремонта. При неисправности секции жалюзи и их приводы ремонтируют.
Основными неисправностями секции являются течь трубок вследствие обрыва и нарушения пайки и загрязнение внутренних и наружных поверхностей секций отложениями.
Технология ремонта секций
Очистка масляных и водяных секций с внутренней поверхности производится на стенде путём циркуляции щелочного раствора, употребляющегося для размягчения нагара у поршней.
На фиг. 195 представлена схема стенда, разработанная конструкторским бюро Главного управления локомотивного хозяйства. Секции холодильников тепловозов ТЭ1, ТЭ2 и ТЭ3 на данном стенде промывают изнутри сначала раствором из бака 1, а затем горячей водой из бака 2. Одновременно на стенде промывают шесть секций. Вода в баке нагревается свежим паром посредством барбатёра 4, а раствор — при помощи теплообменника 3. Для контроля за температурой воды и раствора установлены термометры 5, снабжённые датчиками и световой сигнализацией. Датчики и сигнализация отрегулированы на подачу сигналов в пределах температур +95 и +80°С.
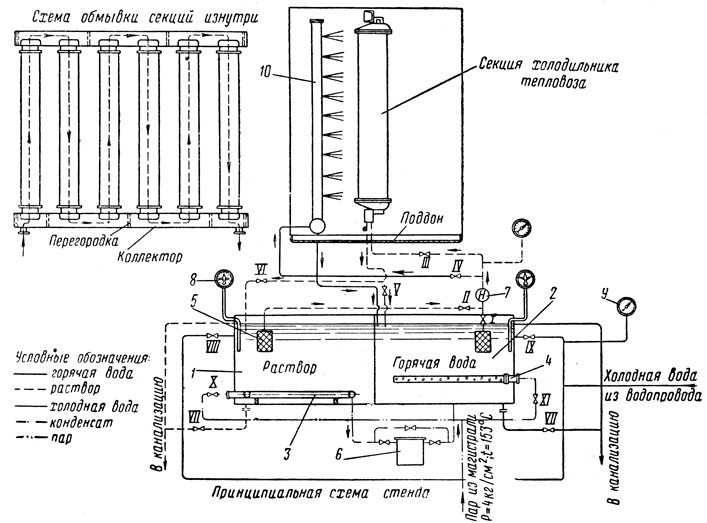
Фиг. 195. Схема стенда для промывки секций холодильников: 1 — бак с раствором; 2 — бак с горячей водой; 3 — теплообменник; 4 — барбатёр; 5 — фильтр; 6 — конденсационный горшок; 7 — нясос с электродвигателем; 8 — термометр; 9 — манометр; 10 — душевая система
Центробежный насос 7 приводится во вращение от электродвигателя и забирает через фильтр 5 раствор или воду, которую подаёт в секции, или только горячую воду, направляя её в душевую систему 10 для наружной обмывки секций. Регулирование подачи раствора или горячей воды на стенде осуществляется открытием вентилей. Очистка секций холодильника изнутри раствором производится в течение 30 мин, обмывка горячей водой — в течение 15 мин.
При промывке секций раствором должны быть открыты вентили II, III, VI и закрыты вентили I, IV, V; при промывке горячей водой открыты вентили I, III, V и закрыты II, IV, VI и при наружной обмывке открыты I и IV и закрыты II, III, V и VI Наружную обмывку секций нужно производить при закрытых дверях камеры и включённом вентиляторе отсоса пара из камеры.
Течь секций происходит в большинстве случаев вследствие появления трещин в трубках у кромки усилительной доски и в местах пайки трубок с трубной коробкой. Для доступа к трубкам обрубают шов, соединяющий трубную коробку с коллектором. Если у трубок лопнули стенки, то в повреждённую трубку вставляют пластину и отверстие запаивают наглухо. При текущем ремонте у каждой секции тепловозов ТЭ1 и ТЭ2 разрешается запаивать не более восьми трубок, а при заводском — не более четырёх.
При большем количестве текущих трубок и течи усилительной доски производится ремонт с заменой трубной коробки и усилительной доски. В этом случае концы трубок у усилительной доски обрезают и устанавливают новую доску и трубную коробку с увеличенным по высоте буртом и все трубки тщательно пропаивают с использованием медефосфористого припоя.
Технологический процесс припайки трубок секций заключается в следующем:
1) обработка концентрированной серной кислотой трубной коробки и усилительной доски в течение 5-7 мин;
2) промывка их холодной водой;
3) механическое обезжиривание сухими опилками при помощи концов;
4) промывка горячей водой (80-90°);
5) промывка холодной водой;
6) травление соляной кислотой в течение 6-8 мин, склёпанной трубной коробки и усилительной доски в сборе с секцией. Соляная кислота применяется в виде 50%-ного водного раствора, протираемого по поверхности травления мягкой стальной щёткой;
7) промывка секции водой;
8) промывка горячей водой;
9) флюсование бурой с расплавлением её газовой горелкой;
10) пайка медефосфор истым припоем, состоящим из 92,35-90,75% меди, 6,9-8,0% фосфора и 0,75-1,25% серебра.
Пайка производится при помощи ацетиленовой горелки СУ с наконечником № 2 или № 3;
11) прочистка трубок оправкой в случае попадания в них флюса или припоя.
Качество пайки трубок секции до приварки коллектора проверяют в приспособлении, изображённом на фиг. 196.
Фиг. 196. Приспособление для проверки плотности трубок секции холодильника: 1 — подставка; 2 — кожух; 3 и 9 — болты; 4 и 8 — резиновые прокладки: 5 — кран; 6 — цапфа; 7 — кольцо; 10 — траверса; 11 — винт; 12 — люк; 13 — собачка
Приспособление состоит из подставки 1 на которую укладывают кожух 2, снабжённый цапфами 6. На этих цапфах кожух можно устанавливать в различные положения. Внутри кожуха закладывают испытуемую секцию, которую зажимают болтами 3 и 9 и собачками 13 и уплотняют у трубной коробки резиновыми прокладками 4 и 8. С одной стороны приспособления предусмотрен люк 12, прижимаемый винтом 11, который проходит сквозь траверсу 10. В кожух через кран 5 подают воздух, а секцию, установленную вертикально, заполняют водой. О плотности трубок судят по отсутствию выхода из них пузырей воздуха. Для подъёма приспособления предусмотрены кольца 7.
После испытания трубок на плотность проверяют в собранном виде параллельность привалочных поверхностей секции при помощи приспособления, представленного на фиг. 197. Приспособление представляет собой подставку на которой при помощи винтов 3 укреплены планки 2. На эти планки укладывают привалочными поверхностями коллекторы секции. О правильности сборки секции судят по отсутствию зазора между планками и привалочными поверхностями секций. При наличии зазора делают подгонку коллекторов.
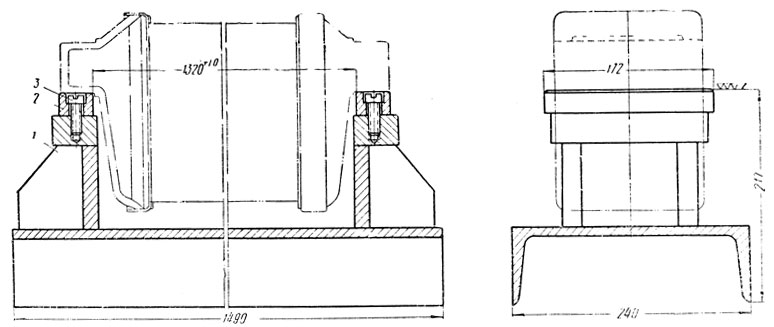
Фиг. 197. Приспособление для проверки привалочных поверхностей коллекторов секций холодильников: 1 — подставка; 2 — планка; 3 — винт
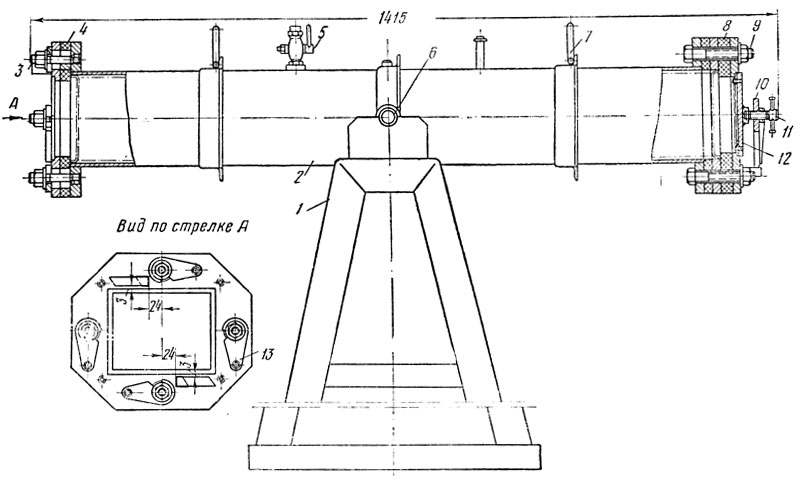
Проверенную в сборе секцию устанавливают на стенд (фиг. 198), где и осуществляют приварку коллекторов к трубной коробке. Стенд состоит из подставки 1, на которой смонтирована поперечина 2, поворачивающаяся на цапфах. Одну из цапф зажимают крышкой 5, откидным болтом 7 и гайкой 6. Штыри 4 входят в отверстия коллекторов, которые прижимаются откидными струбцинами 8. На этом стенде собранную секцию можно поворачивать на цапфах в вертикальной плоскости под любым углом. После приварки одного коллектора секцию вновь испытывают на плотность, для чего используют стенд, конструкция которого аналогична представленному на фиг. 196.
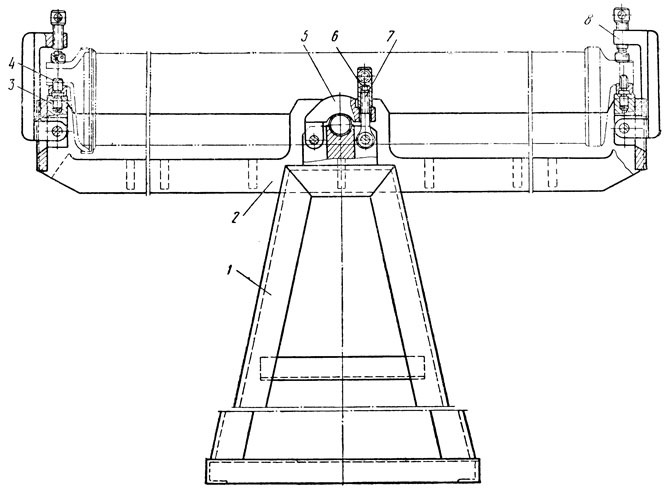
Фиг. 198. Стенд для установки свариваемых секций холодильника: 1 — подставка; 2 — поперечина; 3 — планки; 4 — штырь; 5 — крышка; 6 — гайка; 7 — откидной болт; 8 — струбцина
Трубную коробку приваривают газовым пламенем по всему периметру к коллектору припоем ПМЦ-54 или латунью Л-62. Ширина наложенного шва должна быть не менее 5 мм.
Испытание секций
Секции после ремонта испытывают на плотность и проверяют чистоту внутренних поверхностей трубок. Водяные секции испытывают на плотность водой при давлении 5 ати, а масляные — 8 ати.
Чистота .внутренних поверхностей трубок определяется на стенде (фиг. 199) по времени истечения воды из напорного бака от верхнего до нижнего уровня, которое для масляных секций тепловозов ТЭ1, ТЭ2 и ТЭ3 должно быть не более 25 сек и для водяных-не более 65 сек. Стенд состоит из каркаса 1, на котором установлен напорный бак 4, снабжённый водомерным стеклом 6 и запорным клапаном 3. Из днища бака выходит труба 2 диаметром 2 1 /2 » . К нижнему концу трубы приваривают коллектор 11, к которому при помощи рычага 10 и рукоятки 9 прижимается коллектор испытываемой секции. Для поднятия клапана предусмотрен вал 8 с рукояткой 7, воздействующий на трос 5, прикрепляемый к стержню клапана. Для слива воды из секции установлен сливной бак 12 со спускной трубой 13.
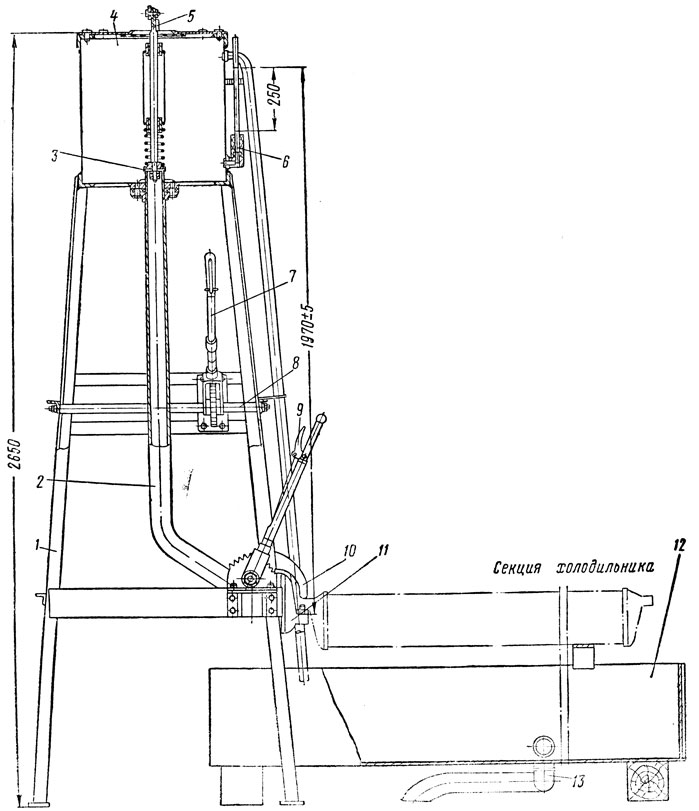
Фиг. 199. Стенд для испытаний секций холодильника на истечение воды: 1 — каркас; 2 — труба; 3 — клапан; 4 — напорный бак; 5 — трос; 6 — водомерное стекло; 7 и 9 — рукоятки; 8 — вал; 10 — рычаг; 11 — коллектор стенда; 12 — сливной бак; 13 — спускная труба
Время прохождения воды через систему стенда без секций при том же понижении уровня должно составлять 15-17 сек.
Источник
Ремонт секции холодильника. Неисправности сборочной единицы тепловоза, их причины и способы предупреждения. Объём работ при ремонте сборочной единицы , страница 2
Второй неисправностью является загрязнение внутренних поверхностей трубок образованием нагара и накипью. Это является следствием действия высоких температур воды, в результате чего соли, находящиеся в воде, оседают на поверхности трубок. Это приводит к плохому теплообмену воды с воздухом и ещё большему нагреву воды. Способом предупреждения этой неисправности является уменьшение температуры охлаждающей воды вследствие лучшего её охлаждения, а также использование лучше очищенной воды, содержащей меньше солей, использование присадок.
Третьей неисправностью является загрязнение наружных поверхностей трубок отложениями грязи и пыли. Это приводит к худшей циркуляции воздуха по секциям, вследствие чего ухудшается охлаждение воды. Возникает эта неисправность в результате использования запыленного воздуха.
Четвёртой неисправностью является погнутость охлаждающих пластин. Это приводит к худшей циркуляции воздуха, а также к уменьшению прочности секций. Причиной неисправности является повреждение секций во время установки на тепловоз и при ремонте. Способом предупреждения неисправности является более аккуратное обращение с секциями холодильников при ремонте.
Пятой неисправностью является обрыв трубок секций в результате размораживания их в зимний период. Способ предупреждения – постоянный прогрев тепловоза в зимнее время.
Шестой неисправностью является погнутость трубной коробки и усилительной доски. Это приводит к уменьшению жёсткости конструкции, худшей циркуляции воды. Причиной является механическое повреждение секций при транспортировке во время ремонта, а также при эксплуатации. Способом предупреждения неисправности является более аккуратное обращение с секциями.
3 Объём работ при ремонте секций холодильника
3.1 Общие требования к объёму работ по секциям холодильника согласно правилам ремонта тепловоза
Наружное загрязнение трубок устраняется путём продувки их сжатым воздухом.
Внутреннюю поверхность трубок промывают на стенде 010.03 нагретым до температуры 90 °С раствором в течение 30 минут, заставляя его протекать в прямом и обратном направлении, а затем горячей водой в течение 15 минут. Допускается промывка секций щелочным раствором из каустической соды (3-5%), жидкого стела (1%) и хозяйственного мыла (1%). Наружную поверхность секций промывают горячей водой (90 °С) с помощью душевой системы при закрытых дверях камеры и включенном вентиляторе отсоса пара. Очищенные секции продувают сжатым воздухом для охлаждения и удаления остатков воды. Качество очистки внутренних поверхностей трубок секций проверяют на стенде по времени протекания определённого количества воды (57,6л) через испытуемую секцию. Это время не должно превышать 65с для длинных водяных секций, и 50с – для коротких. Если время протекания превышает нормативы, секцию подвергают повторной очистке с последующей проверкой на протекание.
Очищенные секции проверяют на герметичность на стенде опрессовкой в течение 5 минут водой давлением 0,3Мпа. Течь воды и “потение” в местах пайки трубок и коллекторов не допускается. Течь воды из трубок наружных рядов в местах их заделки в усилительной доске устраняют пайкой меднофосфорным припоем ПОС-40[ ] без снятия трубной коробки. Секции, имеющие течь более чем из трёх трубок, а также течь в местах пайки их в трубную решётку или ниже усилительной доски, когда запаять или заглушить дефектную трубку без снятия коллектора не представляется возможным, ремонтируют с заменой трубной коробки и усилительной доски. Для этого пламенем кислородно-ацетиленовой горелки распаивают шов, соединяющий трубную коробку с коллектором. Коллектор вынимают из трубной коробки и очищают его от остатков припоя. Молотком выравнивают стенки трубной коробки и зачищают напильником её кромки. Коробление стенок трубной коробки не должно превышать 2 мм. Для замены коробки с усилительной доской отрезают на станке трубки с трубной коробкой, отступая на 4 – 5 мм от усилительной доски. После обрезки с трубок снимают по 5 – 6 охлаждающих пластин, концы трубок расправляют, очищают от грязи и припоя. Новую трубную коробку, соединённую с усилительной доской, надевают на трубки секций так, чтобы концы трубок выступали на 1,5 – 3,5 мм над плоскостью трубной коробки. Всю поверхность трубной решётки со стороны выступающих трубок покрывают бурой, смачивают её водой и нагревают горелкой до расплавления буры. Через два часа после нанесения флюса с помощью ацетиленовой горелки равномерно нагревают поверхность трубной коробки до температуры 100 – 120 °С и расплавляют припой. После остывания концы трубок раздают щупом сечением 0,8´1,5 мм. Качество пайки секции проверяют опрессовкой воздухом, при необходимости дефектные места вновь пропаивают.
Источник
Ремонт секций холодильника. Неисправности сборочной единицы тепловоза, их причины и способы предупреждения , страница 2
2 НЕИСПРАВНОСТИ СЕКЦИЙ ХОЛОДИЛЬНИКА ТЕПЛОВОЗА, ИХ ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
Наиболее часто у секций холодильника встречается течь из–за обрыва трубок, которая возникает главным образом у наружных и реже у боковых трубок лобовых секций в местах входа их в усилительную доску и трубную коробку. Этот дефект является следствием интенсивного охлаждения наружных трубок воздухом, что вызывает понижение температуры стенок трубок зимой по сравнению с трубками внутренних рядов. Различные температуры металла трубок вызывают различное их удлинение, влекущее за собой появление напряжений, выходящих за пределы текучести металла трубок. Способствует обрыву также перекристаллизация металла трубок, усилительной доски и трубной коробки в местах входа трубок в решётку. Перекристаллизация возникает при пайке высокотемпературными припоями. В случае перекристаллизации возникает повреждение паяных швов, трещины.
Второй неисправностью является загрязнение внутренних поверхностей трубок образованием нагара и накипью. Это является следствием действия высоких температур воды, в результате чего соли, находящиеся в воде, оседают на поверхности трубок. Это приводит к плохому теплообмену воды с воздухом и ещё большему нагреву воды. Способом предупреждения этой неисправности является уменьшение температуры охлаждающей воды вследствие лучшего её охлаждения, а также использование лучше очищенной воды, содержащей меньше солей, использование присадок.
Третьей неисправностью является загрязнение наружных поверхностей трубок отложениями грязи и пыли. Это приводит к худшей циркуляции воздуха по секциям, вследствие чего ухудшается охлаждение воды. Возникает эта неисправность в результате использования запыленного воздуха.
Четвёртой неисправностью является погнутость охлаждающих пластин. Это приводит к худшей циркуляции воздуха, а также к уменьшению прочности секций. Причиной неисправности является повреждение секций во время установки на тепловоз и при ремонте. Способом предупреждения неисправности является более аккуратное обращение с секциями холодильников при ремонте.
Пятой неисправностью является обрыв трубок секций в результате размораживания их в зимний период. Способ предупреждения – постоянный прогрев тепловоза в зимнее время.
Шестой неисправностью является погнутость трубной коробки и усилительной доски. Это приводит к уменьшению жёсткости конструкции, худшей циркуляции воды. Причиной является механическое повреждение секций при транспортировке во время ремонта, а также при эксплуатации. Способом предупреждения неисправности является более аккуратное обращение с секциями.
3 ОБЪЁМ РАБОТ ПРИ РЕМОНТЕ СЕКЦИЙ ХОЛОДИЛЬНИКА
3.1 ОБЩИЕ ТРЕБОВАНИЯ К ОБЪЁМУ РАБОТ ПО СБОРОЧНОЙ ЕДИНИЦЕ СОГЛАСНО ПРАВИЛАМ РЕМОНТА ТЕПЛОВОЗОВ
Наружное загрязнение трубок устраняется путём продувки их сжатым воздухом.
Внутреннюю поверхность трубок промывают на стенде 010.03 нагретым до температуры 90 °С раствором в течение 30 минут, заставляя его протекать в прямом и обратном направлении, а затем горячей водой в течение 15 минут [5]. Допускается промывка секций щелочным раствором из каустической соды (3–5%), жидкого стела (1%) и хозяйственного мыла (1%). Наружную поверхность секций промывают горячей водой (90 °С) с помощью душевой системы при закрытых дверях камеры и включенном вентиляторе отсоса пара. Очищенные секции продувают сжатым воздухом для охлаждения и удаления остатков воды. Качество очистки внутренних поверхностей трубок секций проверяют на стенде по времени протекания определённого количества воды (57,6л) через испытуемую секцию. Это время не должно превышать 65с. Если время протекания превышает нормативы, секцию подвергают повторной очистке с последующей проверкой на протекание.
Источник