- РЕМОНТ ШАТУНОВ
- Ремонт шатунов двигателя
- Ремонт шатунов двигателя на примере ДВС ЯМЗ согласно технологии
- Ремонт шатунов двигателя: дефектовка шатуна
- Ремонт шатунов двигателя: втулка верхней головки шатуна
- Ремонт шатунов двигателя: нижняя головка шатуна
- История возникновения / изобретения шатунов
- Шатуны в паровых двигателях
- Шатуны в двигателях внутреннего сгорания
- Шатун не терпит суеты
РЕМОНТ ШАТУНОВ

Любой шатун, поступающий в ремонт, последовательно проходит два этапа восстановления:
- восстановление отверстия нижней (большей) головки;
- восстановление отверстия верхней (меньшей) головки – если в шатуне конструктивно заложена втулка.
Этап 1: ВОССТАНОВЛЕНИЕ НИЖНЕЙ (БОЛЬШОЙ) ГОЛОВКИ ШАТУНА

Шатун разбирается и осаживается (припиливается) на абразивной плите по плоскостям стыка, отверстие, как правило, приобретает эллипсную форму. Затем шатун поступает на хонингование большого отверстия. Контроль в ходе обработки производится нутромером с микронной головкой. Некруглость отверстия после хонингования составляет не более 0,002мм

Обработка может производиться на самом убитом токарном станке, где есть главное движение, либо на «ПРЕЦИЗИОН-БГШ» — специальной хонинговальной установке, позволяющей осуществлять регулировку диаметра обработки не останавливая шпиндель, что повышает производительность обработки.

Для различных шатунов мы предлагаем хонголовки трех типоразмеров:
- с базой Ǿ35мм;
- с базой Ǿ40мм;
- с базой Ǿ50мм.

Каждая хонголовка перенастраивается в своем диапазоне посредством замены опорного сектора и колодки с абразивными брусками в течении 1мин. Таким образом одна хонголовка способна обработать разные шатуны, например, «ЯМЗ», «КАМАЗ», «ИКАРУС» и др.
Этап 2: ВОССТАНОВЛЕНИЕ ВЕРХНЕЙ (МАЛОЙ) ГОЛОВКИ ШАТУНА
После замены втулки для более плотной ее посадки в отверстии в некоторых шатунах (зависит от конструкции сменной втулки) мы применяем раскатывание. Раскатки регулируются по диаметру и гарантируют стабильный припуск для последующей расточки. При раскатывании также используется токарный станок.

В большинстве же случаев шатун с замененной втулкой поступает сразу на расточку «под палец». «ПРЕЦИЗИОН-МГШ» способен растачивать разные шатуны, его переналадка на расточку другого шатуна производится в течении 2..3мин.

Данный станок обеспечивает все заводские требования по параллельности (не более 0,02мм на длине 100мм), скрещиваемости осей (не более 0,08мм на длине 100мм) большого и малого отверстий, а также стабильное межцентровое расстояние всех шатунов в комплекте. Далее финишная обработка малого отверстия – разворачивание под палец (контроль также нутромером с микронной головкой). Алмазные развертки, применяемые для подгонки под палец, убирают все неровности, оставленные после резца и придают отверстию правильную круглость, с их помощью реально обеспечить зазор, например — 0,008мм.

Чтобы проконтролировать один из самых главных параметров (параллельность осей нижней и верхней головок) шатун устанавливается в «нехитром» приспособлении. Здесь же контролируется и «скрещивание».

Завершающим действием в ремонте любых шатунов (в комплекте) является их подгонка по весу.
Источник
Ремонт шатунов двигателя

- что такое шатун?
- Ремонт шатунов двигателя на примере ДВС ЯМЗ согласно технологии
- Ремонт шатунов двигателя: втулка верхней головки шатуна
- Ремонт шатунов двигателя: нижняя головка шатуна
- История возникновения / изобретения шатунов
- Шатуны в паровых двигателях
- Шатуны в двигателях внутреннего сгорания
Что такое шатун?
В двигателе внутреннего сгорания шатун соединяет поршень и кривошип. Эти детали вместе образуют простейший механизм для преобразования возвратно-поступательного движения во вращательное.
Шатун может использоваться и для преобразования вращательного движения в возвратно-поступательное.
Именно такой способ их использования был исторически первым, еще до изобретения двигателей внутреннего сгорания.
Шатун может передавать на поршень как толкающие, так и тянущие движения, т.е. работать полный цикл вращения кривошипа. Более ранние механизмы, такие как цепи, могли только тянуть. В двухтактных двигателях шатун передает только толчки поршня.
Сегодня шатуны используются главным образом в двигателях внутреннего сгорания, например в автомобилях. Они сильно отличаются от тех шатунов, что использовались в эпоху паровых двигателей, например в паровозах.
Ремонт шатунов двигателя на примере ДВС ЯМЗ согласно технологии
Ремонт шатунов двигателя подразумевает следующие обязательные процедуры:
- тщательная промывка шатуна двигателя;
- проверка на отсутствие трещин на магнитном дефектоскопе. Если шатун имеет трещины, то он подлежит выбраковке;
- Дефектовка шатуна;
- Ремонт;
- Контроль параметров шатуна после ремонта.
Ремонт шатунов двигателя: дефектовка шатуна
Основными контролируемыми параметрами шатуна являются контроль износа втулки верхней и отверстие нижней головок шатуна.
Внутренний параметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов в соответствии с нормативно-технической документацией. Далее проверяется ширина нижней головки шатуна, если она меньше допустимой величины, то шатун для дальнейшей установки на двигатель непригоден.
Далее следует проверка на изгиб, т.е. непараллельность осей отверстий верхней и нижней головок шатуна и проверка на скручивание, т.е. отклонение осей указанных отверстий от положения в одной плоскости (перекос осей). После проверки шатун без ремонта допускается, только в том случае, если отклонения незначительны и не превышают допустимых значений на изгиб и скручивание.
Ремонт шатунов двигателя: втулка верхней головки шатуна
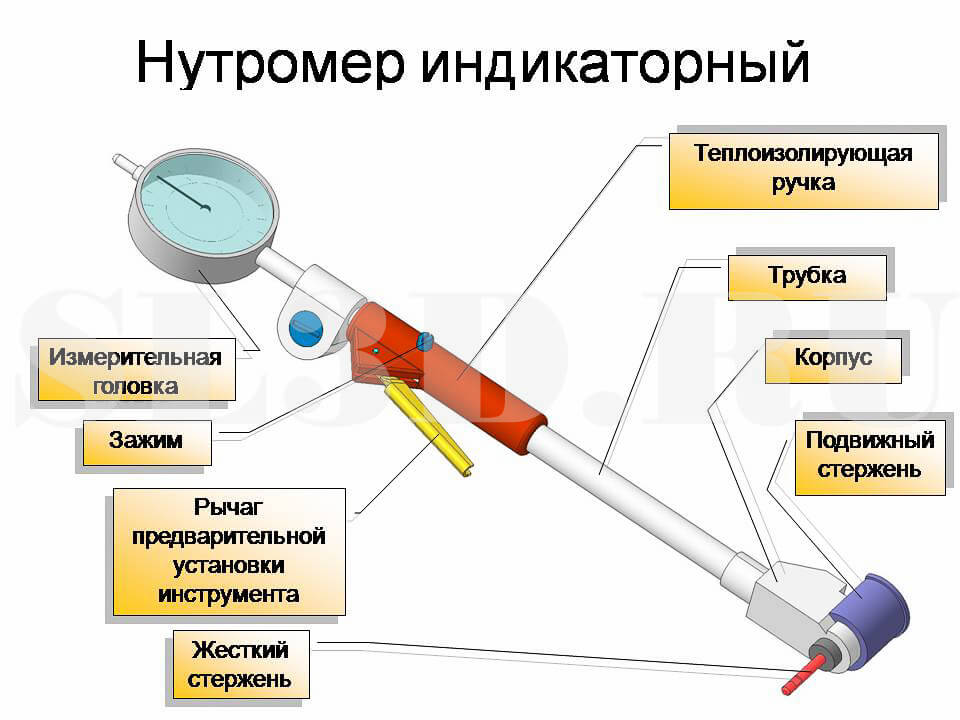
Износ втулки верхней головки шатуна определяют индикаторным нутромером, в случае если диаметр втулки не больше допустимого значения, то она допускается без ремонта. Если это значение окажется выше допустимого, то втулку обязательно требуется выпрессовать и проверить под втулку внутренний диаметр отверстия верхней головки шатуна. Новую втулку запрессовывают с натягом, предусмотрев припуск на обработку втулки по внутреннему диаметру. Далее просверливают каналы для смазки поршневого пальца и проводят окончательную обработку внутреннего диаметра втулки.
Ремонт шатунов двигателя: нижняя головка шатуна
В случае небольшого изгиба и/или скручивания верхней и нижней головок шатуна можно исправить расточкой втулки верхней головки шатуна, обеспечив отклонение от параллельности, положения и расстояние между осями до допустимых значений. Сам шатун править нельзя. Можно лишь править погнутые шатуны с отклонением от прямолинейности не более миллиметра подрезая торцы верхней головки симметрично с каждой из двух сторон. В случае зажатости (уменьшение размера) нижней головки шатуна проводится ее растачивание в номинальный размер согласно нормативно-технической документации.
При ремонте шатуна категорически запрещается установка крышки с другого шатуна, так как комплектность проверяют по меткам спаренности.
История возникновения / изобретения шатунов
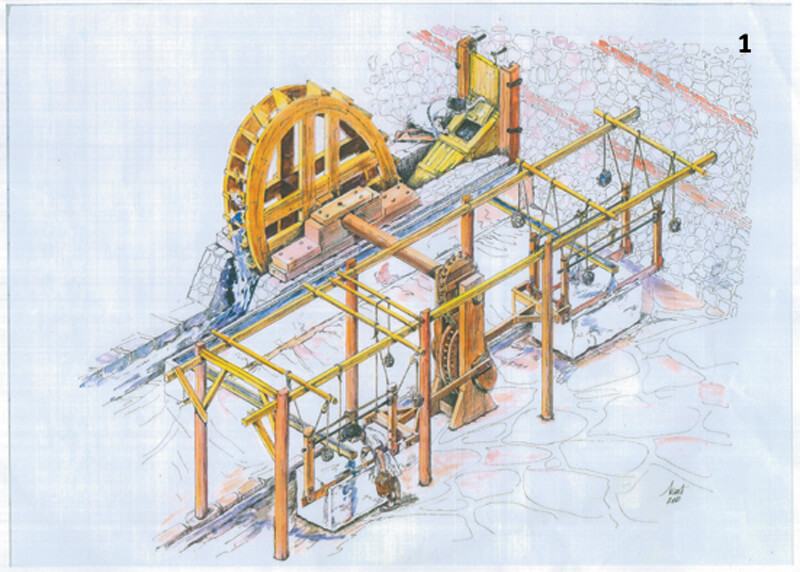
Первое доказательство применения шатунов датировано концом III-го в. нашей эры, во времена Римской империи, которы нашли на лесопилках в Иераполя, что в Малой Азии, где применялись механизмы, очень похожие на сегодняшние шатуны, преобразовывающие вращательное движение водяного колеса в поступательное для привода пилы. Такие же механизмы обнаружили на раскопках в г. Эфесе, датированные VI в. нашей эры.
На картинке ниже мы видим как вода вращает колесо, которое вращает колесо поменьше, которое уже передает энергию шатуну через шестерню, преобразующему вращательное движение в возвратно-поступательное.
Посмотрите на видео Древнеримские промышленные водяные мельницы:
Аль-Джазари (арабский ученый и изобретатель) между 1174 и 1200 гг. описал машину для подъёма воды. Конструкция этой машины имела шатун с коленчатым валом (т.е. кривошипно-шатунный механизм). Об этой машине рассказывается в видео с 2:15.
В Италии эпохи Возрождения самое раннее, хотя и не совсем правильно понятое, соединение коленчатого вала и шатуна найдено в книге чертежей Таччола. Четкое понимание их взаимного движения показано художником Пизанелло, который изобразил поршневой насос, приводимый в движение водяным колесом и состоящий из двух простых кривошипов и двух шатунов.
Кривошипы и шатуны становятся «популярны» у изобретателей с XVI века, о чём говорят трактаты и рукописи, например, у Агостино Рамелли (1588 года) «The Diverse and Artifactitious Machines», где можно увидеть 18 конструкций машин, использующих шатуны. А у Георга Андреаса Бёклер в его работе «Theatrum Machinarum Novum» вы уже найдёте 45 самых разных машин.
Шатуны в паровых двигателях
 Первая паровая машина, атмосферный двигатель Ньюкомена, была одностороннего действия: его поршень работал только в одном направлении, поэтому в нем использовалась цепь, а не шатун. Соответственно, движение совершалось вперед-назад вместо постоянно вращения.
Первая паровая машина, атмосферный двигатель Ньюкомена, была одностороннего действия: его поршень работал только в одном направлении, поэтому в нем использовалась цепь, а не шатун. Соответственно, движение совершалось вперед-назад вместо постоянно вращения.
Последовавшие затем паровые двигатели были, как правило, двойного действия: их внутреннее давление действует на каждой стороне поршня по очереди. Это требует уплотнения вокруг штока поршня, а также шарнира между поршнем и шатуном, размещенного вне цилиндра, в большом подшипнике скольжения, называемом крейцкопф, или ползун.
В паровозах шатуны обычно крепятся прямо к ведущим колесам, соответственно ось этих колес служит коленчатым валом. Шатуны передают движение от ползуна к колесам. Ползуны используются также в больших дизельных двигателях, предназначенных для морских судов.
Шатуны небольших паровозов обычно имеют прямоугольное поперечное сечение, однако иногда используются шатуны круглого сечения, характерные для судовых двигателей. Например, Стивен Леви, строивший как паровозы, так и пароходы, часто использовал круглые стержни для шатунов.
Шатуны в двигателях внутреннего сгорания

В современных двигателях внутреннего сгорания шатуны обычно изготовлены из стали, но могут быть изготовлены из алюминиевых сплавов или титана. Алюминиевые шатуны имеют меньший вес, поглощают избыточное усилие, но быстрее изнашиваются. Титановые шатуны сочетают легкость и прочность, но имеют высокую стоимость. Если же задача обеспечить высокую производительность не ставится, например в двигателях для мотороллеров, то шатун может быть изготовлен из чугуна. Шатуны не закреплены жестко на обоих концах, так что угол между шатуном и поршнем может меняться, так как стержень движется вверх-вниз и вращается вокруг коленчатого вала. Иногда в гоночных автомобилях применяются шатуны, сделанные из цельной заготовки с помощью механической обработки, а не литые или кованые.
На рис. выше мы видим обычный шатун для автомобильного двигателя. Из-за наличия ограниченного пространства внутри поршня, конец, в который вставляется поршневой палец, поменьше, чем тот, что подключают к коленчатому валу, и эти концы называются верхней (поршневой) и нижней (кривошипной) головками шатуна, соответственно.
Внутри головки располагаются вкладыши подшипников скольжения, выполненные на стальной основе с нанесением слоя антифрикционного материала.
Кривошипная головка присоединяется к цапфе на кривошипе. Обычно есть отверстие, просверленное через подшипник и нижнюю головку шатуна так, чтобы моторное масло разбрызгивалось под давлением на стенку цилиндра и смазывало ход поршней и поршневых колец. Большинство небольших двухтактных двигателей и некоторые одноцилиндровые четырехтактные двигатели не требуют наличия насоса для масла, используя схему с подшипником качения. Однако это требует, чтобы коленчатый вал был легкосъемным, чтобы можно было в любой момент заменить шатун.
Все права защищены. 2009-2019
© ООО «СТР-Турбогаз» г.Саратов
Использование материалов сайта без ссылки на источник запрещено.
Источник
Шатун не терпит суеты

- Прочитано: 29199
- Дата: 7-05-2012, 15:31
- Печатать
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗОВСКОГО двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно, где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что…


Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т. е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь …надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Стандартная ситуация — застучал шатунный вкладыш. Многие механики сразу бросаются в бой: ну просто бегут со всех ног шлифовать коленчатый вал в следующий ремонтный размер. Спросите у них, где шатун, который стоял на поврежденной шейке? Больше половины ответят, что он нормальный. А некоторые, особо умелые, вообще себя не утруждают-вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
Между тем шатун после перегрева, задира, расплавления или проворачивания вкладышей повреждается со стопроцентной вероятностью. Это покажут не только измерительные приборы, но и просто внешний осмотр: нижняя головка будет иметь характерный перегретый вид со следами цветов «побежалости», а ее отверстие станет некруглым, овальным.
Не лучше обстоит дело и с верхней головкой шатуна. К примеру, выпрессовали палец, нагрели шатун, установили новый поршень с пальцем. А померил ли кто-нибудь натяг пальца в отверстии головки? Многим некогда, торопятся, у других даже приборов нет проверить. Только когда потом палец вылезет и продерет цилиндр, будет поздно — повторный ремонт, скорее всего, окажется дороже и сложнее первого.
Почему палец может вылезти из отверстия, понятно — натяг слишком мал или его нет совсем. А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
В конструкциях с плавающим пальцем нередко оказывается изношенной бронзовая втулка верхней головки шатуна. Причем оценить степень износа на ощупь, без измерений, практически невозможно. Особенно обманчивая картина возникает в случае, если палец смазан маслом — люфт пальца не чувствуется даже при большом зазоре во втулке.
Таким образом, без соответствующей проверки нельзя определить ни дальнейшую пригодность шатуна к работе, ни объем необходимого ремонта. Поэтому главный вопрос — это…
Как проверить шатун?
Проверка шатуна обычно проводится в несколько этапов. Начинают чаще всего с проверки геометрии отверстий. Для этого шатун разбирают, моют, а затем собирают с затяжкой болтов (гаек) крепления крышки рабочим моментом. Далее нутромером проверяют диаметр отверстия нижней головки — он должен соответствовать размеру, рекомендованному заводом-изготовителем, а все отклонения формы отверстия (эллипсность) должны укладываться в допуск на размер отверстия (обычно 0,015 мм). Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
Все эти измерения выполнить несложно, нужно лишь время и аккуратность. Другое дело — проверить деформацию стержня шатуна.
Деформация стержня обычно выражается в том, что оси верхней и нижней головок шатуна оказываются непараллельны. Измерить эту непараллельность наиболее точно можно с помощью специального измерительного прибора или приспособления. К сожалению, пока наличие подобных приборов на СТО или в мастерских скорее исключение, чем правило. Поэтому иногда применяют более простые методы проверки, не требующие дорогостоящей оснастки.
Один из возможных альтернативных способов — проверка на поверочной плите. Шатун кладется на плиту, и покачиванием определяется, насколько он деформирован. Разновидность способа-прикладывание к боковой плоскости шатуна лекальной линейки и оценка непараллельности плоскостей верхней и нижней головок. Иногда шатуны проверяют «на скалке» — надевают с малым зазором несколько шатунов верхней головкой на стержень, а деформацию оценивают по просветам между боковыми плоскостями нижних головок шатунов. Но так или иначе, а подобные способы измерения получаются неточными и для некоторых шатунов вообще не годятся (шатуны с разной шириной верхней и нижней головок). Практика, тем не менее, показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.
После того, как шатун проверен, можно приступать к ремонту. Сразу оговоримся — отремонтировать удается шатун с любым из описанных выше дефектов. Правда, при этом требуется оценить эффективность ремонта — с точки зрения надежности двигателя в последующей эксплуатации и экономических соображений. Последнее часто является причиной отказа от ремонта в пользу покупки новых шатунов (для некоторых отечественных двигателей ремонт иногда получается близким к замене по стоимости). Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том…

Как правильно отремонтировать шатун?
То, что шатун — деталь для ремонта серьезная, — свидетельствуют факты: все иностранные фирмы-производители станков для ремонта деталей двигателей имеют в своей программе и станки для ремонта шатунов. Поэтому без хорошего оборудования браться за такое дело бессмысленно — ошибка будет стоить дорого.
Не менее важен еще один факт: при серийном заводском ремонте двигателей западные фирмы ремонтируют шатуны в обязательном порядке. Так что шатунов, поставленных в двигатель без ремонта, как это еще делают у нас в России, вы там не увидите.
Стандартным видом ремонта шатунов можно назвать ремонт отверстия нижней головки при небольшом отклонении его размера от исходного (номинального) значения. Суть этой операции сводится к тому, что диаметр отверстия восстанавливается до номинального размера, заданного заводом — изготовителем двигателя.
Технология такого ремонта достаточно проста. Вначале крышку шатуна «занижают» (т. е. обрабатывают) по плоскости разъема на небольшую величину — около 0,05-0,1 мм. Это может быть выполнено различными способами, включая шлифование, фрезерование или (при небольшом припуске) притирку. Далее шатун собирается, болты затягиваются рабочим моментом, после чего отверстие обрабатывается в номинальный размер.
Для обработки отверстия в рамках этой технологии чаще всего используются горизонтально-хонинговальные станки — они обеспечивают высокую точность (отклонение размеров и формы отверстия в пределах 0,005-0,010 мм) и производительность.
Однако применение данной технологии возможно только при малых деформациях или износе отверстия нижней головки. Дело в том, что при хонинговании базирование шатуна на станке выполняется по поверхности самого отверстия. А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
В подобных случаях применяют растачивание отверстий. Этот процесс существенно отличается от предыдущего. Так, нередко приходится «занижать» плоскость разъема не только крышки, но и самого шатуна, иначе около разъема могут остаться необработанные участки поверхности. Кроме того, в процессе растачивания отверстия обеспечивается строгая параллельность осей отверстий головок, поскольку за базу принимается одно из отверстий.
Растачивание выполняется на специализированных расточных станках для шатунов, но с помощью специальной оснастки шатун можно расточить и на универсальном станке (к примеру, на токарном). Для получения высокой чистоты обработанной поверхности после растачивания проводится финишная обработка — хонингование.
При ремонте нижней головки следует помнить, что межцентровое расстояние между отверстиями головок всегда уменьшается, причем тем больше, чем больше припуск на обработку отверстия. Это может быть критично для дизелей, где укорочение шатуна даже на 0,1 мм заметно уменьшает степень сжатия и негативно влияет на работу данного цилиндра.
Выдержать требуемое межцентровое расстояние удается с помощью обработки отверстия верхней головки шатуна. Суть этой технологии в том, чтобы заменить в верхней головке втулку и точно расточить отверстие под палец (втулка всегда имеет припуск в пределах 0,3-0,5 мм), приняв за базу отверстие нижней головки и обеспечив заданное межцентровое расстояние. Точно так же поступают и в случае, когда втулка верхней головки изношена и требуется ее замена.
Описанные технологии ремонта обеспечивают высокую надежность работы шатунов и применимы для подавляющего большинства двигателей. Но все-таки из любых правил есть исключения. Поэтому иногда бывает полезно знать…


Некоторые «хитрости» в ремонте шатунов
Современные высокофорсированные двигатели характеризуются очень высокой нагруженностью деталей, в том числе шатунов. При неисправности системы смазки, когда происходит задир и расплавление вкладышей, нижняя головка шатуна испытывает значительный перегрев, при котором в материале появляются большие остаточные напряжения и деформации. В дальнейшей эксплуатации после ремонта нижняя головка может снова деформироваться, если в процессе ремонта напряжения не будут сняты, к примеру, старением (выдержка при температуре около 200°С).
Перегрев нижней головки нередко приводит и к перегреву шатунных болтов, прочность которых при этом падает. Для исключения неприятностей (обрыв болта) рекомендуется заменять болты на новые.
Для некоторых двигателей (из отечественных стоит упомянуть КамАЗ) при ремонте не требуется обработка плоскости разъема — достаточно расточить отверстие в ремонтный размер под соответствующие ремонтные вкладыши. Напротив, ряд моделей двигателей Opel, Ford, BMW имеют полученный в результате хрупкого излома так называемый «колотый» стык крышки с шатуном, что делает ремонт нижней головки невозможным традиционными методами.
Отметим, что на отдельных моделях моторов Volvo, Mazda, Alfa Romeo разъем крышки выполнен со шлицами. Подобные шатуны также ремонтопригодны, но занижение «шлицевой» поверхности перед ремонтом — весьма трудоемкая операция.
Если в верхней головке шатуна натяг недостаточен для фиксации пальца, единственный способ ремонта — использование пальца с увеличенным диаметром. Таким же способом можно восстановить зазор в отверстии и без замены втулки. В некоторых случаях данное решение оказывается единственным — например, для шатунов с «плавающим» пальцем, не имеющих втулки (некоторые двигатели GM). При этом отверстие предварительно хонингуется для восстановления его геометрии.
После ремонта за счет снятия металла нижняя головка шатуна становится легче. Если припуск при обработке был значительным и отличался для одного комплекта шатунов, то нелишней будет проверка, а возможно, и подгонка шатунов по массе. Для отечественных моторов требование подгонки массы становится обязательным, учитывая нестабильное качество изготовления. Эта работа требует аккуратности, как и все другие операции по ремонту шатунов, но только так можно быть уверенным в том, что отремонтированный шатун пройдет не меньше нового.
Источник