5. Шатунно-поршневая группа. Обслуживание дизелей типа Д49
Коленчатый вал практически не требует ухода до капитального ремонта дизеля. Надежная работа вала зависит от качества фильтрации масла, температуры и давления масла дизеля, состояния антивибратора и силиконового демпфера, укладки вала в блоке.
Шатуны. Обслуживание дизелей типа Д49
На каждом ТР-2 и ТР-3 при снятии шатунов с дизеля контролируют состояние нижней головки, втулок верхних головок, втулок пальца прицепного шатуна, вкладышей, шатунных болтов и пальцев. Нижнюю головку шатуна измеряют при затяжке болтов в соответствии с требованиями чертежа. Диаметр постели должен быть 220 мм, овальность не более 0,07 мм. Отклонение от этих размеров постели исправляют на хонинговальном станке, а восстанавливают первоначальные размеры хромированием, толщина хрома после окончательной обработки поверхности не более 0,15 мм.
На вкладышах не допускаются трещины, выкрашивание и отслаивание заливки, сильный наклеп стыков и наружной поверхности, грубые риски. Размер в плоскости стыков в свободном состоянии, толщина вкладыша, натяг, непрямолинейность образующей наружной поверхности должны соответствовать значениям, приведенным в приложении 2. Зазор на масло по обмерам шатунной шейки коленчатого вала и вкладыша не выше 0,35 мм. Зазор на масло восстанавливают заменой вкладышей. При износе прира-боточного покрытия на площади более 20 см2 его восстанавливают гальваническим способом по специальной технологии. При замене вкладыша из-за наклепа на постели следует удалить пятна наклепа.
Натяг вкладыша проверяют в приспособлении — полупостели с диаметром/) = 210,0+0,006 мм, к торцам вкладыша прикладывают равномерно распределенную нагрузку Q = 41 ± 0,1 кН-м. Схема приспособления аналогична схеме для коренных вкладышей. Шатунные болты проверяют дефектоскопом на отсутствие трещин. При наличии грубых рисок и забоин на стержне и резьбе болтов их следует заменить. Штифты вкладышей должны иметь плотную посадку в отверстиях постели, выступание штифта над постелью не более 3,5 мм, утопание утолщенной части штифта относительно поверхности постели не менее 0,5 мм.
Втулки верхних головок и пальцы прицепного шатуна заменяют при ослаблении их посадки в постелях, наличии выкрашивания бронзы, достижении предельных зазоров на масло между втулками и пальцами (см. приложение 2). При замене новую втулку запрессовывают с натягом 0,10—0,14 мм для верхней головки
и 0,06—0,11 мм для прицепного сочленения. При запрессовке обеспечивают правильное поло* жение отверстий и прорези для прохода масла. При фрезеровке торцов и обработке фасок втулок после запрессовки, чтобы сохранить форлу втулок, необходимо защищать рабочую поверхность и масляные каналы от стружки. Палец прицепного сочленения заменяют при трещинах и износе свыше нормы (см. приложение 2).
Источник
Ремонт шатунно-поршневой группы дизеля. Дизель Д49.
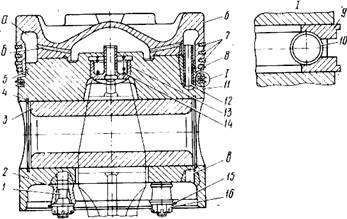
Поршень дизеля состоит из стальной головки и алюминиевого тронка, скрепленных четырьмя шпильками. Составная конструкция поршня позволяет применять для головки поршня жаропрочную сталь, а для тронка – антифрикционный алюминиевый сплав и этим самым снизить массу поршня. Головка поршня охлаждается маслом. Из верхней головки шатуна масло поступает в плотно прижатый к ней пружиной стакан и далее по отверстиям – в полость охлаждения. Из полости охлаждения масло стекает в картер дизеля. На номинальной мощности температура головки над верхним компрессионным кольцом не превышает 170 °С. Умеренная температура обеспечивает хорошую износостойкость ручьев компрессионных колец. Снижение давления масла ниже номинального (0,4 МПа) приводит к увеличению уровня температурных напряжений во всех точках головки поршня. В зоне первого компрессионного кольца при уменьшении давления масла от 0,4 до 0,2 МПа температурные напряжения возрастают в 1,65 раза, а на поверхностях, охлаждаемых маслом, в 1,5 раза. Рабочая поверхность тронка покрыта слоем дисульфида молибдена (антифрикционное приработочное покрытие типа ВАП-2 или АСП). Наилучшими характеристиками обладает покрытие АСП (антифрикционное смазывающее покрытие). Оно выдерживает температурный диапазон в пределах от –100 до +350 °С, с удельной нагрузкой до 2,5 МПа, при коэффициенте трения 0,03÷0,04. Толщина покрытия составляет 10÷23 мкм и наносится на поверхность распыливанием. По сравнению с ВАП-2 АСП обладает в 3 раза меньшим коэффициентом трения и большей износостойкостью.
Неисправности: трещины.Трещины в днище могут возникать в связи с газовой коррозией, которая образуется в результате выделения кислот из газов при температуре днища ниже точки росы. Точка росы продуктов сгорания вблизи внутренней мертвой точки поршня равна 170 °С. При содержании серы в топливе более 0,3 % может происходить выделение кислот и попадание их на поверхность днища. Другая причина возникновения трещин – температурные деформации поршня, вызванные недостаточным охлаждением головки поршня.
В свою очередь недостаточное охлаждение является следствием отложения нагара в каналах днища (рис. 7.6) и эксплуатации дизеля при давлении масла в системе меньше 0,15 МПа.
Температурные деформации также вызываются сгоранием топлива на днище поршня из-за плохого распыла топлива форсункой. Трещины выявляются визуально, цветной или ультразвуковой дефектоскопией. При наличии трещин, разгарной сетки любого размера и расположения поршень бракуется.
Износ направляющей части (тронка).Износ и задиры появляются в результате нарушения режимов обкатки, нарушения температурного режима и дефекта колец. Выявляются визуально. Износ антифрикционного покрытия при ремонте ТР-3 допускается не более 50 %. При большем размере покрытие следует восстановить.
Рис. 7.6. Отложение нагара в головке поршня
Износ ручьев.Причина износа – взаимодействие поршня с кольцами, а также пригорание и закоксованность колец. Износ ручьев приводит к увеличению расхода масла «на угар». Износ выявляется по зазору между ручьем и новым кольцом, выявляемым при помощи щупа. Для компрессионного кольца с односторонней трапецией зазор не должен превышать 0,2 мм, для остальных – 0,4 мм. Если зазор превышает допуски, поршень бракуется.
Дефекты колец. Кольца осматривают и дефектируют. Они подлежат замене при наличии сколов, задиров на рабочей поверхности, следов прорыва газов из-за неприлегания колец к зеркалу втулки, зазора в замке более нормы, скола хрома. Толщина хрома у компрессионных колец должна быть не менее 0,07 мм. Зазор в замке в свободном состоянии измеряется по хорде штангенциркулем. Зазор в замке в рабочем состоянии измеряется в калиброванной втулке диаметром 260+0,01 мм. Зазоры при ремонте ТР-3 должны быть не более: в компрессионном кольце – 0,9÷1,2 мм, в компрессионном «минутном» – 0,8÷1,1 мм, в маслосъемных – 0,9÷1,2 мм. Если зазоры превышают допустимые, кольцо бракуется.
Кратко отметимдопускаемые дефекты поршней дизеля ПД1при ремонте ТР-3. Определяются путем измерения зазоры: между поршнем и цилиндровой втулкой, поршневым пальцем и втулкой верхней головки шатуна и отверстия в бобышке поршня. Если зазоры более допустимых, детали заменяются или ремонтируются. Разработанные ручьи поршня протачиваются под ремонтный размер колец. Допускается устанавливать на дизель поршни, имеющие риски на направляющей части глубиной до 1 мм, общей площадью не более 50 мм 2 .
Дата добавления: 2015-10-19 ; просмотров: 3305 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Курсовая работа: Поршень дизеля Д49: конструкция и ремонт
Название: Поршень дизеля Д49: конструкция и ремонт Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 03:34:44 10 июня 2009 Похожие работы Просмотров: 4085 Комментариев: 10 Оценило: 4 человек Средний балл: 4.3 Оценка: неизвестно Скачать
Федеральное агентство железнодорожного транспорта РФ
Московский государственный УНИВЕРИСИТЕТ путей сообщения
Институт транспортной техники и организации производства
Кафедра: «Локомотивы и локомотивное хозяйство»
«Поршень дизеля Д49: Конструкция и ремонт»
Выполнил: студент гр. ТЛТ-451
Консультант ст. преподаватель
1. Поршень дизеля типа Д49. Конструкция. Основные неисправности
1.1 Конструктивные особенности поршня дизеля типа Д49
1.2 Основные неисправности поршня
2. Модернизация и ремонт поршня дизеля типа Д49
2.1 Варианты модернизации поршня дизеля типа Д49
2.2 Методы устранения нагара в поршне дизеля типа Д49
2.3 Правила ремонта поршня дизеля типа Д49
Заключение
Список литературы
Дизели 1А-5Д49 мощностью 3000 л.с. (2200 кВт) начали серийно выпускать на Коломенском тепловозостроительном заводе с 1975 г. Их устанавливал на грузовые двухсекционные тепловозы 2ТЭ116 Луганский тепловозостроительный завод. Позднее Коломенский завод приступил к серийному производству пассажирского односекционного тепловоза ТЭП70 с дизелями 2А-5Д49 мощностью 4000 л.с. (2940 кВт).
Рабочий процесс дизелей Д49 отличается высокой экономичностью на режимах номинальной мощности.
На российские железные дороги в общей сложности поступило около 2 тыс. секций тепловозов с дизелями типа Д49.
Шатунно-поршневая группа представляет группу деталей кинематической пары – поршень-шатун, играющей важную роль в рабочем процессе дизеля.
Поршни могут изготовляться из чугуна, стали и сплавов алюминия, что влияет на их конструктивные формы (алюминий имеет в 2,5 раза меньшую плотность и в 5 раз большую теплопроводность, чем чугун).
В данной работе рассматривается поршень дизеля типа Д49, особенности его конструкции, варианты модернизации, а также основные неисправности и методы их устранения.
1. Поршень дизеля типа Д49. Конструкция. Основные
1.1 Конструктивные особенности поршня
Поршень — один из основных и высоконагруженных узлов дизеля. Работоспособность поршня совместно с крышкой цилиндра и шатунными вкладышами определяет ресурс дизеля до ремонта, связанного с разборкой дизеля. На всех дизелях типа Д49 применен поршень составной конструкции и относительно малой массы, что создает умеренные инерционные нагрузки на детали шатунно-кривошипного механизма. Головка поршня отштампованная из жаропрочной стали, для снижения температуры охлаждается маслом в соответствии с рисунком 1.1.
Поршень дизеля воспринимает силы давления газов в цилиндре и передает их на шатун, герметизирует изменяющийся при его движении объем цилиндра. Надежная работа поршневой группы зависит от обеспечения эффективных способов отвода тепла от днища поршня и создания благоприятных условий для работы поршневых колец. Через поршень может отводиться 4—7 % тепла, вводимого с топливом в цилиндр двигателях [1].
1.2 Основные неисправности поршней и крышек цилиндров
Анализ показывает, что дизели 1А-5Д49 тепловозов 2ТЭ116 имеют высокую повреждаемость и сменяемость деталей. Основные виды повреждений, например, за пять лет эксплуатации этих машин в депо Елец Юго-Восточной дороги распределяются в процентах следующим образом: трещины в крышках цилиндров – 6,1; прогары, изломы и изгибы клапанов – 33; пробой газов по газовому стыку между крышкой цилиндра и гильзой – 26,6; течи воды по резиновым уплотнениям рубашек и гильз втулок цилиндров – 29,6; задиры и разрушения поршней – 4,7.
Следует отметить, что для работников депо и ремонтных заводов важны данные о сменяемости деталей на неплановых и плановых ремонтах, а также о пробегах тепловозов до плановых разборок дизелей.
В соответствии с указанием МПС № М-2574 пробеги тепловозов 2ТЭ116 и 2ТЭ10У до текущих ремонтов ТР-2 установлены равными 135 тыс. км, до ремонтов ТР-3 — 270 тыс. км и до КР-1 – 800 тыс. км; для тепловозов 2ТЭ10Л и 2ТЭ10В соответственно 105, 210 и 630 тыс. км.
Надо отметить, что лучшие образцы зарубежных тепловозов имеют значительно более высокие пробеги локомотивов до разборки дизелей. Так, тепловозные двухтактные дизели фирмы “ GeneralMotors ” (США) моделей 645 и 710 имеют пробеги до разборки 1 млн. 200 тыс. км.
Несмотря на высокую стоимость основных деталей дизелей типа Д49 (крышек цилиндров, втулок цилиндров, поршней) их требуемая надёжность не обеспечивается, т.е. не выполняется установленные сроки службы в соответствии с техническими условиями на поставку этих дизелей.
Сроки службы крышек цилиндров должны быть равны сроку службы самих дизелей, т.е. 20-ти годам, или 3,6 млн. км. пробега тепловоза. Фактические же сроки службы крышек составляют 800 тыс. км.
Средняя сменяемость крышек на капитальном ремонте на Воронежском ТРЗ составляет 10 шт. на дизель, или 62,5 %. По требованиям ТУ на дизель типа Д49 допускается сменяемость только 15% крышек, или 2,4 крышки за весь срок службы дизеля.
По ТУ сроки службы поршней и втулок цилиндров должны быть равны сроку службы дизеля до капитального ремонта (1млн. 200 тыс. км.). Фактически же средние сроки их службы находятся в пределах 600 – 800 тыс км.
Особенно высокая повреждаемость крышек и втулок цилиндров была на дизелях 2ТЭ121 в депо Попасная Донецкой дороги. Так, по данным этого депо, на 30-ти дизелях примерно за 2 года эксплуатации было сменено 78 крышек цилиндров, т.е. в среднем 2,6 крышки на один дизель. На некоторых дизелях в течении этого периода одновременно сменялось до восьми крышек. По три крышки цилиндра были сменены на трёх тепловозах при их пробегах менее 100 тыс. км. Всего за этот период было сменено 20 крышек при пробеге от изготовления дизелей менее 200 тыс. км.
Из-за трещин были установлены случаи сменяемости одновременно до двух втулок цилиндров на дизеле. Из-за задира были случаи замены одновременно до четырёх гильз (втулок) цилиндров.
В 1993 г. в депо Елец полностью сменили: все втулки цилиндров на пяти дизелях; гильзы на двух дизелях; резиновые кольца рубашек и водяных втулок на семидесяти дизелях, а резиновые кольца переливных трубок втулок цилиндров на пятидесяти дизелях.
Эксплуатационные наблюдения показывают, что поршни дизелей типа Д49, имеющие составную конструкцию, обладают целым рядом серьезных недостатков по сравнению с цельнолитыми поршнями, применяемыми на отечественных и зарубежных дизелях.
Из депо Дно Октябрьской дороги в 1995 г. во ВНИИЖТ поступило сообщение о том, что в поршнях дизелей типа Д49 наблюдаются значительные отложения нагара в их головках .Из депо было доставлено во ВНИИЖТ 13 головок поршней.
Рисунок 1.2 — Отложение нагара в головках поршней дизелей типа Д49 после пробега 510 тысяч километров
Из рисунка видно, что нагар в значительных количествах откладывается в центре головки и по ее краю, перекрывая почти полностью отверстия для перетока масла из центральной части в край головки (для перетока масла в головке имеется 12 отверстий диаметром 5 мм).
Осмотр поршней показал, что отложения нагара в центре днища и по краю головки было наименьшее, если отверстия для перетока масла были забиты нагаром только частично. Отсюда следует вывод, что отверстие для перетока масла диаметром 5 мм является недостаточным. Оно должно быть увеличено до 8,5 мм, имеющимся в головке составного поршня дизелей 11Д45 и 14Д40, в которых не наблюдается таких отложений нагара, как в поршнях дизелей типа Д49.
В некоторых головках поршней, доставленных из депо Дно, в середине перемычек головки для тарелок впускных клапанов (в самом тонком месте, где толщина перемычки составляет 2,8 мм) возникают термические трещины из-за перегрева головки при отложении нагара. Во время ремонта в целях повторного использования головок рекомендуется эти трещины удалять путем разделки на всю высоту перемычки (примерно 100 мм), на ширину в верхней части до 6,0 мм и у основания трещин до 3,0 мм с радиусом 1,5 мм.
Большие отложения нагара были обнаружены в головках поршней дизелей тепловозов 2ТЭ116 номеров 1315, 1316 и 1352 приписки депо Жмеринка на ремонте ТР-2 после пробегов в интервале 214 — 294 тыс. км. Толщина нагара находилась в пределах 15 — 20 мм, уменьшение проходного сечения в отверстиях для перелива масла достигало 50 — 80 %. При этом использовалось масло марки М14Г2.
На испытаниях тепловозов 2ТЭ116 в депо Основа и Полтава было обнаружено значительное количество поршней (37 шт.) на 14-ти секциях тепловозов, не имевших слива масла из поршней. Такие случаи отмечались в депо Кочетовка, Елец и Жмеринка. Отсутствие слива масла возникает при полностью забитых нагаром отверстиях для перетока масла из центра в край головки поршня в соответствии с рисунком 1.2.
2.Модернизация и ремонт поршня дизеля типа Д49
2.1 Варианты модернизации поршня дизеля Д49
У поршня дизеля Д49 головка поршня изготовлена из жаростойкой стали ЭИ415, а тронк из алюминиевого сплава АК6. Охлаждение этого поршня обеспечивается взбалтыванием масла, которое подается через отверстие в шатуне и алюминиевый стаканчик сначала в центральную полость охлаждения поршня, а затем в кольцевую периферийную[1].
Применявшаяся ранее конструкция поршня дизеля Д49 характерна расположением всех колец выше оси пальца в соответствии с рисунком 2.1.
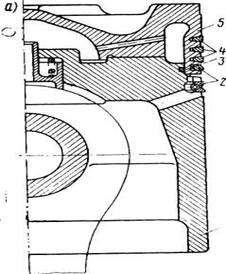
а — до модернизации; б — модернизированный повышенной газоплотности; 1-тронк; 2-кольца маслосъёмные; 3-кольцо торсионное; 4-кольца компрессионные; 5-головка; 6-стакан; 7-пружина.
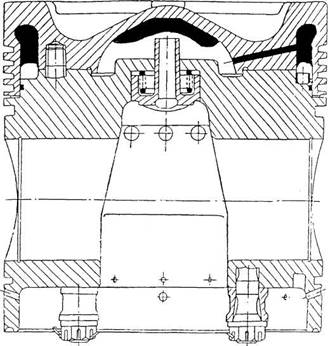
Для уменьшения расхода масла на угар и прорыва газов в картер, в конструкцию поршня внесены следующие изменения: увеличено расстояние от крышки цилиндра до поршня за счет уменьшения высоты головки поршня; фрезеровки в головке под клапаны выполнены несквозными; установлены три верхних компрессионных кольца с односторонней трапецией и четвертое торсионное кольцо; второе маслосъемное кольцо расположено ниже оси пальца и выполняет роль дозатора расхода, масла; уменьшен зазор между тронком и втулкой цилиндра.
Испытания показали, что модернизированный поршень снижает в 2 раза расход масла на угар, в 1,5 раза повышает срок службы по загрязненности и на 30% снижает прорыв газов в картер. Практически ликвидируются отложения нагара на поршень и крышку цилиндра со стороны камеры сгорания.
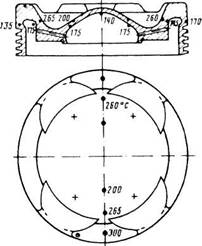
Рисунок 2.2 — Температуры в различных точках головки поршня дизеля 1А-5Д49
Над первым компрессионным кольцом температура не превышает 170°C (в соответствии с рисунком 2.2).Умеренные температуры обеспечивают хорошую износостойкость ручьев компрессионных колец. Исследования относительного изменения тепловых и механических напряжений в головке поршня Д49, выполненного на одноцилиндровом отсеке, показали: уровень тепловых напряжений превосходит механические примерно в 2 раза. Схема охлаждения с подводом охлаждающего агента в зону колец эффективно снижает теплонапряженность головки поршня; снижение давления подачи масла ниже номинального (Рм =0,4 МПа) приводит к увеличению уровня температурных напряжений во всех исследованных точках головки поршня. В зоне первого компрессионного кольца при уменьшении давления с 0,4 до 0,2 МПа температурные напряжения возрастают в 1,65 раза, на поверхностях, охлаждаемых маслом, в 1,5 раза и т.д.
Износостойкость алюминиевых поршней можно повысить глубоким анодированием электролизным способом. При этом получается пористая пленка окиси алюминия толщиной 0,08—0,1 мм, которая обладает резко пониженной теплопроводностью, повышенной маслоемкостью, износостойкостью и коррозионной стойкостью.
На дизелях типа Д49 наблюдается высокая сменяемость компрессионных колец: на ремонтах ТР-2 и ТР- 3 заменяется до 50% поршневых колец от числа установленных на поршнях. Компрессионные кольца сменяются, главным образом, из-за износа хромого покрытия у замка на длине 40-50 мм, а также из-за достижения предельного значения зазора у замка.
С первых номеров дизелей типа Д49 до 1981г. Использовались компрессионные кольца с двухсторонней трапецией. Необходимость в таких кольцах вызывалась применением головок поршней без масляного охлаждения. При переходе на масляное охлаждение поршней следовало перейти на кольца прямоугольного сечения. Однако завод перешел на кольца с односторонней трапецией, что сохранило их недостатки и вызвало увеличение зазора в замке из-за износа боковой поверхности.
По чертежам ВНИИЖТа разработаны поршни для дизелей 1А-5Д49 с прямоугольными канавками для компрессионных колец . Эти кольца покрыты слоем пористого хрома. Сначала на рабочую поверхность кольца наносится слой хрома общей толщиной 0,16-0,25 мм, а затем при изменении полярности на электродах в ванне в слое хрома толщиной 0,05- 0,08 создаются поры.
Рисунок 2.3 — Поршень дизеля 1А-5Д49 с прямоугольными канавками для компрессионных колец.
Этот слой повышает способность колец к маслоудерживанию для снижения износа и вероятности задира. Однако слой пористого хрома быстро изнашивается, при повторной установке в дизель существенно возрастает износ колец, и особенно гильз до 260,4 м в зоне остановки первого кольца. По этой причине часто меняются гильзы на ремонтах ТР-3 и даже ТР-2. Более перспективны кольца с маслоудерживающими канавками, применяемые на дизелях фирмы «Дженерал Моторс».
ВНИИЖТ разработал чертежи перспективных колец для дизелей 10Д100 с десятью канавками, для дизелей типа Д40– с девятью канавками и шагом между ними 0,6+0,05 мм, а для дизелей типа Д49 с шестью канавками высотой 6 мм и шагом 0,6 мм, с глубиной 0,15+ 0,05 мм.
По чертежам ВНИИЖТа на Оренбургском ТР3 были изготовлены два комплекта таких колец по 48 шт. с высотами 4 и 6 мм. На АО «Пенздизельмаш» изготовлено по 16 шт. поршней с канавками под цилиндрические кольца высотой 4 и 6 мм. Один комплект поршней на Воронежском ТР3 был установлен на тепловоз 2ТЭ116 приписки депо Серов, а второй комплект– на тепловоз депо Родаково. Из этих депо во ВНИИЖТ не поступали замечания по работе колец и поршней [4].
2.2 Методы устранения нагара в поршне дизеля типа Д49
Причины чрезмерного отложения нагара в головках поршней дизелей типа Д49 — малое количество масла, прокачиваемого через поршни, малые скорости движения масла в поршне, а также высокая температура внутри головки достигает 140 °С, что резко повышает интенсивность отложения нагара на внутренних поверхностях головки.
Для снижения отложений нагара в головках поршней дизелей типа Д49 рекомендуется диаметры отверстий в головках поршней увеличить до 8,5 мм их рассверловкой при разборках.
Для того, чтобы предотвращать отложение нагара в поршне необходимо проверять слив масла из поршней на ремонтах ТО-3 и ТР-1 на неработающем дизеле с включением маслопрокачивающего насоса.
При отсутствии слива такие поршни надо вынимать из втулок цилиндров дизеля и очищать от нагара, прежде всего отверстия для перетока масла.
На отдельных поршнях очистку от нагара в переливных отверстиях в депо Ленинград-Витебский производят высверливанием нагара сверлом с наконечником из твердого сплава, а в депо Ленинград-Варшавский нагар из отверстий удаляют продалбливанием.
Наиболее эффективным способом очистки от нагара головок поршней дизелей типа Д49 от нагара одновременно всех поршней является метод, используемый в депо Дно. Очищают поршни путем погружения головок в расплав солей следующего состава: едкий натрий — 65 % (по весу); азотно-кислый натрий — 30 %; поваренная соль — 5%. Смесь солей нагревается в ванне до 350 — 400 °С; температура расплава солей должна быть 250 °С; удельный вес расплава 1,7 г/см 3 . Установка для очистки головок от нагара состоит из трех ванн: для расплава солей; для воды; кислотной, содержащей 50%-ный раствор соляной кислоты с добавкой столярного клея. Мощность электронагревателя должна быть 35 — 40 кВт. Время нагрева расплава с комплектом деталей составляет 20 — 35 мин.
Исключение интенсивного отложения нагара в поршнях дизелей фирмы «GeneralMotors» (США) достигается за счет подачи масла в поршни через форсунку, а не через шатун, как на дизелях типа Д49.
В таблице.1. представлены результаты испытаний и расчетных исследований распределения масла в дизеле типа Д49 при двух методах подачи масла в поршни.
Из таблицы видно, что при переходе на подачу масла в поршни через форсунки поступление масла в поршни на номинальном режиме увеличивается в 5 раз. При таком увеличении количества масла в поршне дизеля типа Д49 температура его внутри головки поршня будет не выше 90 0 С и при этом отложение нагара станет в несколько раз меньшим, исчезнет процесс зарастания нагаром отверстий для перетока масла.
Прокачка масла через дизель типа Д49 при подаче его в поршни через шатуны и форсунки