Ремонт шатунно поршневой группы двигателя
Ремонт шатунов. Шатуны большинства автотракторных двигателей изготавливают из сталей 40Г, 45, 45Г2, 40Х и др. Основные еАекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна; отверстия под втулку и самой втулки верхней головки шатуна; износ и смятие плоскостей разъема и торцевых плоскостей под болты в нижней головке шатуна.
Шатуны выбраковывают при аварийных изгибах, обломах и при трещинах. Шатуны двигателей ЯМЗ (всех модификаций), кроме того, выбраковывают, если сильно изношены или опилены плоскости разъема нижней головки, а шатуны двигателей СМД -60, СМД -64 и их модификаций — если смяты рифы на плоскостях разъема нижней головки.
Изгиб и скрученность шатуна измеряют при помощи различных индикаторных и оптических приспособлений.
Рекламные предложения на основе ваших интересов:
На многих ремонтных предприятиях общего назначения для проверки шатунов на изгиб и скручивание используют индикаторное приспособление типа КИ-724. Это приспособление универсальное, оно позволяет контролировать шатуны двигателей разных марок.
Призму с индикаторами часового типа устанавливают на оправку и передвигают ее до соприкосновения упора призмы с плоскостью плиты приспособления. В этом положении перемещают индикатор до получения натяга на измерительном стержне в пределах 1,0… 1,5 оборота стрелки. Закрепляют индикатор и совмещают нулевое деление шкалы со стрелкой. Поворачивают призму на 180° и также устанавливают индикатор.
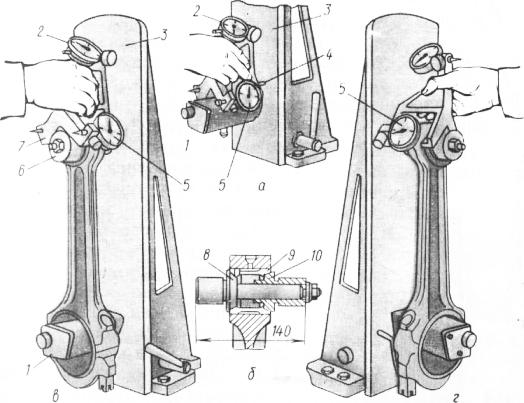
Рис. 1. Приспособление для проверки шатуна на скрученность и изгиб:
а — установка индикаторов; б — установка разжимной оправки; в — проверка шатуна на 4 ; г — проверка шатуна на скрученность; 1 — оправка; 2 и 5 — индикаторы; 3 — плита; BTV упоР; б — разжимная оправка; 7 — призма; 8 и 10 — конусы оправки; 9 — разжимная втулка оправки.
В отверстие верхней головки шатуна с выпрессованной втулкой вставляют разжимную втулку и закрепляют ее конусами. Шатун ставят на оправку, перемещают его до упора оправки в плиту и закрепляют на оправке. Призму ставят на оправку и при соприкосновении ее упоров с плитой поочередно по отклонению стрелки от нулевого положения индикатора определяют изгиб шатуна, а по отклонению стрелки индикатора — скрученность.
Шатуны, имеющие непараллельность (изгиб) или перекос (скручивание) верхней головки шатуна относительно нижней, выходящие за допустимые размеры, подлежат восстановлению или выбраковке. Править шатуны в холодном состоянии не рекомендуется, потому что такая правка не обеспечивает стабильных результатов. Допускается правка шатунов с подогревом стержня до температуры 450…600 °С.
На специализированных моторемонтных предприятиях для проверки шатунов используют специальные оптические приборы или индикаторные приспособления типа 9570-157-1. Приспособление состоит из плиты с призмой и кронштейна, на котором расположены четыре индикатора часового типа. Два индикатора установлены вертикально и два индикатора — горизонтально, так, что оси их взаимно перпендикулярны. В отверстия нижней и верхней головок проверяемого шатуна вставляют оправки, затем шатун укладывают оправкой на призму и оправкой наклонно подводят к упору и измерительным стержням индикаторов. Разность в показаниях вертикальных индикаторов отмечает изгиб шатуна, а разность в показаниях горизонтальных индикаторов 6 — его скрученность. Перед измерением индикаторы устанавливают по специальному эталону. Такое приспособление применимо для контроля только одного типоразмера шатуна.
Допускаемая скрученность шатунов тракторных двигателей в пределах 0,05…0,08 мм, автомобильных — 0,04…0,06 мм на 100 мм длины (по оси оправки, вставленной в отверстие плоскостей разъема шатуна индикаторным приспособлением: 1 — стопорный винт; 2 — индикатор; 3 — плита.
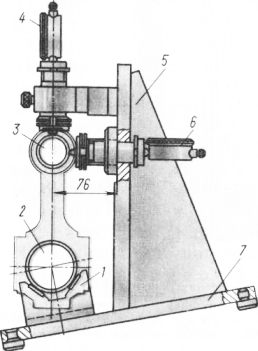
Рис. 2. Приспособление 9570-157-1 для конт роля геометрических параметров шатуна:
1 — призма; 2 и 3 — оправки; 4 и 6 — индика торы; 5 — кронштейн; 7 — плита.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа и размеров шатуна. Перед восстановлением отверстий проверяют опорные поверхности под головки шатунных болтов и гайки, а также плоскости разъема.
Опорные поверхности крышки фрезеруют до выведения следов изнашивания на вертикально-фрезерном, а шатуна на горизон-тально-фрезерном станках. При больших износах опорные поверхности наплавляют и фрезеруют под нормальный размер по высоте от плоскости разъема до опорной поверхности. Для закрепления крышки и шатуна при фрезеровании применяют специальные приспособления.
Смятые или изношенные плоскости разъема фрезеруют или шлифуют до выведения следов изнашивания и получения параллельности плоскостей с образующей отверстия. Параллельность проверяют индикаторным глубиномером или специальным приспособлением. Установив индикатору небольшой натяг, закрепляют его стопорным винтом и с помощью планки отмечают показания индикатора по концам плоскостей разъема крышки или шатуна. Непараллельность плоскостей разъема образующей отверстия допускается не более 0,02 мм на их длине.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки нормальным Усилием затяжки и растачивают, а затем шлифуют под нормальный размер.
При незначительном изнашивании отверстия восстанавливают таким же способом. Плоскости разъема шлифуют и отверстия под вкладыши обрабатывают под нормальный размер.
Если отверстия в шатунах под вкладыши изношены настолько, Что с плоскостей разъема требуется снимать-металла больше, чем Указано, то отверстия восстанавливают наращиванием металла с последующей обработкой под нормальный размер.
Поверхности в отверстиях шатунов автомобильных двигателей аРащивают железнением, шатунов тракторных двигателей марок СМД -14, Д-130 наплавкой под слоем флюса, в среде углекислого газа и вибродуговой.
Перед растачиванием восстанавливают плоскости разъема и опорные поверхности под головки болтов и гайки.
Некоторые авторемонтные предприятия восстанавливают отверстия нижней головки шатуна с применением растяжки. В случае значительного износа отверстия с плоскостей крышки и шатуна снимают повышенный слой металла, а чтобы сохранить межосевое расстояние, шатун растягивают в специальном приспособлении. При растягивании стержень шатуна нагревают в электроиндукторе приспособления. Затем отверстие обрабатывают под нормальный размер. Растачивают отверстия нижних головок шатунов на расточных станках или токарных в специальных приспособлениях. После расточки шлифуют, а чаще хонингуют под нормальный размер. При хонинговании применяют приспособления, позволяющие обрабатывать сразу целый комплект шатунов.
Восстановленные отверстия нижней головки шатуна должны отвечать следующим требованиям: овальность и конусность не более 0,01 мм; смещение оси относительно плоскостей разъема не более +0,3 мм; шероховатость поверхности не ниже 8-го класса.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов изнашивания и запрессовывают втулку увеличенного размера по наружному диаметру. Внутреннее отверстие втулки растачивают на расточных станках типа УРБ -ВП-М или на токарных с помощью специальных приспособлений. После расточки втулку раскатывают роликовыми раскатками на тех же станках. При растачивании оставляют припуск под раскатку 0,04…0,06 мм, чтобы обеспечить необходимый размер под палец. Процесс раскатки улучшает на два-три класса шероховатость поверхности и увеличивает прочность посадки втулки на 70…80%.
Изношенные втулки верхней головки шату-н а, если позволяет конструкция, восстанавливают меднением наружной и внутренней поверхностей или осадкой.
Ремонт поршней, пальцев и колец. В большинстве современных двигателей поршни изготовлены из сплавов алюминия, и в процессе эксплуатации в них возникают следующие дефекты: износ направляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; трещины; задиры и изломы. В поршневых пальцах изнашиваются посадочные места под втулку верхней головки шатуна и под отверстия бобышек поршня, иногда появляются трещины. Поршневые кольца изнашиваются по толщине, ширине и теряют упругость.
Поршни и поршневые кольца, изношенные за пределы допускаемых размеров, не восстанавливают. При текущем ремонте изношенные отверстия в бобышках поршня развертывают под увеличенный палец. Чтобы сохранить соосность отверстий, их развертывают специальной длинной разверткой за один проход. После развертывания проверяют индикаторным нутромером диаметр отверстия и на специальных приспособлениях — перпендикулярность оси отверстия к оси или образующей поршня.
Поршневые пальцы с трещинами выбраковывают, а изношенные по диаметру восстанавливают раздачей под прессом или железнением. После раздачи или железнения пальцы шлифуют под нормальный размер.
В ГОСНИТИ разработан эффективный способ термической раздачи пальцев. Сущность его заключается в следующем. Палец нагревают в электроиндукторе и через внутреннюю полость пропускают охлаждающую воду. В результате этого наружный диаметр пальца увеличивается, его затем шлифуют под нормальный размер. Этот способ рекомендован для специализированных цехов по восстановлению деталей и внедряется на ремонтных предприятиях.
Источник
Ремонт шатунно-поршневого комплекта
Основные дефекты деталей шатунно-поршневого комплекта представлены на рисунке 64.
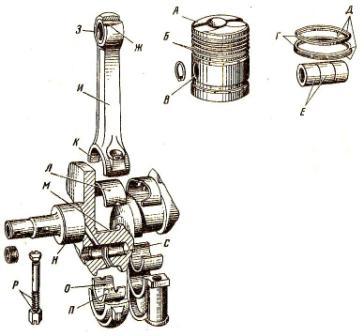
Рис. 64. Возможные дефекты деталей шатунно-поршневого комплекта.
А) – Отложения нагара, кокса, смол;
Б) – Износы канавок;
В) – Износы отверстий под палец в поршне;
Г) – Износы наружной поверхности колец;
Д) – Износы колец по высоте;
Е) – Износы пальца снаружи;
Ж) – Износ втулки снаружи шатуна;
З) – Износ втулки внутри шатуна;
И) – Изгиб и скручивание шатуна;
К) – Износ нижней головки шатуна внутри;
Л) – Износ снаружи вкладыша;
М) – Износ шатунной шейки;
Н) – Износ коренной шейки;
О) – Износ изнутри вкладыша;
П) – Смятие фиксирующих усиков вкладыша;
Р) – Срыв и смятие резьбы шатунных болтов;
С) – Отложение продуктов износа.
Поршневой палец восстанавливается раздачей (пластической деформацией) в холодном состоянии с последующей термообработкой, гидротермической раздачей с одновременной термообработкой, гальваническими способами (хромированием, твёрдым железнением). После восстановления поршневые пальцы обрабатываются на бесцентрово-шлифовальных станках и полируются до нормального размера, доводя шероховатость поверхности до Ra=0,16-0,32 мкм.
При гидротермической раздаче палец нагревается ТВЧ в индукторе до температуры 790-830 градусов Цельсия, затем охлаждается проточной водой, пропуская её сквозь его внутреннюю полость. При этом палец закаливается, увеличивается его длина и наружный диаметр на 0,08-0,27 мм. Удлинённые пальцы шлифуются с торцов, затем снимаются фаски с наружной и внутренней поверхности.
Втулки верхней головки шатуна. Они восстанавливаются следующими методами: термодиффузионным цинкованием с последующей обработкой; осадкой в шатуне; обжатием с последующим наращиванием наружной поверхности электроконтактной приваркой стальной ленты (толщина ленты из малоуглеродистых сталей 0,4-0,6 мм).
Шатун. При износе поверхности под втулку шатун растачивается на один из ремонтных размеров с интервалом в 0,5 мм, снимая по торцам фаски 1,5 мм х 45 град. Для расточки используется алмазно-расточной станок УРБ-ВП, закрепляя шатун [рис. 65].
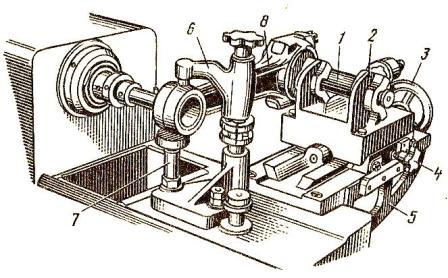
Рис. 65. Крепление шатуна на станке при расточке втулки верхней головки.
2) – Призмы каретки;
3) – Маховичок передвижения каретки;
4) – Винт стопорения каретки;
6) – Прижимная стойка;
На данном станке можно растачивать отверстия диаметром 28-100 мм, при частоте вращения 600-975 мин -1 и подаче 0,04 мм/об.
Расстояние между осями верхних и нижних головок достигается установкой шаблона между упорами на кронштейне (5) и подвижной каретке. Правильность установки отверстия шатуна в вертикальной плоскости проверяется по резцу и регулируется опорой (7).
Изношенные внутренние поверхности нижней и верхней головок шатуна на ремонтных предприятиях наращиваются гальваническим железнением, растачиваются и шлифуются либо хонингуются до нормальных размеров.
Для определения отклонения от параллельности (изгиб) в вертикальной и горизонтальной (скручивание) плоскостях, осей верхней головки относительно нижней, шатун, скомплектованный с крышкой, проверяется для карбюраторных двигателей на специальном приборе [рис. 66], а для всех остальных – на приборе 70-8735-1025.
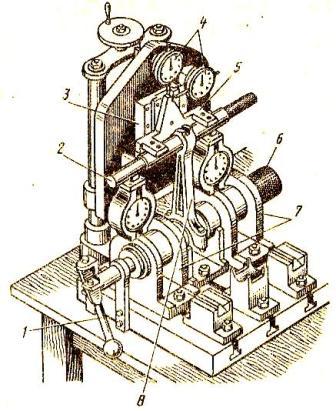
Рис. 66. Прибор для комплексной проверки шатунов автомобильных двигателей.
1) – Рукоятка для снятия скалки;
2) – Малая оправка;
3) – Направляющие ползуна;
6) – Большая оправка;
Отклонение от параллельности (изгиб) осей головок шатунов допускается для дизелей:
ЯМЗ-238НБ, ЯМЗ-240Б – 0,08 мм.
Д-240 и ЯМЗ-240НБ – 0,08 мм;
СМД-17, СМД-18 – 0,25 мм;
А-01, А-41 – 0,11 мм;
ЯМЗ-238НБ – 0,1 мм.
Для автомобильных двигателей отклонение от параллельности осей во всех плоскостях допустимо не более 0,05 мм на длине 100 мм. Для устранения этого дефекта править шатуны разрешено только после разогрева его стержня с помощью ТВЧ либо пламенем газовой горелки до температуры 450-600 градусов Цельсия, то есть с термофиксацией.
Поршни. Восстановление поршней дизелей типа СМД возможно методом плазменно-дуговой наплавки. Для этого поршень очищается в расплаве солей при температуре 375-400 градусов Цельсия в течение 10 минут, промывается, обрабатывается 10-ти процентной азотной кислотой и вновь промывается в горячей воде для удаления лаков и нагара в канавках. У поршня заплавляется верхняя канавка и головка проволокой СВАМГ и обрабатывается.
Комплектование, пригонка. Комплекты шатунов в сборе с крышками, ботами и гайками подбираются по массе в соответствии с таблицей 39.
Таблица 39. Допускаемая разница в массе деталей шатунно-поршневого комплекта.
| Марка двигателя | Разница в массе, г | ||
| шатунов | поршней | шатунов с поршнями в сборе | |
| А-01М, А-41 | 17 | 20 | 40 |
| ЯМЗ-240Б, ЯМЗ-238НБ | 17 | 10 | 30 |
| СМД-14, СМД-62 и другие | 10 | 7 | 22 |
| Д-240, Д-50 | 20 | 10 | 30 |
| Д-37М | 10 | 10 | 25 |
| ГАЗ-53, ЗИЛ-130 | 8 | 5 | 16 |
На некоторых из них масса указывается на наружной поверхности нижней головки, на крышке параллельно отверстию для шатунного болта. Если необходимо уравнять массу, то следует опилить металл стержня шатуна на линии разъёма штампов на глубину до 1 мм.
Разница в массах деталей в комплекте для одного двигателя при его работе приводит к возникновению неуравновешенных сил инерции, что вызывает вибрацию и ускоряет процесс изнашивания деталей.
При одинаковой массе шатуна распределение материала по длине должно быть таким, чтобы массы нижних и верхних головок в одном комплекте шатунов были равны (разность не должна превышать ± 3 грамма).
Поршни также подбираются по размеру и массе. Масса поршня маркируется на его днище. Поршни с гильзами комплектуются по зазору между поршнем (по юбке) и гильзой, обозначая группы буквами русского алфавита (Б, С, М и другие), которые выбиваются на днище поршня и на бурте гильзы.
Поршневые пальцы подбираются по размерной группе отверстий в бобышках поршней и помечаются красками либо номерами 0,1, 0,2 и т.д.
Втулки по наружному диаметру подбираются в соответствии с диаметром верхней головки шатуна, а по внутреннему – по диаметру пальца с учётом припуска на обработку.
Вкладыши должны соответствовать диаметру шеек коленчатого вала.
Поршневые кольца подбираются по размеру гильз и зазору в канавке поршня, который допускается 0,35 мм для первого кольца дизелей типа ЯМЗ, А-41 и типа СМД-60 (для остальных – 0,27 мм). Для вторых и третьих копрессионных колец зазор соответственно равен 0,30 мм и 0,20 мм.
Упругость колец проверяется путём установки их стыком в горизонтальное положение на площадке специальных весов МИП-10-1 [рис. 67]. Кольцо нагружается до нормального зазора в стыке. Усилие, показанное на циферблате весов, должно соответствовать техническим требованиям.
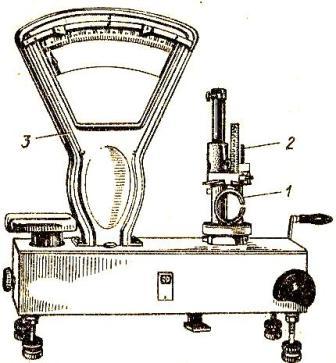
Рис. 67. Проверка упругости поршневых колец на приборе.
Для проверки зазора в стыке поршневые кольца устанавливаются в цилиндр строго в плоскости, перпендикулярной оси, и проверяется щупом. Также контролируется качество прилегания колец к стенке цилиндра на просвет [рис. 68].
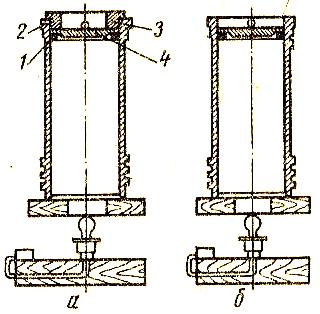
Рис. 68. Проверка поршневых колец на просвет.
а) – Установка кольца,
2) – Гильза (эталонный цилиндр);
3) – Направляющее кольцо;
Зазор в стыке новых колец для дизелей должен быть 0,6 ±0,15 мм, допускаемый без ремонта – до 2 мм; для новых колец карбюраторных двигателей – 0,3-0,7 мм.
Радиальный зазор (просвет) между кольцом и цилиндром для дизелей не должен превышать 0,02 мм более чем в двух местах на дугах 30 град. и не ближе 30 мм от замка. Для торсионных и конусных колец зазор допускается не более 0,02 мм, для маслосъёмных – 0,03 мм в любом месте, но не ближе 5 мм от замка. В кольцах карбюраторных двигателей просвет не допускается.
Кольцо проверяется также по высоте и короблению торцовых поверхностей, которое не должно превышать 0,05 мм для диаметров до 120 мм и 0,07 мм для больших диаметров колец.
Сборка и контроль. Сборка шатунно-поршневого комплекта начинается с запрессовки втулок в верхнюю головку шатуна с натягом 0,03-0,12 мм для дизелей разных марок, 0,14 мм для карбюраторных двигателей. Шатун крепится на алмазно-расточном станке УРБ-ВП так же, как представлено на рисунке 65, затем растачивается втулка с припуском:
на раскатывание 0,04-0,06 мм,
на дорнование 0,08-0,15 мм либо развёртывание 0,05-0,08 мм относительно нормального диаметра поршневого пальца.
Раскатываются втулки импульсной раскаткой на вертикально-сверлильном станке, дорнуются под прессом с механическим приводом при непрерывной подаче дорна [рис. 69], смазанного дизельным маслом.
Рис. 69. Дорн для втулки верхней головки шатуна.
D = номинальный диаметр поршневого пальца.
Затем контролируется отклонение от параллельности осей отверстий во втулке и нижней головке шатуна в соответствии с техническими требованиями. При этом правка шатуна не допускается. Далее собирают нижнюю головку шатуна с вкладышами, крышкой и болтами. Болты должны входить в отверстия от лёгких ударов молотка массой 200 граммов.
Масляные каналы шатуна промываются и продуваются воздухом. Поршни следует нагреть в электрошкафу ОКС-7543 либо в водомаслянной ванне до температуры 80-90 градусов Цельсия, далее в поршневых тисках соединить с шатуном поршневым пальцем.
Собранный комплект устанавливается на контрольную плиту таким образом, чтобы поршень касался какой-либо точкой поверхности плиты. При клиновидной щели размером более 0,1 мм на длине 100 мм (замеряется щупом) комплект разбирается, контролируются детали, обнаруживается и устраняется дефект.
Поршневой палец в бобышках поршня стопорится пружинными замками. Перед надеванием колец следует проверить конусообразность их наружной поверхности на контрольной плите с помощью угольника.
Источник